



一、零件加工特点(图2-127)
1)零件材料为铸铝合金ZL424,外形尺寸266mm×266mm×32mm,壁薄、肋薄,型腔面积大。零件加工尺寸精度要求不高,但两安装平面与基准面的平行度为0.012mm,两安装平面间的平行度为0.012mm。
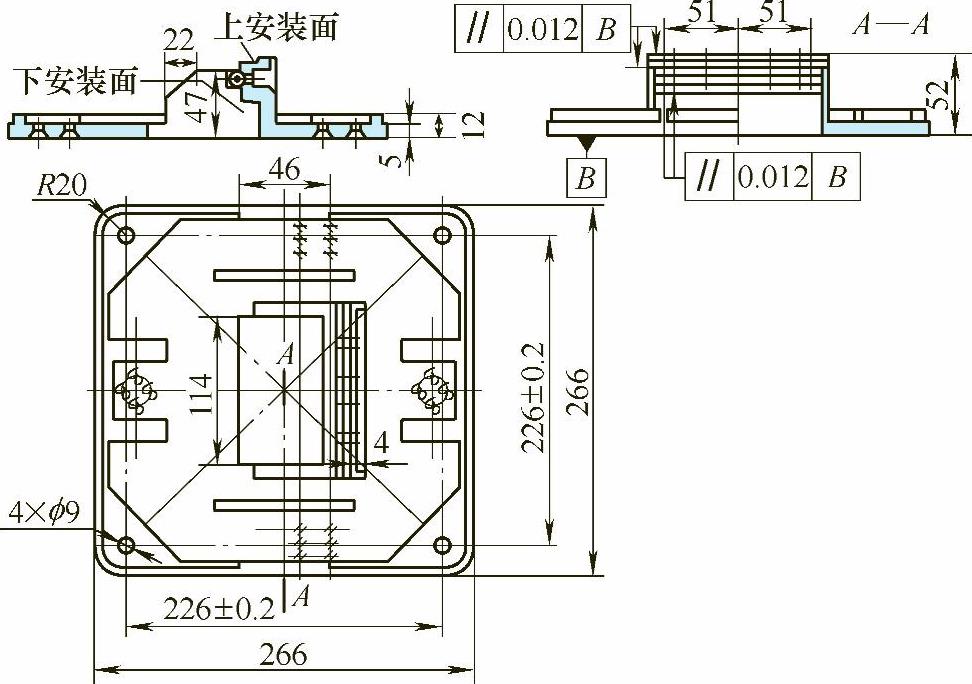
图2-127 铝合金零件图
2)铸件加工余量大,特别是型腔部分加工余量大,加工过程中容易产生应力而引起变形;同时又是薄壁加上型腔结构,更容易产生变形。这两个方面都直接影响尺寸精度和位置精度。
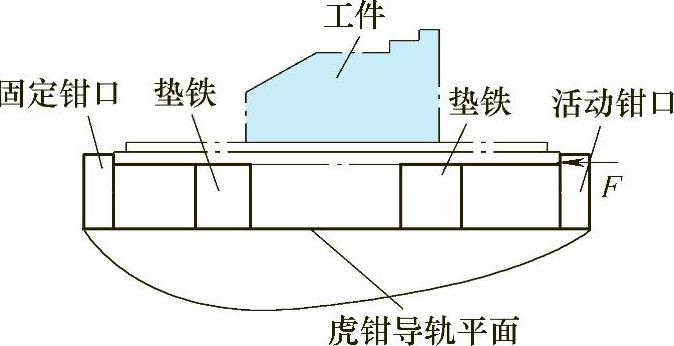
图2-128 用机用虎钳装夹零件
二、原加工工艺方案
(1)加工程序 铸造→钳工(去冒口、飞边、毛刺)→人工失效(除应力)→半精铣B、C两面基准面→半精铣型腔及上下面(留精铣余量,单面1mm)→二次人工失效(除加工时产生的应力)→稳定化冷热循环处理(进一步除应力)→精铣B、C基准面→精铣型腔及上下安装面→检验→表面阳极化。
(2)装夹方法与产生变形原因 用机用虎钳夹零件266mm的两侧铣B面(图2-128),再以B为定位基准夹持266mm两侧铣C面,半精铣和精铣都采用机用虎钳夹持。铣上安装面时,以B面为基准,用压板压在C面上的四个角R20mm处(图2-129)。由于零件壁薄强度和刚性不好,用钳口夹紧两侧面粗铣后B、C面变形量达到0.25~0.5mm,半精铣后的变形量达到0.1~0.2mm。精铣以B面为基准,压在C面上的四个角处,由于半精铣仍产生较大的平面度(0.1~0.2mm),即使采用大平面作定位支承面,压紧力垂直定位面,也无法消除半精铣时产生的变形。
