



沈阳铁路局薛家配件厂在铣削ZGMn13高锰钢辙叉件时,采用可转位圆刀片面铣刀铣削(图2-48),收到很好的加工效果。
1.工件
长度4~6m,厚度180mm,宽度500mm。
2.铣刀
可转位圆刀片面铣刀
刀片材料:YS25、YG767、YG798
刀具直径:D=160mm
齿数:z=10
圆刀片直径ϕ16mm
侧前角:γf=-5°
刃倾角:λs=-7°
3.圆刀片面铣刀的特点
1)YS25圆刀片边缘不易剥落,具有很好的强度、耐磨性和导热性。
2)使用圆刀片,主偏角随背吃刀量的变化而变化。如背吃刀量ap=4mm时,主偏角为κr=30°,当背吃刀量ap=2mm时,主偏角为κr=20°42′,当ap=1mm时,κr=14°28′。(https://www.xing528.com)
在相同的吃刀量下,圆刀片比直刀片的接触长度增加约40%,可使切屑变薄,切屑散热变好,降低刀具的热量,提高刀具的寿命。
3)参加切削的切削刃变长,切削刃单位长度上的切削力减小。如使用主偏角κr=75°时,切削力(图2-49)分配为:纵向铣削力FH=(0.3~0.4)Fc、横向铣削力FV=(0.85~0.95)Fc、轴向铣削力FO=(0.45~0.53)Fc。
使用圆刀片时,铣削力的分配为:纵向铣削力FH=(0.33~0.37)Fc、横向铣削力FV=(0.45~0.53)Fc、轴向铣削力FO=(0.78~0.84)Fc。
图2-48 可转位圆刀片面铣刀
由此可见:使用圆刀片时横向铣削力由FV=(0.85~0.95)Fc,降到FO=(0.45~0.53)Fc,有较大下降,这有利于降低切削功率,减轻刀具切入时的冲击,减轻刀具的磨损和切削刃产生崩刃的程度,使刀具的寿命有较大的提高。
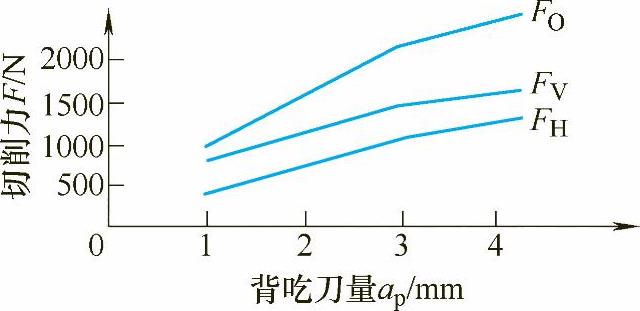
图2-49 背吃刀量与切削力的关系
4)铣刀齿数选择稀齿,由于高锰钢切屑不易卷曲,不易折断,切屑占据的空间大,采用刀齿少,容屑槽空间大,有利于排屑,减小切削阻力。
5)刀片利用率高,用钝了可以转3次以上,提高了刀具的使用寿命,降低刀具的成本。
4.切削用量
切削速度vc=60~80m/min,铣刀转速n=140r/min,由于硬化比较严重,选择较大的每齿进给量fz=0.12mm/z和背吃刀量ap=3~4mm,乳化液冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。