



首都航天机械公司对三种模具钢30CrMnSiA/36HRC、30CrMnSiA/44HRC、45钢/45HRC,进行铣削加工试验研究,对铣刀和铣削参数进行的优化结果如下。
使用整体硬质合金TiAlN涂层的ϕ12mm×4齿(平底)立铣刀,螺旋角β=45°,油雾冷却,压力0.6MPa,流量120L/min。
1.铣削30CrMnSiA/44HRC
铣刀角度:前角γo=-5°,后角αo=6°,螺旋角β=45°。
铣削用量:切削速度vc=300m/min、铣刀转速n=7900r/min,每齿进给量fz=0.08mm/z、进给速度vf=1250mm/min,背吃刀量ap=4mm、侧吃刀量ae=0.4mm。
铣刀在初始阶段磨损后缓慢上升,铣削40m(约15min)后,磨损只有0.07mm;切削速度提高到400m/min后,磨损量缓慢上升;加工长度达到60m时,磨损量只有0.08mm,如图2-32所示。
2.铣削30CrMnSiA/36HRC
铣刀角度:前角γo=8°,后角αo=6°,螺旋角β=45°。
铣削用量:切削速度vc=300m/min、铣刀转速n=7900r/min,每齿进给量fz=0.08mm/z、进给速度vf=1250mm/min,侧吃刀量ae=0.4mm,背吃刀量ap=4mm。
