



1.工件结构
工件材料为303不锈钢,主要铣两处半圆槽(6.35±0.03)mm,对C平面的平行度在0.03mm以内,(28.45±0.025)mm,对称度为0.03mm,表面粗糙度值为Ra1.6μm(图2-55)。
2.工装夹具
精车ϕ37.59mm、ϕ33.2mm,将ϕ(25.4±0.3)mm车成ϕ(25.4+0.01)mm。为防止铣削时ϕ37.59mm、ϕ33.2mm、25.4mm产生变形,使用定位轴上的ϕ15.88+0.015-0.005mm和ϕ(25.4±0.3)mm定心,为了提高装到分度头中的定位精度,定位轴的尾部做成Morse No.4锥体,插在分度头主轴孔中,如图2-56所示。
3.工艺性分析
加工精度高,尺寸公差和几何公差不易保证。该零件关键要保证槽(6.35±0.03)mm,对称度0.03mm,与C面平行度0.03mm和扁(28.45±0.025)mm,对称度要求高因此选用高精度分度头,确保对称度和平行度要求。该零件结构属于薄壁件,易变形,粗车内外圆留3~4mm,将扁28.45mm粗铣成30.5mm,宽度10mm后,再进行人工失效除内应力(图2-57)。
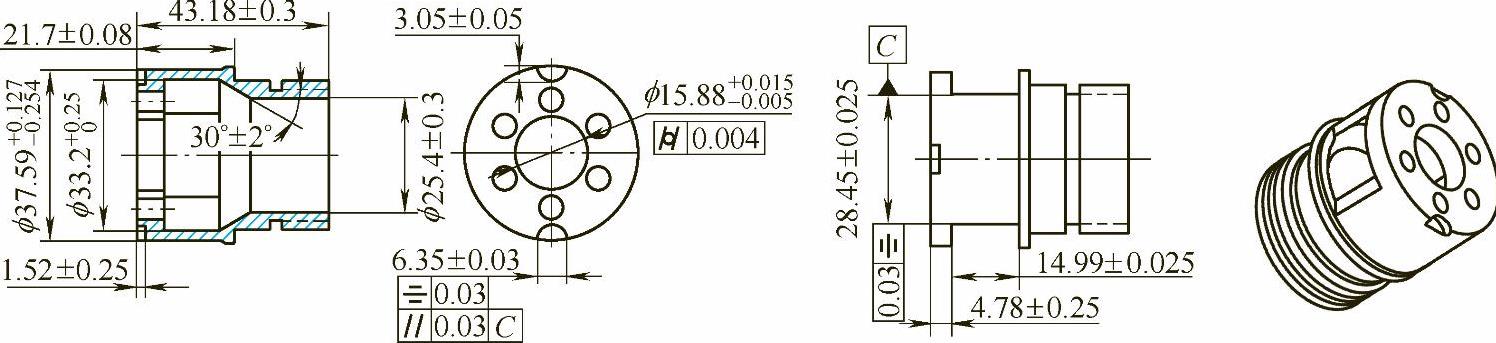
图2-55 固定器零件图
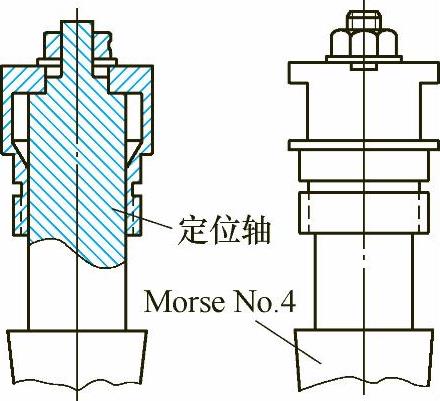
图2-56 定位心轴
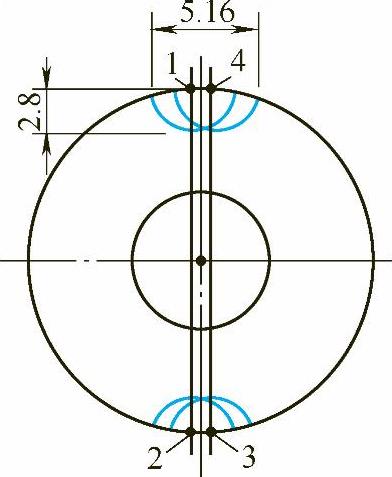
图2-57 铣(6.35±0.03)mm槽(https://www.xing528.com)
4.铣刀
铣半圆槽使用整体硬质合金立铣刀(YW2)ϕ5mm×2齿(粗铣),ϕ6.350-0.015mm×2齿(精铣),螺旋角β=25°。铣扁28.45mm使用硬质合金(YW2)T形槽铣刀ϕ28mm×8齿。
5.铣削用量
粗铣切削速度vc=50m/min,每齿进给量fz=0.15mm/z,精铣切削速度vc=100m/min,每齿进给量fz=0.05mm/z。
6.铣削方法
(1)找正定位轴 将定位轴插到分度头主轴孔中,分度头主轴扳成垂直90°,用指示表找正定位轴的外圆,使分度头主轴成准确的90°位置,检查确保高度大于60mm,再将指示表压在ϕ25.400-0.005mm上,转动分度头检查定位轴的圆跳动(上下两个点),跳动量小于0.01mm,然后装上工件。
(2)粗铣6.35槽 用ϕ5mm立铣刀用透光法,在ϕ37.59mm外圆对刀,然后移动工作台2.5mm+(37.59/2)mm=21.29mm,这样理论上铣刀中心移到零件中心上。进刀吃刀量2.8mm,然后移动工作台铣刀在下部2的位置,进刀吃刀量2.8mm,然后将分度头转180°,进刀吃刀量2.8mm,ϕ5mm铣刀到达3的位置,移动工作台到上部,进刀铣削达到4的位置。
(3)测量槽宽的实际宽度 如槽宽b=5.12mm,说明铣刀中心偏0.06mm,将铣刀中心向右移动工作台0.06mm,铣刀中心与零件中心重合。换上ϕ6.35mm铣刀精铣上下两个槽(6.35±0.03)mm,使深度达到(3.05±0.05)mm。
(4)保证平行度 先用T形槽铣刀ϕ28mm×8齿按ϕ37.59mm外圆对刀,先铣左侧槽,分2~3次精铣到理论深度4.57mm,测量尺寸33.02mm,铣出槽左边尺寸(4.75±0.025)mm,再将槽(14.99±0.025)mm铣出。铣右侧槽使之达到扁厚度(28.45±0.025)mm和槽宽度(14.99±0.025)mm。这样一次定位就将槽(6.35±0.03)mm和扁(28.45±0.025)mm铣出,保证了槽(6.35±0.03)mm对C面的平行度0.03mm(图2-58)。
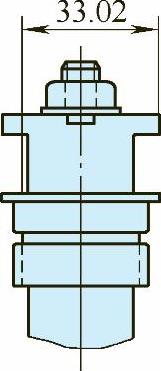
图2-58 铣扁(28.45±0.025)mm
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。