



大型摩擦压力机上的螺母导程大,齿宽槽深,采用车削的方法加工效率低,劳动强度大,螺纹质量低。采用车铣技术可轻松解决这些问题,加工出来的螺纹表面粗糙度值可以达到Ra0.63μm以下,加工效率可提高10倍。
以摩擦压力机上的螺母为例,D276×d220×224-4(左),螺纹部分材料为青铜QSn4-4-2.5,各部尺寸如图5-35所示。
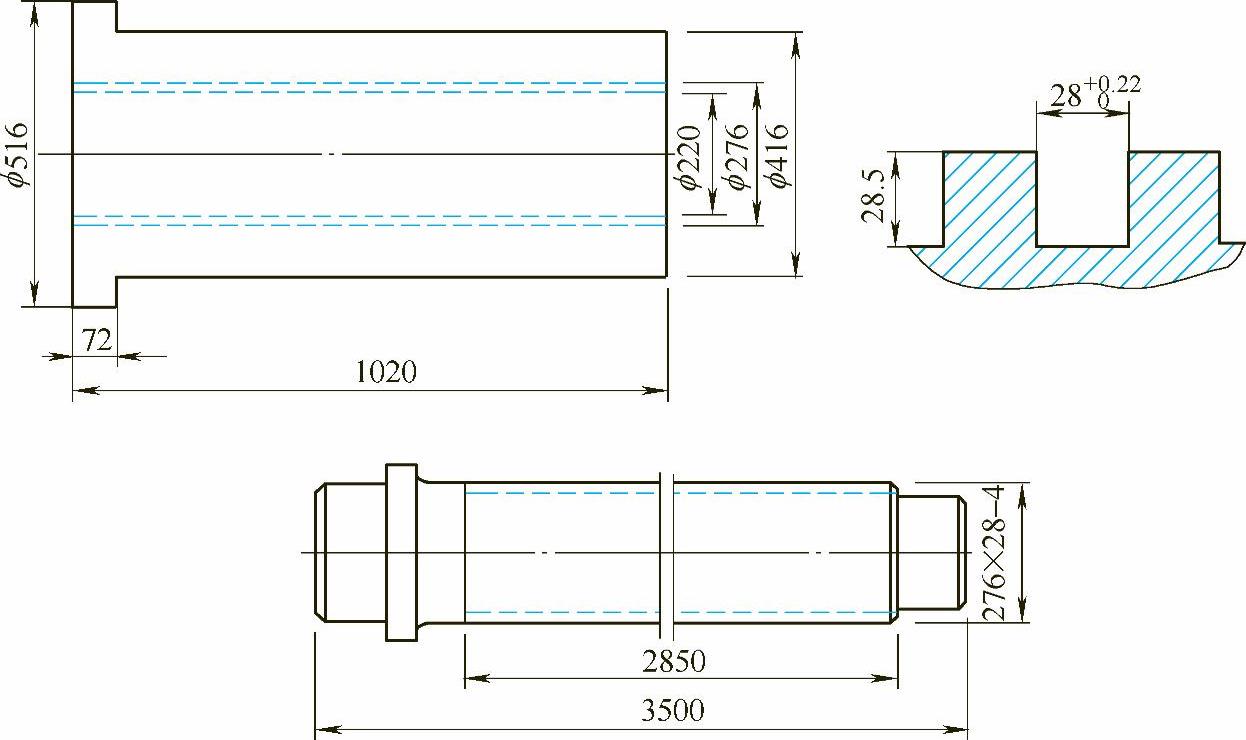
图5-35 螺杆/螺母零件图
一、车铣螺母
1.加工装置
压力机上的螺母尺寸较大,外径ϕ516mm,长度1020mm,在铣床上装夹不了,因此仍采用在车床上加工,用车床卡盘装夹螺母,不使用车刀而使用立铣刀,用车铣法加工。铣头采用东南大学机电开发总厂设计的“铣削动力头”,如图5-36所示。将铣削动力头装到车床进给工作台上取代刀架,进行高速铣削大导程螺纹。车铣螺母装置如图5-37所示。
采用车削加工方法,由于螺母的导程大(Ph=224mm),进给太快,退刀很难控制,常引起刀架碰撞工件等事故。改用铣削加工后铣刀高速旋转,而进给是慢速进行,因此对原车床加以改装,将车床主轴转速降下来,将主轴箱的1#轴上的带轮改为“行星减速带轮”,减速比为1∶12.4,车床原最低转速为5r/min,这样即可将最低转速降到n1=(5/12.4)r/min=0.4r/min,可以满足车铣多线大导程螺杆螺母加工对主轴转速的要求。
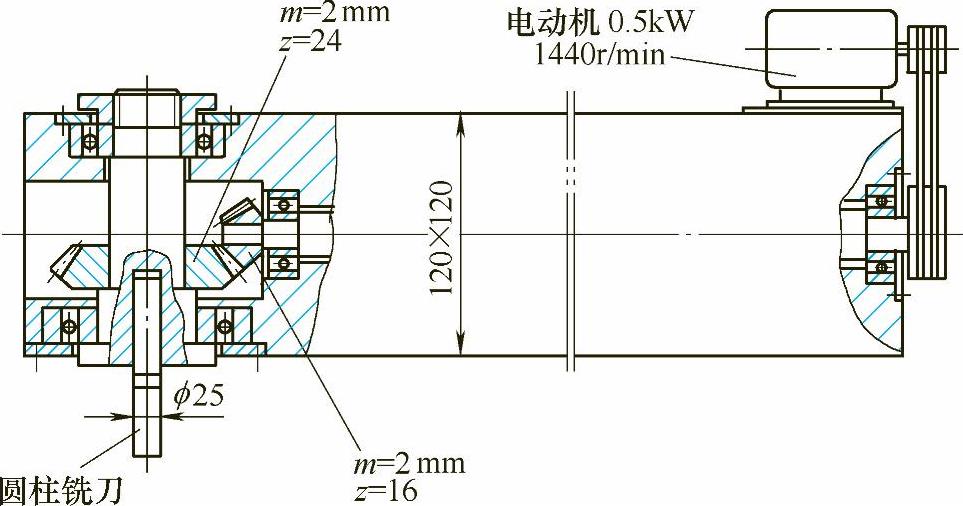
图5-36 卧式铣削动力头
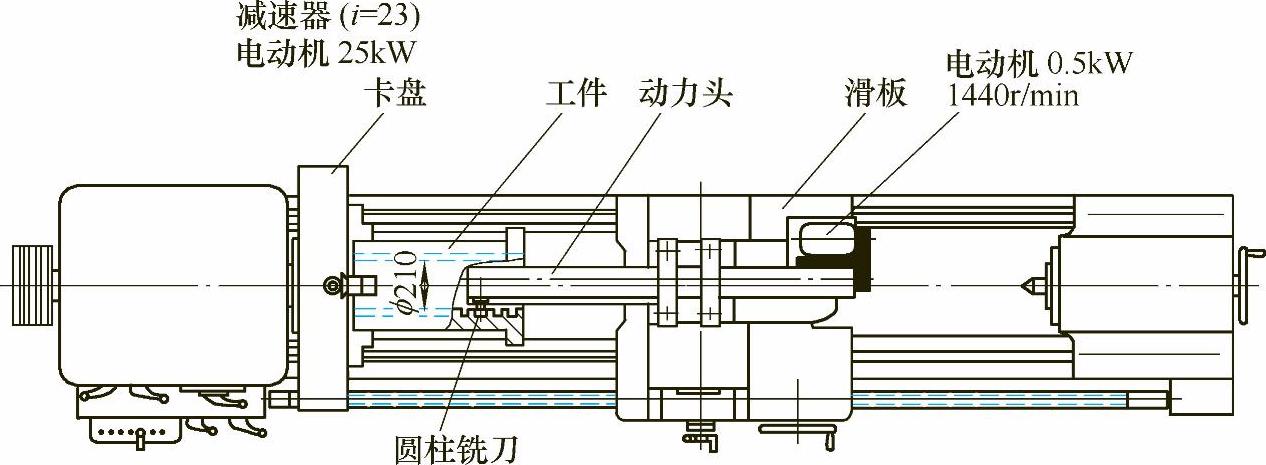