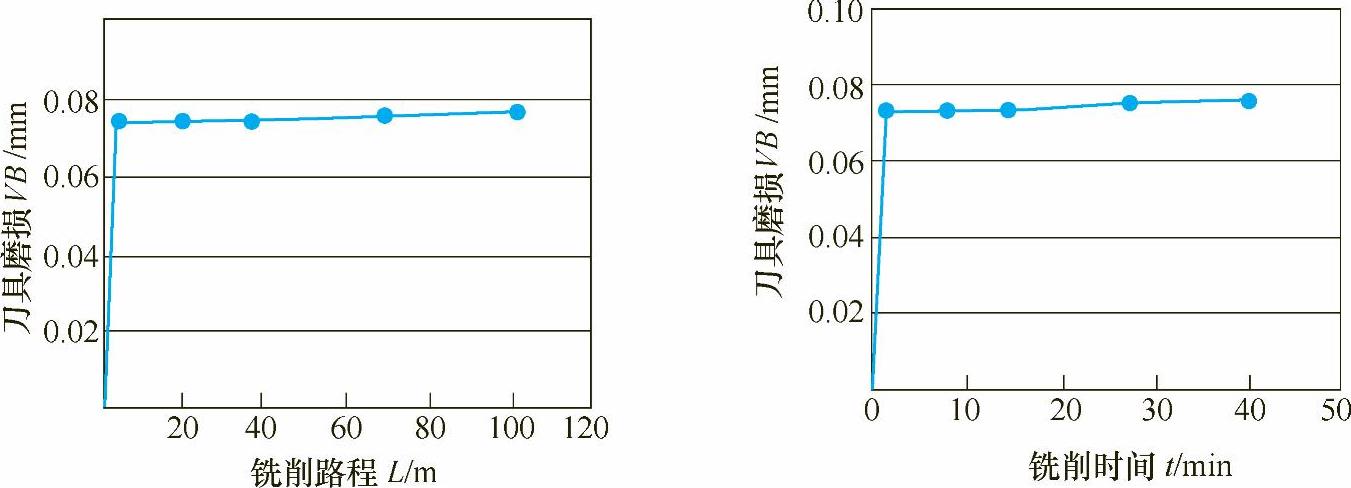
图2-32 铣刀磨损曲线(https://www.xing528.com)
初始阶段磨损很快达到0.05mm,但之后刀具的磨损十分缓慢地进入正常稳定的磨损阶段,加工长度达到近50m,后面的磨损量增加只有0.01mm,如图2-33所示,可见,采用的刀具几何角度和切削参数是合理的。
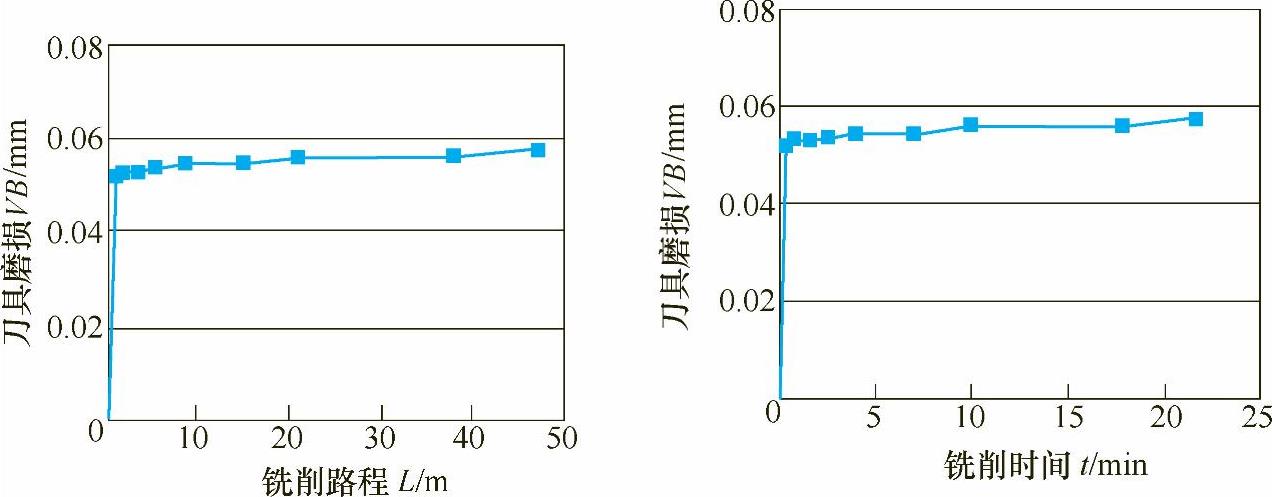
图2-33 铣刀磨损曲线
3.铣削45钢/45HRC
铣刀角度:前角γo=-3°、后角αo=6°,螺旋角β=45°。
铣削用量:切削速度vc=300m/min、铣刀转速n=7900r/min,每齿进给量fz=0.08mm/z、进给速度vf=1250mm/min,侧吃刀量ae=0.4mm,背吃刀量ap=4mm。
刀具在刚开始阶段磨损速度很快达到0.06mm,之后磨损缓慢,铣削到30min后刀具的磨损也只增加了0.02mm。加工80m刀具的磨损量也未达到0.08mm,如图2-34所示,可见刀具几何角度和切削参数选择得比较合理。
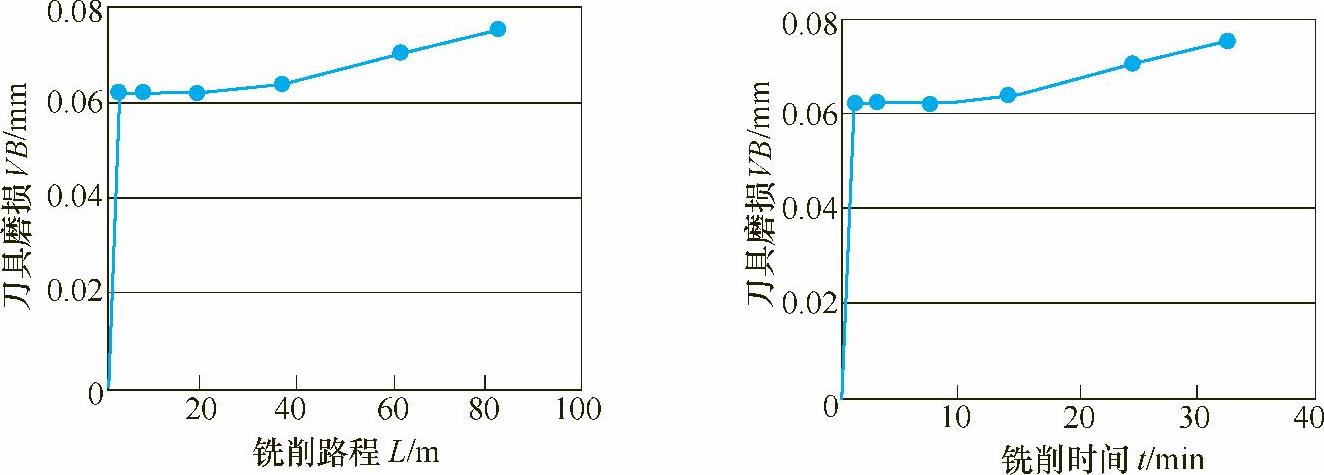
图2-34 铣刀磨损曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。