三、防变形的方法
1)将四角R20mm中心上的4×ϕ9mm安装孔先做成4×M8螺孔,将零件安装在夹具上,用4个M8螺钉将零件安装在夹具上,如图2-130所示。(https://www.xing528.com)
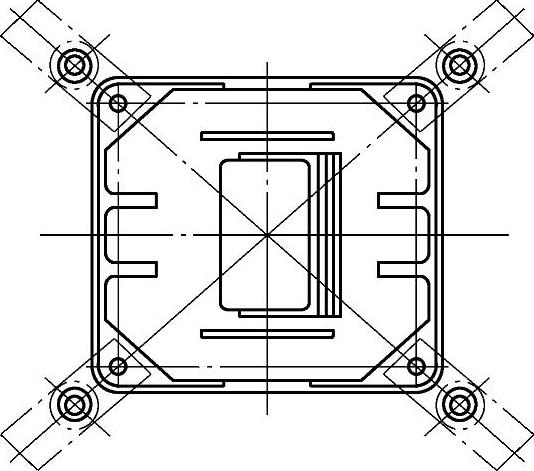
图2-129 用压板压在四角处
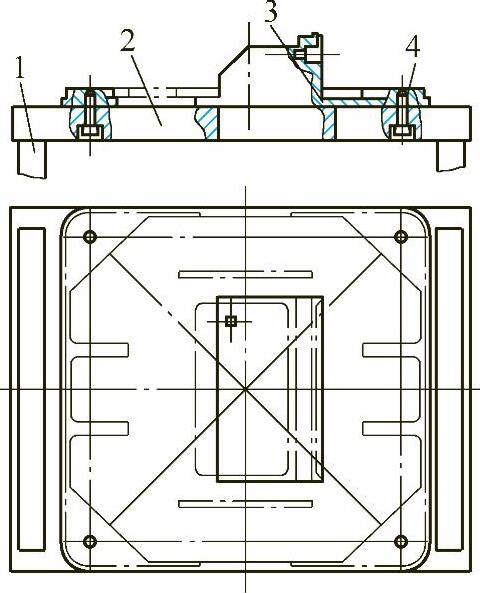
图2-130 采用夹具装夹
1—支板 2—夹具 3—零件 4—M8螺钉
2)以大平面B为初始定位基准,粗铣C面,再以C面为定位基准粗铣B面,给半精铣和精铣留0.8~1.0mm加工余量。
3)人工失效除应力。
4)以B面为定位基准,将零件装到夹具上,用塞尺检查B面与夹具定位面的间隙,用纸片垫实,然后用M8螺钉拧紧(轻压)。采用ϕ20mm高速铝合金精铣刀,每次背吃刀量ap≤0.15mm,采用环切法半精铣C面;再以C面定位,半精铣B面,给精铣留0.4~0.5mm的精加工余量。
5)用高低温稳定化处理,进一步除应力。
6)以B面基准,精铣C面,以C面为基准,精铣B面及其余各面。经过改进装夹方法和采用合理的加工工艺,达到了设计图样要求精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。