图5-37 车铣螺母装置
2.加工方法
(1)交换齿轮 螺纹导程Ph=224mm,选择增大螺距交换齿轮。
(2)铣刀 采用YG6整体硬质合金立铣刀,粗铣用ϕ25mm×3齿,螺旋角β=35°;半精铣ϕ27mm×3齿,螺旋角β=35°;精铣ϕ28mm×4齿,螺旋角β=25°。刀尖圆弧半径R0.5mm。铣刀的中心位置对在螺母中心上。(https://www.xing528.com)
(3)铣刀转速 螺母材料为青铜,选择切削速度vc=60~80m/min,电动机的转速n0=1440r/min,从电动机到铣刀主轴的传动比为2.2,铣刀转速n=654r/min。
(4)主轴转速n 选每齿进给量fz=0.2mm/z,进给速度vf=0.2mm/z×3齿×654r/min=408mm/min,螺纹大径ϕ276mm,导程Ph=224mm,螺旋槽展开长度S=922mm,铣刀铣一圈(一个导程)时间为2.25min,所以主轴(工件)的转速n1=0.42r/min。
(5)背吃刀量 粗铣用ϕ25mm×3齿铣刀,背吃刀量ap=8mm,分三次进刀加工;半精铣用ϕ27mm×3齿铣刀,背吃刀量ap=9.5mm,分三次进刀,将槽铣到全齿深28.5mm。精铣用铣ϕ28mm×4齿铣刀,一次进刀铣到全深28mm。
(6)分齿方法 四头螺纹分头要准确,若误差大,与螺杆的配合间隙将增大,会降低配合精度。由于小刀架换成铣削动力头,无法使小刀架分齿,因此采用“分度块”分度法。在铣削动力头的侧面安装三个“分度块”,在铣削动力头下底座上安一个挡块(图5-38),分度块的长度等于螺距P=56mm,将分度块长度做成28+0.0100mm,当第一个齿槽铣后,从动力头上取下1号“分度块”,向前移动动力头,使2号分度块靠紧挡块,将动力头固定,即达到分齿的目的。
