



【摘要】:精铣时虽然吃刀量很小,一般情况大都在0.03~0.2mm,似乎消耗不了多大的切削功率。因此,高速精铣的铣床也应有较大的功率。图3-3 粗铣与精铣切削面积对比同样,高速精铣要求铣床要有较高的刚性,除选择刚性好的铣床外,在使用时也应采取一些措施,提高各部件的刚性。如铣头伸出量要短,工作时立式铣床的铣头、卧式铣床的横梁要锁紧,使用的刀杆要尽量短,不进给的工作台如升降工作台和横向工作台应锁紧,以便提高工作台的稳定性。
精铣时虽然吃刀量很小,一般情况大都在0.03~0.2mm,似乎消耗不了多大的切削功率。但现代高速精铣,采用的是高速大进给铣削法,每齿进给量为2~4mm/z,进给速度为1000~4000mm/min,金属切除量不亚于粗铣,如图3-3所示。
例如:以铣削铸铁为例。
粗铣:
面铣刀Dc=150mm×8齿,背吃刀量ap=4mm,每齿进给量fz=0.15mm/z,切削速度vc=350m/min,进给速度vf=fzzn=890mm/min,切削面积F=fzap=0.15mm×4mm=0.6mm2
精铣:
面铣刀Dc=150mm×2齿,背吃刀量ap=0.15mm,每齿进给量fz=4mm/z,切削速度vc=350m/min。
进给速度vf=fzzn=4458mm/min。(https://www.xing528.com)
切削面积S=fzap=4mm×0.15mm=0.6mm2
由此可见,粗铣与精铣只是长度和宽度分配位置上的区别,实际切削面积相等,消耗的切削功率大小基本相等。因此,高速精铣的铣床也应有较大的功率。
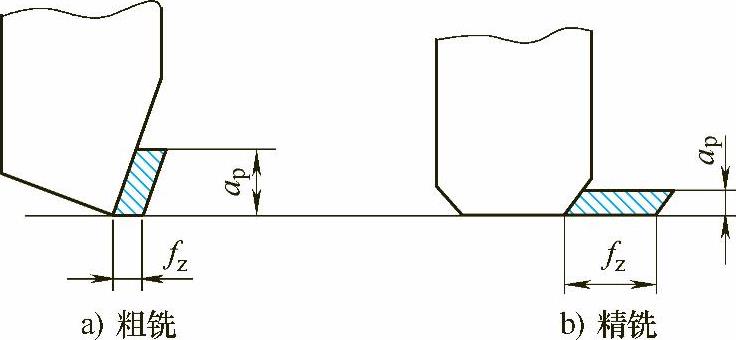
图3-3 粗铣与精铣切削面积对比
同样,高速精铣要求铣床要有较高的刚性,除选择刚性好的铣床外,在使用时也应采取一些措施,提高各部件的刚性。如铣头伸出量要短,工作时立式铣床的铣头、卧式铣床的横梁要锁紧,使用的刀杆要尽量短,不进给的工作台如升降工作台和横向工作台应锁紧,以便提高工作台的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。