



【摘要】:图2-2 变速箱体零件图图2-3 方肩面铣刀2)方肩面铣刀切削速度vc=300m/min,背吃刀量ap=1.5mm,每齿进给量fz=0.10mm/z,进给速度vf=1200mm/min。3)原工艺从C处进刀,由于箱体较高,刚性不好,铣削容易产生振动。图2-4 进给路线图图2-5 直线切入与圆弧切入
1.变速箱体特点
箱体材料HT200,硬度200HBW,加工表面粗糙度值Ra3.2μm,边部宽度25mm,厚度较薄,只有10mm,背部没有加强肋,属于薄壁件(图2-2)。
2.加工工艺
1)使用机床为OKUMA MA-600HB加工中心,使用刀具为Sandvik方肩面铣刀(图2-3)。铣刀直径Dc=32mm,四个刀片,刀片材料为涂层硬质合金,主偏角κr=90°,减小进给力。
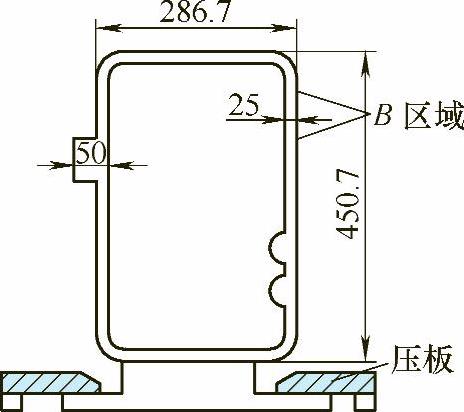
图2-2 变速箱体零件图
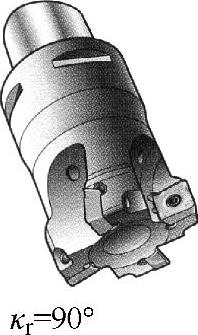
图2-3 方肩面铣刀(https://www.xing528.com)
2)方肩面铣刀切削速度vc=300m/min,背吃刀量ap=1.5mm,每齿进给量fz=0.10mm/z,进给速度vf=1200mm/min。
3)原工艺从C处进刀,由于箱体较高,刚性不好,铣削容易产生振动。把进刀点改为从D处进刀(图2-4),减小了切削的振动。
4)将直线切入改为圆弧切入(图2-5)。直线切入时,当切削刃在离开工件前,切屑厚度较大,而在切离的瞬间,切削力突然由最大变成零,每次切入切出时,刀具都会受到切削力突变的冲击,切削刃容易产生破损性磨损。改为圆弧切入方式,切入时比较平缓,切出时的吃刀量是逐渐减小为零,这样在切削刃切入与切出时减轻了冲击和振动,并且在转角处采用圆弧进给,使切削刃在切入与切出时都比较平稳。
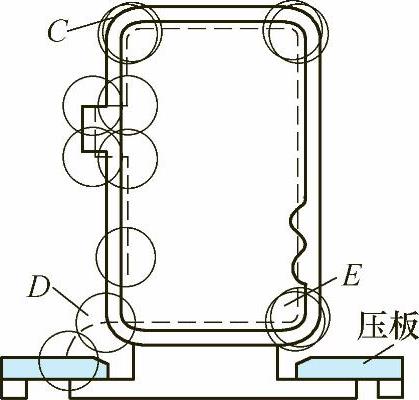
图2-4 进给路线图
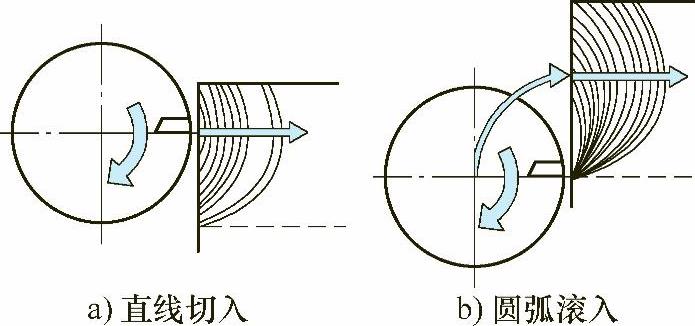
图2-5 直线切入与圆弧切入
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。