



采用石墨材料制作电火花加工中的电极,许多是用来加工模具中窄槽,这样要求石墨电极必须很薄,有的壁厚只有0.1~1.0mm,长度达到100mm左右。而石墨强度低,硬度较高,脆性大,加工时最容易产生边角崩碎、掉边,甚至折断。主要原因是铣削时刀齿对工件产生冲击,切削力波动大,壁薄刚性差产生振动或让刀产生欠切或过切,如图2-181所示。
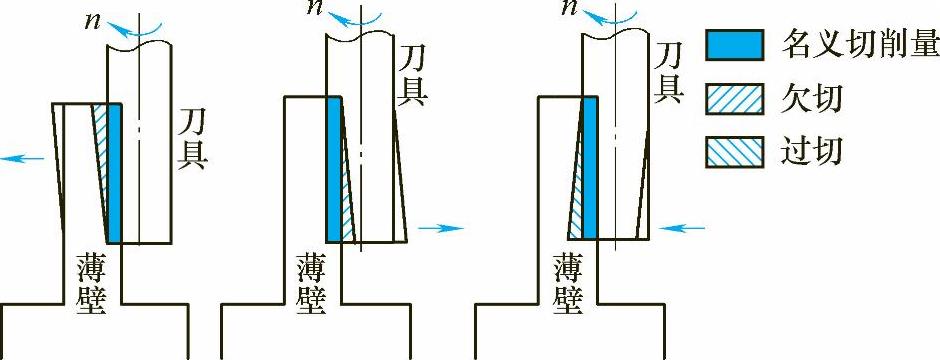
图2-181 铣削产生欠切和过切示意图
1.提高工件装夹刚性
石墨电极壁薄刚性差,为了减小切削时产生让刀、振动、回弹,最主要的措施是提高工件的加工刚性。
1)对于厚度与长度比小于1∶10的石墨电极,应采用“阶梯对称”铣削法,可以减少让刀、振动,减少崩碎或掉边现象。
2)对于厚度与长度比大于1∶10以上的石墨电极,应将工件水平装夹,并且下面用可调螺杆支撑,提高工件的刚性。可防止工件因让刀而产生的欠切,也可以防止因铣刀刚性差产生弹性变形和过切现象。同时应从端部侧面进刀,采用顺铣进给路径。若采用正面进刀逆式铣削,刀齿刚进入工件边缘时,会对工件产生冲击力,由于工件刚性不好产生波动,将会产生“扎刀”,轻者产生工件掉边,重者将会使工件折断。(https://www.xing528.com)
3)对于壁厚与长度比大于1∶20以上的石墨电极,采用夹与拉组合装夹法。将工件的长度加长10~15mm,在加长部分钻ϕ4mm孔,工件一端夹紧,另一端用拉杆拉紧,这样工件的刚性增强。如果壁厚与长度比在1∶50以上,在工件下面加多个支承,进一步提高工件的刚性。这种装夹方法可以采用较短的立铣刀,减小刀杆的变形量。
2.使用多齿、小直径、小螺旋角铣刀
尽量采用多齿铣刀,由于石墨脆性大,切下的切屑是细小的碎片和微细颗粒状(粒径为0.06~0.25mm),不需要较大容屑槽,排屑好,允许采用多齿铣刀;参加切削的刀齿多,可使切削比较均匀、平稳,减少对工件的冲击。铣刀直径小,小直径加上高转速,切削力小,铣刀受到的转矩小,减小铣刀的变形;切削力小,对工件的冲击力小;小螺旋角可使向上的进给力小,减小切削时的振动。三者组合可减少石墨崩碎或掉边。
3.干铣
铣削石墨应采用干铣,如有切削液渗入会影响石墨的纯度,降低石墨电极的放电性能。高速铣削时,石墨的碎屑会飞扬,对人、机床和环境造成污染,应采用真空吸附装置将粉尘吸到容器中,可经过滤再利用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。