



图2-35为电视揺控器注射模,材料为738模具钢,硬度38HRC,在德国HERMLEC1200U机床上加工,加工工序详见表2-6。

图2-35 电视揺控器注射模
表2-6 高速铣削加工工序

1.粗铣
采用C3N4涂层的硬质合金铣刀ϕ16mmR0.8,铣刀转速n=12000r/min,进给速度vf=3000mm/min。粗铣底面、侧面,型腔逐层切削,每层吃刀量0.5mm,采用螺旋式下刀,粗铣后图形如图2-35a所示。
2.半精铣
半精铣型腔使用ϕ4mm铣刀,铣刀转速n=14000r/min,进给速度vf=2000mm/min,每层吃刀量0.5mm,半精铣后图形如图2-35b所示。
3.精铣(https://www.xing528.com)
1)用铣刀ϕ20mmR0.8精铣底面、侧面,铣刀转速n=12000r/min,进给速度vf=2000mm/min,吃刀量为0.1mm,精铣后的图形如图2-35所示。
2)用R2mm铣刀精铣曲面部分,铣刀转速n=16000r/min,进给速度vf=1500mm/min,每层吃刀量为0.05mm。用ϕ1mm平底铣刀对凸台进行清角,铣刀转速n=16000r/min,进给速度vf=2000mm/min,吃刀量为0.05mm;清角后再用ϕ1mm平底铣刀对凸台精铣,铣刀转速n=20000r/min,进给速度vf=1000mm/min,吃刀量为0.03mm。采用三维螺旋进刀方式,逐层向下铣削,如图2-36所示。
3)用ϕ1mm平底铣刀铣沟槽,铣刀转速n=16000r/min,进给速度vf=1000mm/min。吃刀量为0.03mm,采用往复式走刀方式,每切一层不抬刀,直铣到全深为止,如图2-37所示。
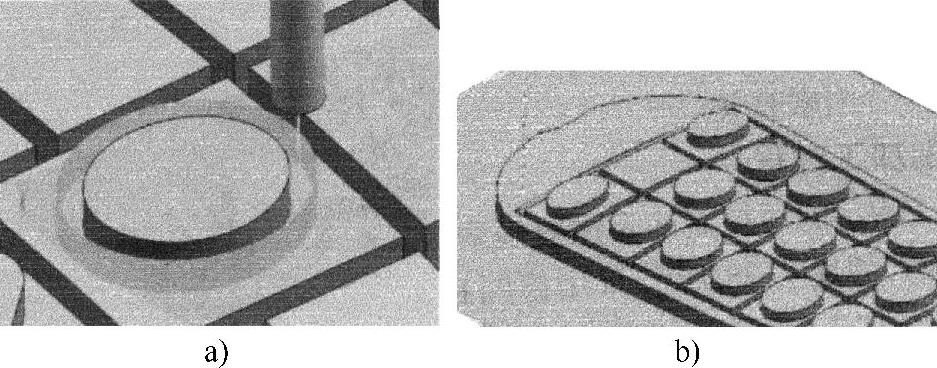
图2-36 三维螺旋进刀
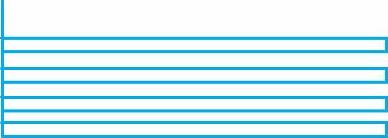
图2-37 铣沟槽采用往复式进行方式
过去老工艺采用电火花加工一件需13h,加工精度尺寸0.02mm,表面粗糙度值Ra6.3μm,并消耗铜电极。改为高速铣削后,加工一件仅用4h,提高效率3倍,精度达到0.005mm,表面粗糙度值达到Ra0.4μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。