



1.零件技术要求
零件为汽轮机前缸体(图5-42),材料为ZG20MoV铸钢件,正火硬度为60HBW,加工螺纹M120×4-6H,内径d1=(115.67+0.48)mm,中径d=(117.402+0.23)mm,外径D=(120.866+0.23)mm。这种钢塑性大,韧性高,加工过程中容易粘刀,形成积屑瘤,切削加工性较差,螺纹的质量不易保证。
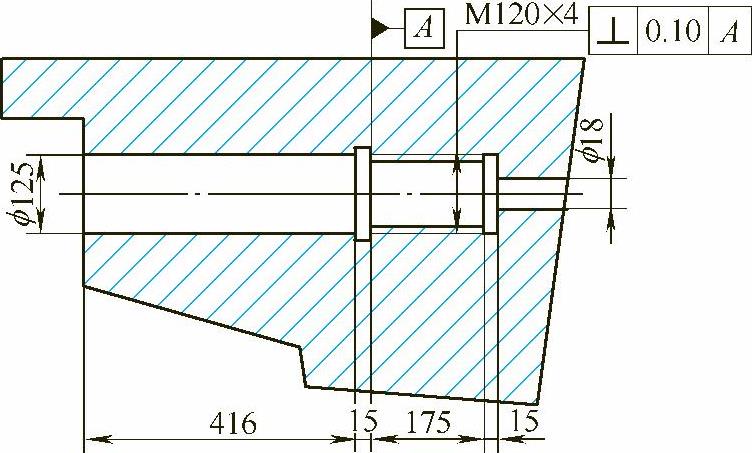
图5-42 前缸体(局部)
2.使用的机床
使用数控镗铣床加工M120×4螺纹,采用闭环控制系统,数控镗铣床上装有位置检测装置,根据代码信号向伺服电动机发出的信号,使工作台移动,同时通过位置检测装置(感应同步器)检测出工作台的实际位移量,当出现差值时,控制系统自动调节工作台的位移量。当实际位移量与指令移动值相等时,工作台停止补偿移动。数控镗铣床的定位精度和重复定位精度,可以达到0.005mm。
3.镗孔
(1)粗镗螺纹孔 粗镗孔ϕ125mm,螺纹底孔ϕ115.67mm+0.48mm(留3mm)、钻ϕ18mm孔。刀片材料:硬质合金YT15;几何角度:前角γo=5°,后角αo=10°~12°,刃倾角λs=-5°。由于材料塑性较大,韧性高,采用正前角可提高刀具的锋利性,负刃倾角使切削刃抗冲击,而且有利于排屑。
切削用量:切削速度vc=50m/min,转速n=150r/min,背吃刀量ap=3mm。使用压力为0.06MPa压缩空气排屑并降温。(https://www.xing528.com)
(2)精镗螺纹底孔 精镗ϕ(115.67+0.48)mm孔,镗头采用美国生产的可转位微调精镗刀,三角形刀片,刀片材料为CY16,前角γo=0°,后角αo=10°~12°。
切削用量:切削速度vc=102m/min,转速n=280r/min,背吃刀量ap=0.15mm。使用压缩空气排屑并降温。
4.高速镗铣螺纹
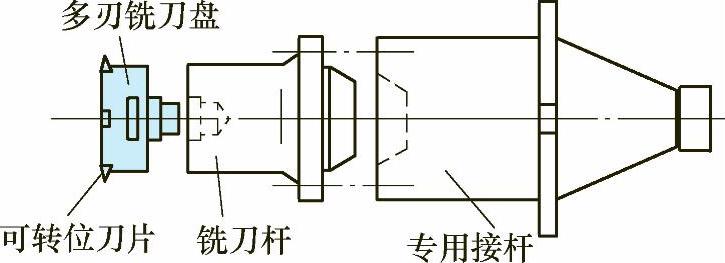
图5-43 高速铣刀
螺纹铣刀采用德国产硬质合金TiC涂层螺纹铣刀(图5-43),螺纹铣刀直径ϕ80mm,装有8个可转位三角形刀片。M120×4分三刀铣:如图5-44所示,第一刀,螺纹大径粗铣到ϕ118.6mm,进给量fr=1.3mm/r,刀片采用正前角γo=12°,刀具锋利,切削轻快。铣刀自转转速n1=600r/min,公转转速n2=1600r/min;第二刀,将螺纹大径半精铣到ϕ120.6mm,刀片采用正前角γo=12°,刀具锋利切,削轻快。铣刀自转转速n1=600r/min,公转转速n2=1600r/min,进给量fr=1.0mm/r;第三刀,将纹外径精铣到ϕ121mm,为保证螺纹60°牙型正确,刀片采用前角γo=0°,进给量fr=0.2mm/r。对于M120×4-6H内螺纹,采用高速镗铣刀,仅用1h就可以加工完成。
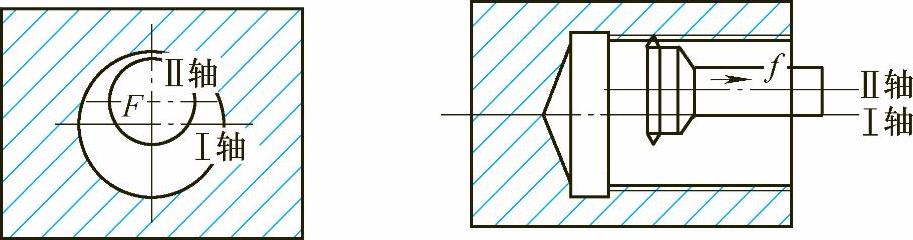
图5-44 加工示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。