



一、波形螺旋面的形成原理
以一个圆的圆周为母线,其圆心沿着一条螺旋线运动,母线圆平面始终与螺旋线相垂直,这个母线圆平面所形成的曲面为一个圆弧形螺旋体。圆弧形螺旋体的轴向截面,是由许多圆弧连接形成波浪形的光滑曲线,由圆螺旋体做成的螺杆叫作波形螺杆或圆弧螺旋面螺杆,如图5-45所示。

图5-45 波形螺杆零件图
二、波形螺杆的特点
1)螺距大,多为50~100mm;圆弧深度较浅,多为2~5mm。例如,螺杆钻具发动机上的螺杆直径为ϕ32mm×ϕ22mm,长度为850mm,螺距为62mm。
2)波峰、波谷是由光滑的圆弧连接而成的。
3)一般情况下,直径较小,长度较长,属于细长杆类零件,刚性较差,加工比较困难。
4)使用时传动扭矩大,抗疲劳能力强,在重型凿岩机、泥浆泵中都获得了广泛的应用。
三、加工方法
使用硬质合金立铣刀在立式铣床上高速铣削,也可在车床上,采用旋风铣削加工,加工效率高,质量好。
1.工件的装夹
工件用分度头装夹,用顶尖支撑,在分度头尾轴与铣床纵向工作台丝杠之间安装交换齿轮,如图5-46所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-46 加工装置
为防止铣削时工件振动,可在工件侧面加一个V形铁作为辅助支承,V形铁用黄铜材料制作,加工时V形铁上涂些二硫化钼之类的润滑脂。
2.交换齿轮的计算(图5-47)
按照加工螺旋面的通用公式
式中 P——工作台丝杠螺距,P=6mm;
Ph——螺杆导程,Ph=62mm。
取 
a=80,b=31,c=30,d=20。
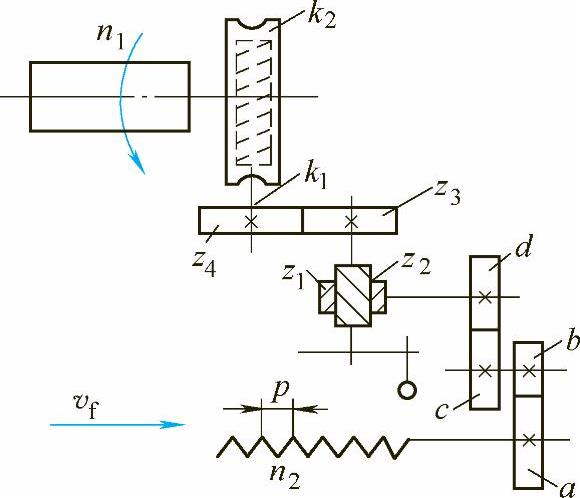
图5-47 交换齿轮传动原理图
3.铣刀及切削用量
铣刀ϕ14mm×3齿,YT15整体硬质合金立铣刀,铣刀转速n0=1000r/min,进给速度vf=60~100mm/min,背吃刀量可分4次进刀加工(3mm、3mm、3mm、1mm)。用高速铣削法加工圆弧螺杆,不但加工效率高、表面质量好,而且操作方便,采用自动进给加工可轻松完成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。