



【摘要】:微细铣削加工的产品如图4-12所示。4)日本在镍板上制成高15μm、线宽0.2μm和高200μm、线宽2μm的金属模具。8)美国国家实验室和路易斯安那州技术大学在有机玻璃、铝合金、黄铜和碳钢等材料上铣出微细槽,使用的刀具、切削用量和表面粗糙度见表4-3。
微细铣削加工的产品如图4-12所示。
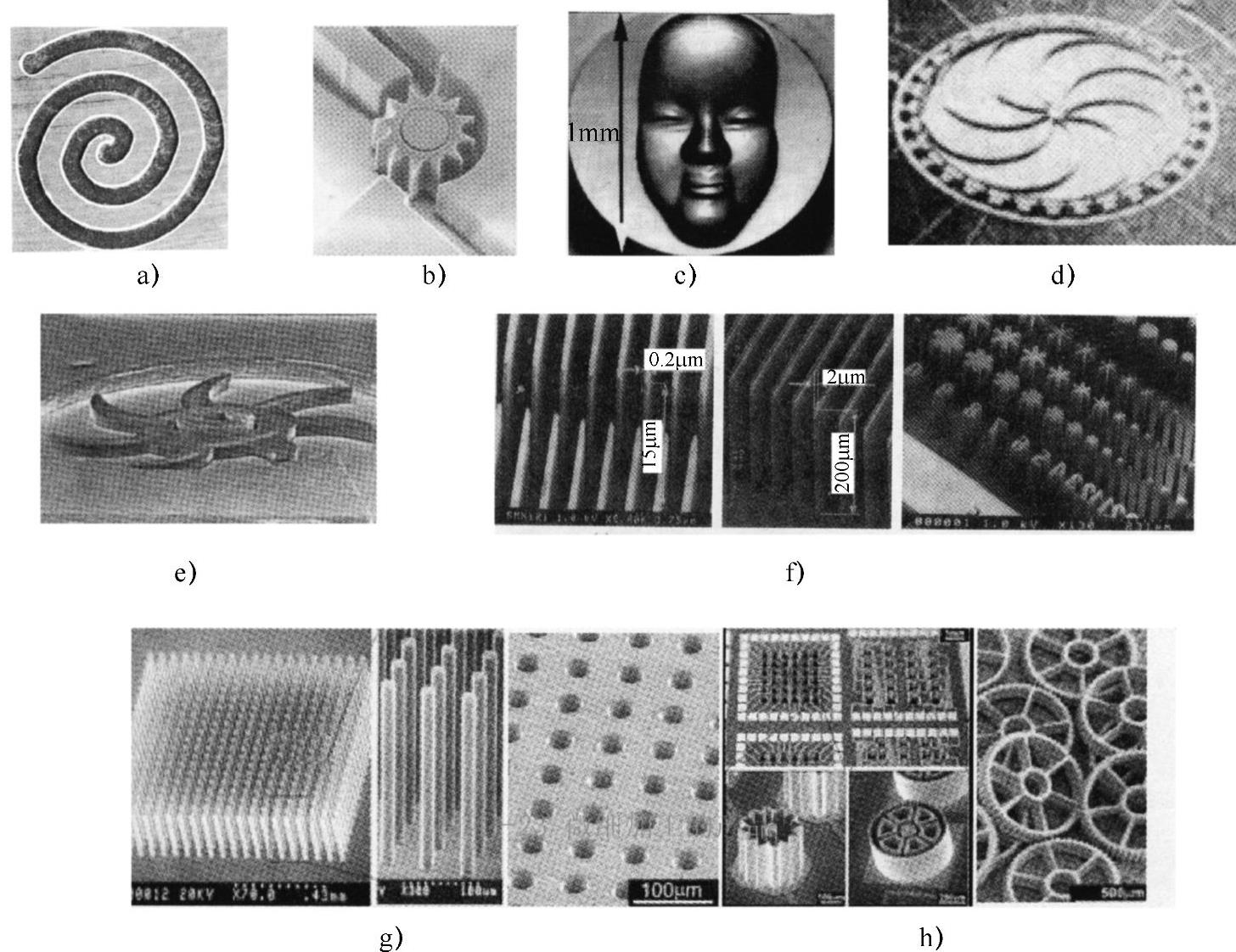
图4-12 微细铣削加工的产品
1)南京航空航天大学在自制的三轴微细铣床上,采用ϕ0.2mm并有30°螺旋角的二齿硬质合金平头立铣刀,在硬铝2A12T板上,加工出阿基米德螺旋线,最外侧圆弧直径为ϕ2.4mm,内侧圆弧最小直径仅为ϕ0.4mm(图4-12a)。
2)中国科技大学用镍制成ϕ400μm、厚230μm的微型齿轮(图4-12b)。
3)日本FANUC公司在五轴联动加工中心上,在直径为1mm的18K圆金板上铣出微型人头像(图4-12c)。
4)日本在镍板上制成高15μm、线宽0.2μm和高200μm、线宽2μm的金属模具(图4-12d)。
5)德国在50μm厚的镍板上制成直径ϕ400μm的磁力驱动涡轮(图4-12e)。(https://www.xing528.com)
6)日本制成电火花加工用的微细电极,直径为ϕ20μm(图4-12f),其加工出来的孔如图4-12g所示。
7)美国制成直径1mm微型陀螺仪(图4-12h)。
8)美国国家实验室和路易斯安那州技术大学在有机玻璃、铝合金、黄铜和碳钢等材料上铣出微细槽,使用的刀具、切削用量和表面粗糙度见表4-3。
表4-3 细微铣削加工工艺参数与表面粗糙度

注:◆—高速钢铣刀▼—硬质合金铣刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。