



加工的零件为某型号火箭发动机上一个壳体,如图3-7所示,材料锻造铝合金,精铣上下平面,要求平行度为0.02mm,平面度为0.012mm,表面粗糙度值小于Ra0.63μm。
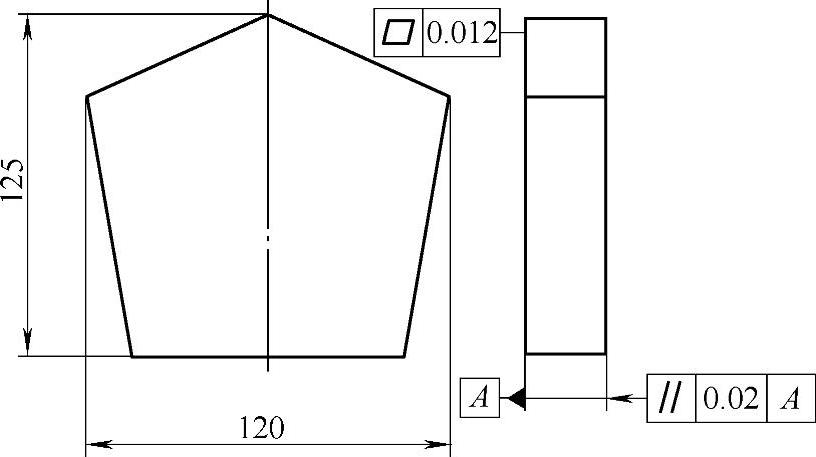
图3-7 零件简图
1.精铣刀(图3-8)
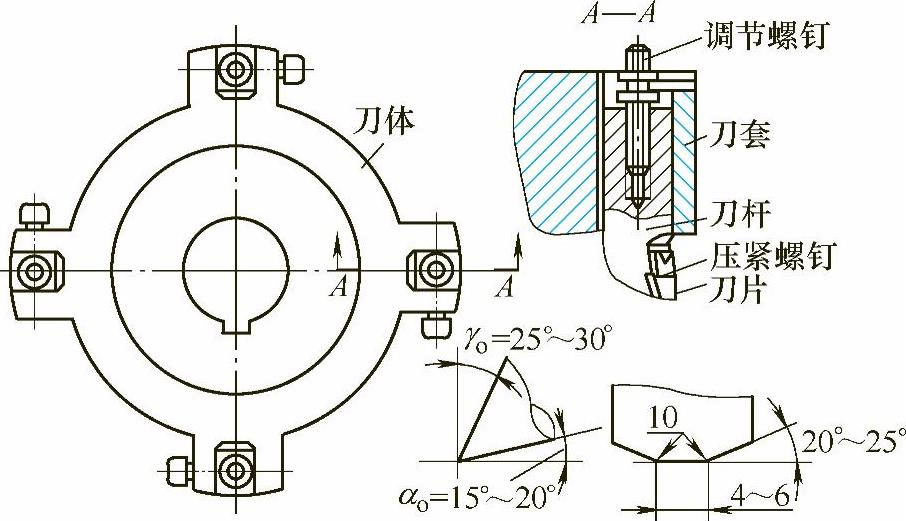
图3-8 精铣刀图
1)刀片材料:YG8。
2)几何角度:安装角度:前角γo=25°~30°,后角αo=18°,刃倾角λs=-(35°~40°),铣削较软的铸铝合金选择λs=40°,铣削硬铝合金、锻铝合金等选择λs=35°。由于采用大刃倾角,使实际前角和后角发生了很大的变化,实际前角增大达到γo=37°,后角减小为αo=14°。
2.切削用量
切削速度vc=300~400m/min,背吃刀量ap=0.03~0.05mm,进给速度vf=400~600mm/min。一次进给加工表面粗糙度值可以达到Ra0.25~0.32μm。
3.几何公差的保证
1)平行度。上下面间的平行度0.02mm主要靠夹具保证。
2)平面度。铣削时为了防止扫刀,采用倾斜铣削法。即将铣床主轴向前倾斜,使刀尖抬高。主轴倾斜了多少,才能使铣出来的平面满足0.012mm的平面度要求,加工前必须进行核算(图3-9)。
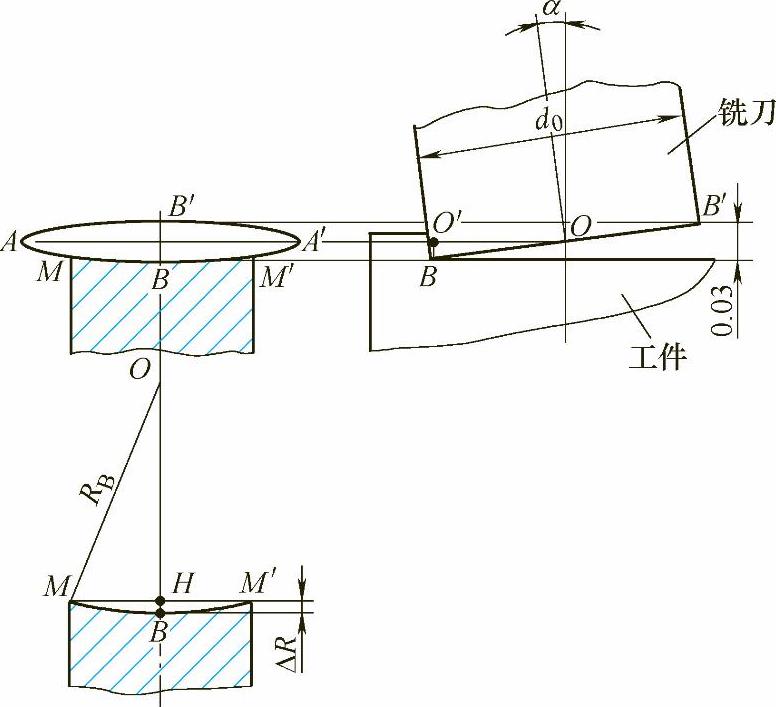
图3-9 刀尖运动的椭圆轨迹
椭圆方程 
曲率半径 
B点(X=0,Y=b)的曲率半径

RB=a2/b(https://www.xing528.com)
长半轴 a=OA=R刀
短半轴 b=O′B=O′B′
在BOO′中 O′B=BOsinα
由b=R刀sinα(α为主轴倾角)
RB=a2/b=R2刀/R刀sinα
故B点的曲率半径
RB=R刀/sinα
使用的铣刀直径d0=250mm,工件宽度125mm,主轴倾斜后刀尖抬起0.03mm,核算铣出的平面度能否达到设计的平面度0.012mm的要求。
sinα=0.03mm/250=0.00012mm
故α=0.006875°
B点的曲率半径
RB=R刀/sinα=125mm/sin0.006875°=10411741.448mm
OH=(R2B-MH2)1/2=(10411741.4482-62.52)1/2mm=1041741.446mm
ΔR=RB-OH=10411741.448mm-1041741.446mm
ΔR=0.002mm
由此可见:当主轴倾斜后刀尖抬起0.03mm时,铣出平面的平面度为0.002mm,完全可以满足平面度0.012mm的要求。
如果主轴对工作台在Y轴方向产生偏斜(主轴向床身方向倾斜)使铣刀齿抬高0.03mm,对加工平面的平面度不会造成影响,而是使加工平面与基准面产生平行度误差。
如直径Dc=250mm,偏斜0.03mm(刀齿抬高0.03mm),铣出来的平面是偏斜的,在工件宽度为120mm的范围内,则产生与其基准面的平行度误差为0.015mm,而不会使平面产生凹芯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。