



【摘要】:采用旋风铣淬硬钢滚珠丝杠,滚道截面形状、中径一致性和装配后的运动平稳性等均优于磨削加工,轨道圆弧表面粗糙度值可以达到Ra0.4μm,可以达到P3精度。
1.零件
滚珠丝杠(图5-40)的材料为30CrNi3MoV,淬火硬度为63.5HRC,尺寸为ϕ80mm×10mm×4000mm(螺纹长度3210mm)。
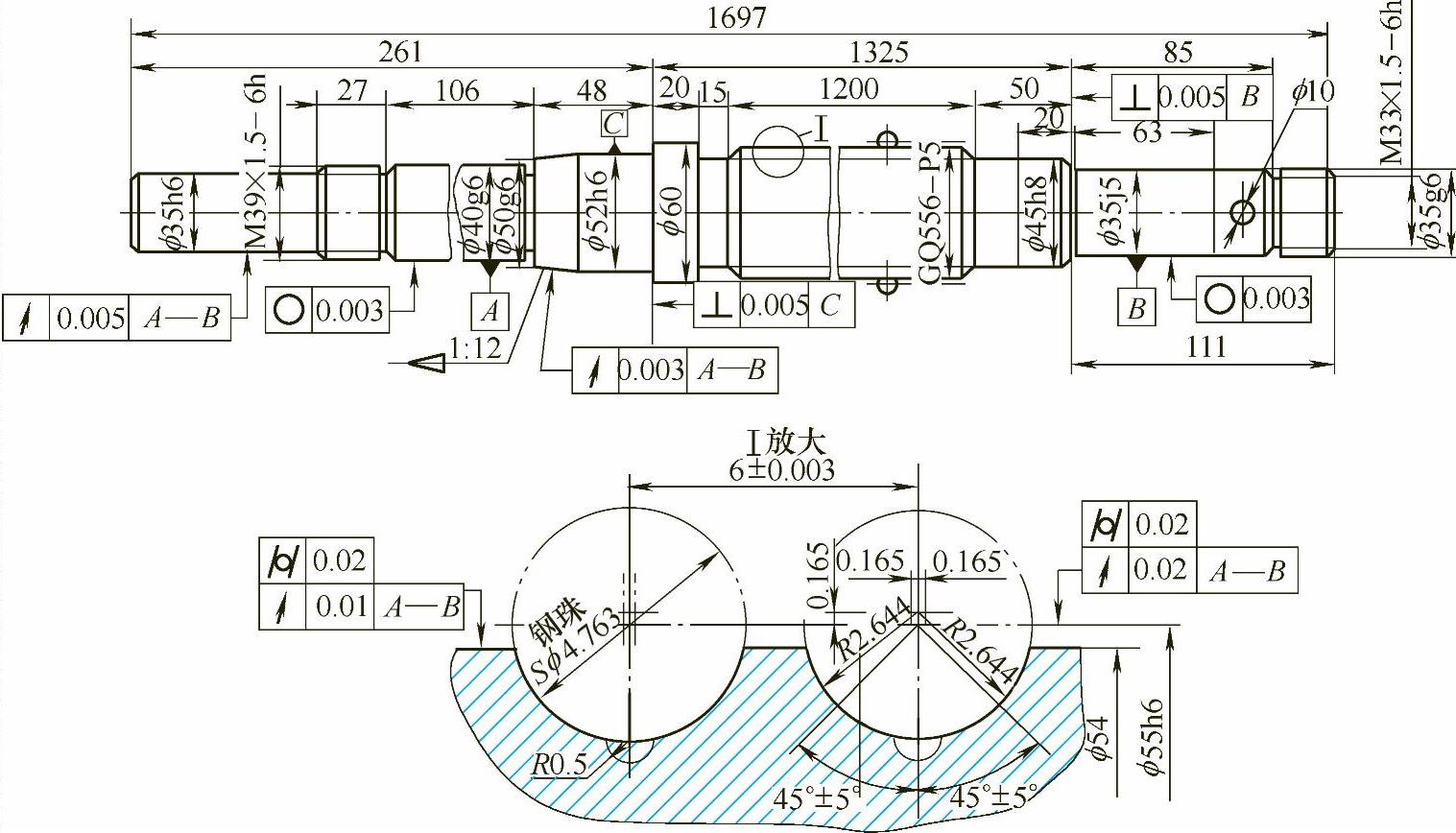
图5-40 GQ556-P3双圆弧滚珠丝杠
2.机床
使用汉江机床厂生产的6m数控旋风铣床,螺旋运动是由旋风铣头上的伺服电动机和铣头纵向进给工作台运动的伺服电动机进行联动控制,工件的转速由主轴变频交流电动机控制,可实现铣刀恒定线速度切削。在铣床导轨外侧安装“直线光栅尺”,铣头纵向进给为全封闭控制,采用光栅全程控制螺距误差和累积误差。
3.旋风铣刀
刀具材料为聚晶立方氮化硼(PCBN),刀盘刀尖旋转直径ϕ90mm,8个刀齿,前角γo=-8°,倒棱0.1mm×-15°,顶刃后角αo=5°~6°,侧刃后角αo1=4°,如图5-41所示。(https://www.xing528.com)
4.加工工艺
(1)加工路线 粗车→调质→半精车→除应力→精车→粗磨外圆→淬火→精磨外圆→旋风铣螺纹→时效处理→精磨。
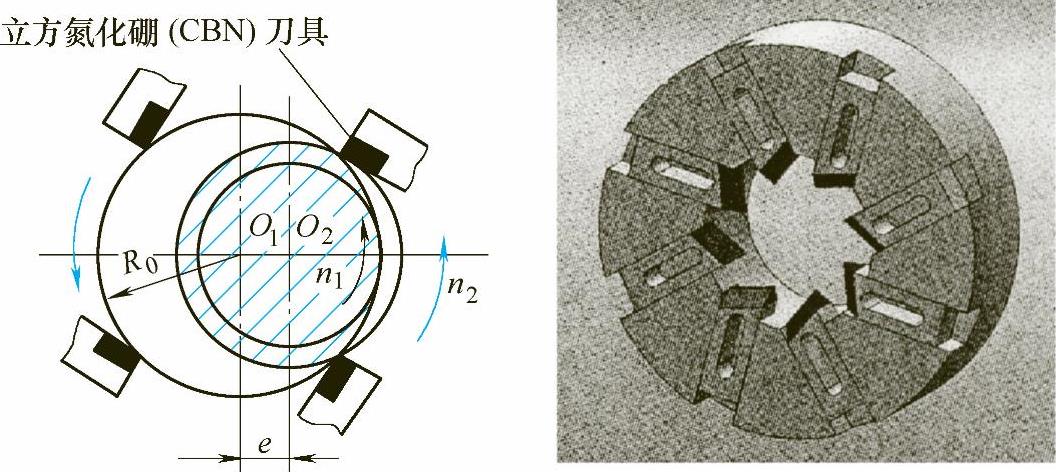
图5-41 8齿旋风铣刀
(2)切削用量 切削速度vc=120~180m/min,背吃刀量ap=0.03~0.06mm,采用顺铣,压缩空气冷却。
采用旋风铣淬硬钢滚珠丝杠,滚道截面形状、中径一致性和装配后的运动平稳性等均优于磨削加工,轨道圆弧表面粗糙度值可以达到Ra0.4μm,可以达到P3精度(螺距精度达到0.012mm/300m,中径锥度0.01mm/1000m)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。