



1.不锈钢长条弧形件特点
不锈钢长条弧形件(图2-59)材料为1Cr18Ni9Ti,是将外径ϕ101.6mm、内径ϕ82.5mm、长度760mm的毛坯圆筒(图2-60)进行切削,再经过加工而形成的。
2.加工工艺
1)机床采用济南第一机床厂生产的Jlv40MA数控铣床,用分度头夹紧一端,另一端用顶尖顶固定。
2)在筒外圆上划中心线,长条弧形件宽度留加工余量,宽度为2.3mm+56.437mm+2.3mm=60.7mm,将每个条右端的ϕ11mm中心位置划出。
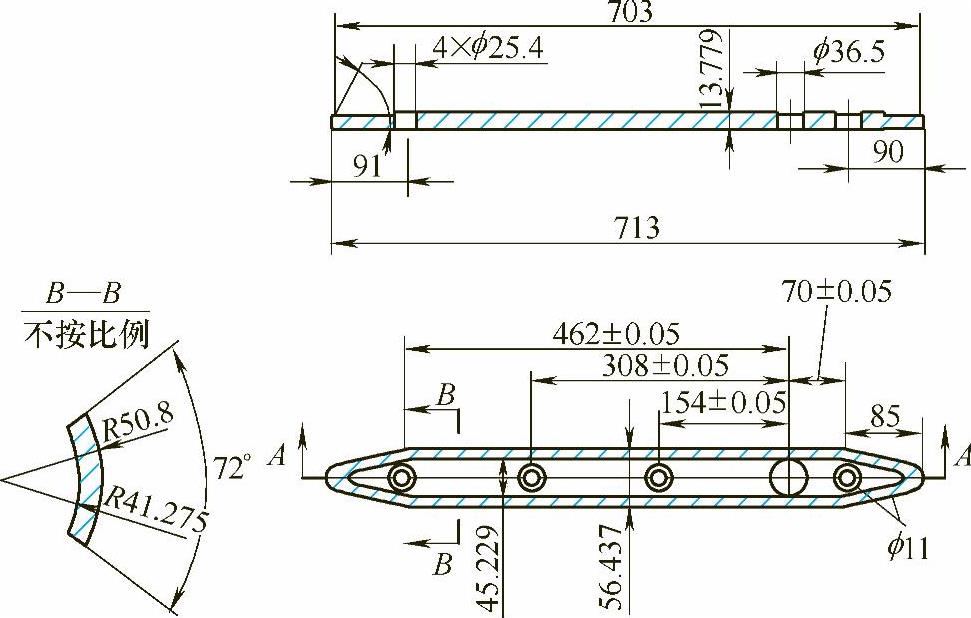
图2-59 弧形件零件图
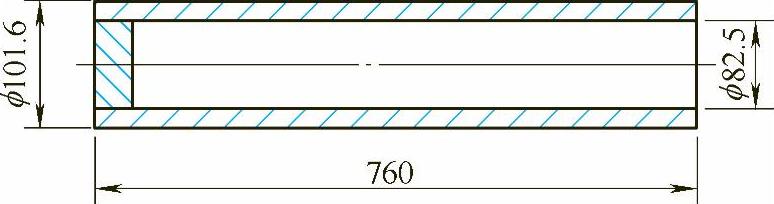
图2-60 圆筒毛坯图
3)钻孔4×ϕ25.4mm,转分度头72°,再钻孔4×ϕ25.4mm,共5组(5个弧形形条上的孔),分4次钻完。
4)钻孔ϕ36.5mm,转分度头72°四次,5个弧形条上的ϕ36.5mm全钻出。
5)将分度头转36°,用材料为W18Cr4V的ϕ120mm×4齿锯片铣刀将筒切断,槽长比工件两端各加长15mm,转分度头72°分度四次,切出5个条形件。
6)用线切割在筒的两端将工件的长度切出713mm的5个独立件,再用线切割将外形余量切出。(https://www.xing528.com)
7)采用图2-61所示的工装,将工件安装在工装上,用ϕ25.4mm和ϕ11mm孔定位,采用UG软件进行造型编程,将两端的锥度斜面加工出来,最终零件图如图2-62所示。
图2-61 铣斜面工装

图2-62 最终零件图
3.加工工艺关键点
(1)分度头的找正 使用一个ϕ50mm×750mm的心轴找正分度头,用指示表找正心轴上素线和侧素线,全长误差小于0.03mm。
(2)钻孔 钻头材料:W18Cr4V,钻ϕ25.4mm孔时转速n=250r/min,钻ϕ36.5mm孔时转速n=150r/min,加乳化液冷却。由于毛料筒较薄,钻头顶角要采用大顶锥角150°,可防止折断钻头。不锈钢塑性大,不易切屑折断,所以将两顶刃磨出分屑槽进行断屑。选择钻头后角αo=5°,过大后角容易产生振动、扎刀或折断钻头;不锈钢强度高,所以横刃要短,取L=3mm,可减小切削力。
(3)切槽 不锈钢强度高,塑性大,一定要使切削刃锋利,所以锯片铣刀选择较大前角γo=15°,为减轻后面的磨损,后角也应较大,αo=8°~10°,选用少齿z=12,加大容屑槽。不锈钢切削温度高,切槽时应加乳化液充分冷却。锯片铣刀转速n=70r/min,由于不锈钢受力产生硬化,所以进给量不宜过小,选择每齿进给量fz=0.12~0.15mm/z。
(4)加工两端的锥度斜面
1)经线切割出来的长条弧形件,装到铣斜面工装上,使用光电寻边器找正ϕ25.4mm孔的中心,作为工件的坐标中心。
2)用ϕ10mmR2两齿立铣刀,材料为YM10,铣刀转速n=2500r/min,每齿进给量fz=0.12mm/z,加乳化液冷却。运用UG软件经编程铣出两端的锥度斜面,步距小于5mm,背吃刀量为1mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。