



【摘要】:图2-177 激光加热铣削1.激光铣削的特点1)激光加热速度快,加热时间在10-6s即可使材料表层温度达到相变温度以上,陶瓷材料热导率很低,热量不会很快散去。2)使用多通道的激光束,集中在切削区将待加工的部位加热到相变温度,使陶瓷材料变软后进行切削,实现脆塑转变,使切屑由破碎形变成半连续形和连续形,这样可提高加工表面质量和刀具使用寿命,并提高切削加工效率。
陶瓷材料由于硬脆,给切削加工带来困难,刀具磨损快,寿命低,表面和边缘产生裂纹和掉边,加工质量低,切削效率很低。装甲兵工程学院对工程陶瓷进行激光加热切削,先将硬脆的陶瓷加热,然后用刀具将软化的材料切除,实现陶瓷由脆转塑的高效切削加工(图2-177)。
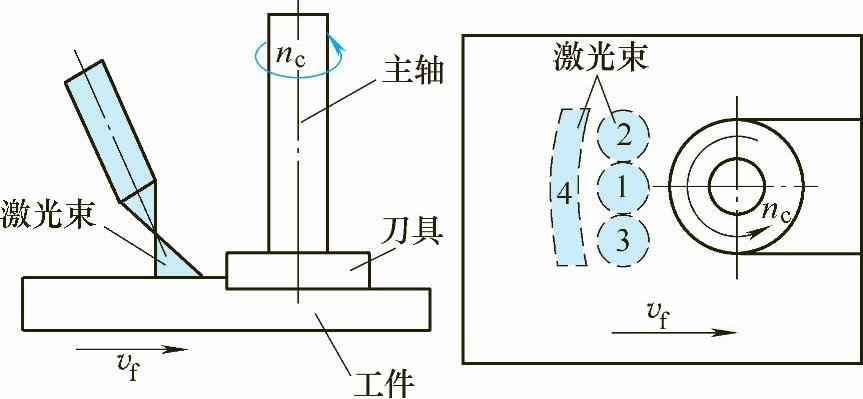
图2-177 激光加热铣削
1.激光铣削的特点
1)激光加热速度快,加热时间在10-6s即可使材料表层温度达到相变温度以上,陶瓷材料热导率很低,热量不会很快散去。激光束平直集中,光束散发角极小,最小只有0.1~1.0mrad,加热深度达到0.1~1.0mm,最小的加热深度可控制在10~50μm以内。
2)快速加热可使Al2O3陶瓷材料中的玻璃相加热到850℃以上,产生相变,玻璃相产生流动,促使陶瓷材料发生塑性变形。对于Si3N4陶瓷,温度高于1150℃,Al2O3+2SiO2陶瓷加热至1000℃以上时,均会使材料变软产生塑性变形。
2.铣削方法(https://www.xing528.com)
1)机床应采用高刚性、高精度铣床,减少切削时的振动。刀具选用硬度高、耐高温的立方氮化硼PCBN刀具。
2)使用多通道的激光束,集中在切削区将待加工的部位加热到相变温度,使陶瓷材料变软后进行切削,实现脆塑转变,使切屑由破碎形(图2-178)变成半连续形和连续形(图2-179),这样可提高加工表面质量和刀具使用寿命,并提高切削加工效率。

图2-178 崩碎屑
图2-179 连续的薄片屑
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。