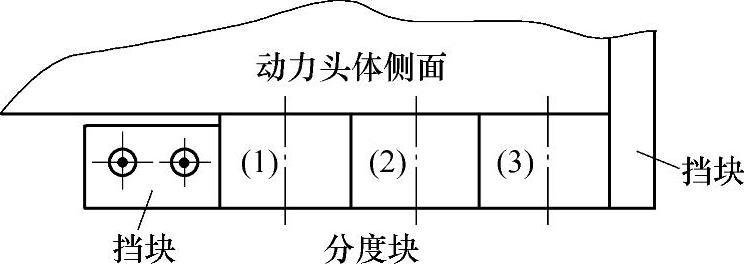
图5-38 用分度块分齿
(7)加工顺序。粗铣用ϕ25mm×3齿铣刀,背吃刀量ap=8mm,分三次进刀加工→分齿→粗铣第二个槽→分齿→粗铣第三个槽→分齿→粗铣第四个槽。→换铣刀ϕ27mm×3齿半精铣→分齿三次,将四个槽半精铣一遍(铣到全齿深28.5mm)→换精铣刀ϕ28mm×4齿精铣,背吃刀量为全齿深28.5mm→分齿三次,将四个槽全精铣一遍→空走一刀将四个槽全精铣一遍。
3.车铣螺母的机动时间
铣刀铣一个导程展开长度用时P=922mm/(408mm/min)=2.25min,螺母全长1020mm,铣刀铣一刀需用4.6min,粗铣用时间t1=4.6min×3刀×4个槽=55.2min,半精铣时间t2=4.6min×3刀×4个槽=55.2min,精铣时间t3=4.6min×1刀×4个槽×铣2次=36.8min。合计用机动时间约t=150min。
二、车铣螺杆
螺杆车铣时用卡盘装夹,用尾座顶尖支撑,外购一台铣削动力头,转速n2=400~500r/min,功率P=0.75kW,安装方式如图5-39所示。铣刀中心与螺杆中心等高,使用的粗、精铣刀、进给量、进给速度,加工、分齿等方法,同铣螺母一样。
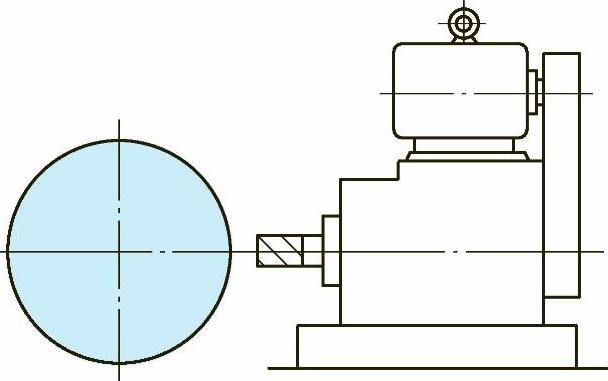
图5-39 车铣螺杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。