



溢流阀中的溢流壳是一种高集成度零件(图1-139),采用车铣复合加工工艺,可以将诸多工序集中在车铣加工中心加工,不但提高了生产效率,而且能保证尺寸公差和几何公差。
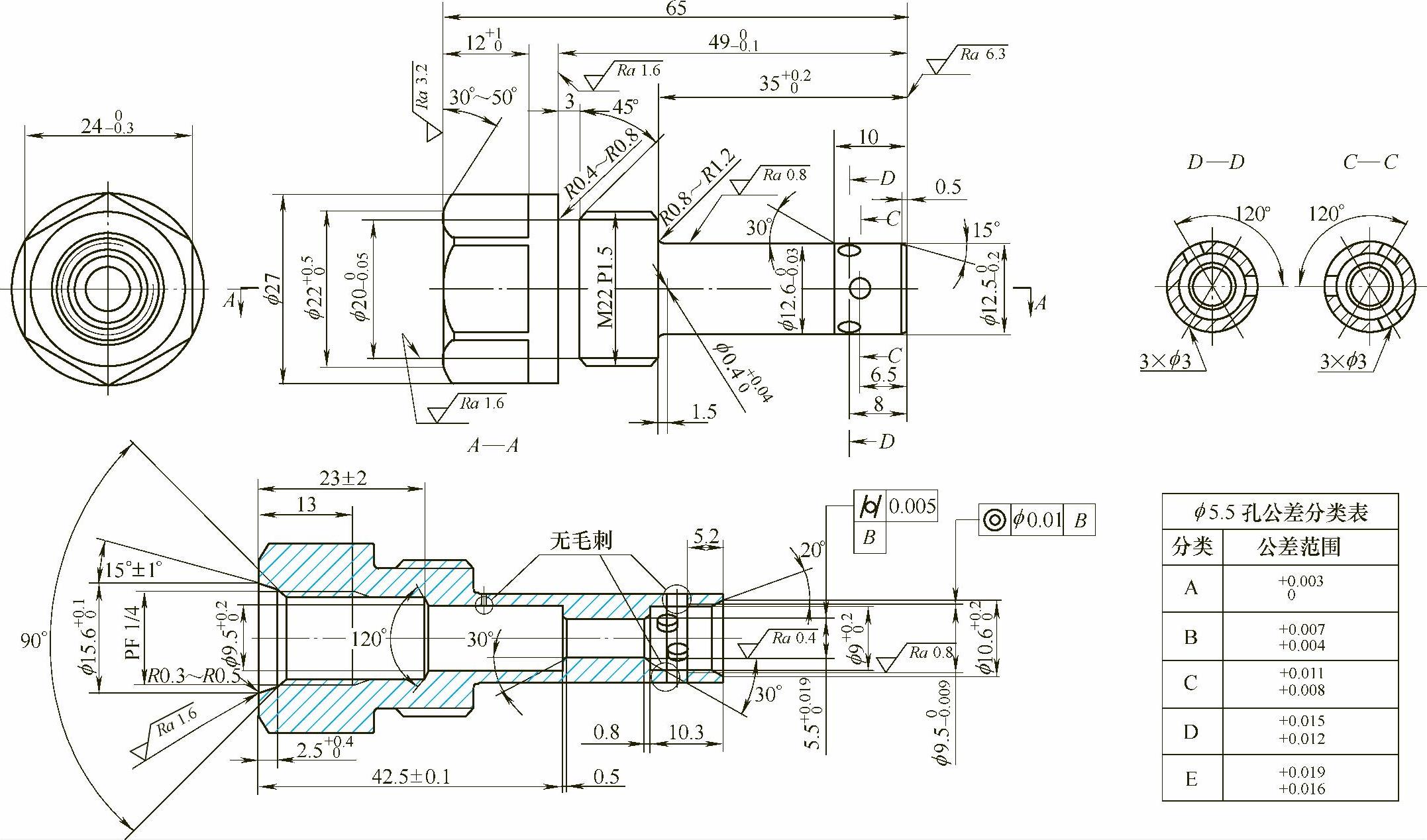
图1-139 溢流壳体零件图
1.车铣加工程序
1)机床选择BNC-42C5数控车铣复合机床,配有C轴功能,配置FANUC Series 0i-T高性能数控系统。
2)加工工艺路线
①使用弹簧夹头夹持ϕ28mm棒料,伸出70mm,粗加工外圆→钻右端中心孔→钻ϕ5.5孔→粗铣ϕ9孔→精镗ϕ9.50-0.009mm孔→精加工外圆→钻2组3×ϕ3mm径向孔→切下工件。
②夹ϕ27mm外圆→钻ϕ9.5+0.20mm孔及倒角120°→攻螺纹PF1/4→去毛刺。(https://www.xing528.com)
③使用软爪卡盘装夹ϕ27mm→精镗ϕ5.5mm孔→ϕ9.5mm孔→M22×1.5螺纹→去毛刺。
④用全自动铣六角机床铣个六角→去毛刺→磨ϕ5.5+0.0090mm孔→检测→清洗、防锈。
2.关键工序工艺分析
1)加工外圆 工件外圆加工采用自动送料,液压夹紧;使用京瓷NS530车刀,切削速度vc=130m/min,粗车背吃刀量2mm,轴向和径向留加工余量0.2mm、0.5mm,进给量0.2mm/r,精车进给量0.05mm/r。
2)粗加工5.5+0.0190mm孔 先用中心钻钻中心孔,钻出ϕ5mm孔,钻头转速n=1273r/min,进给速度0.08mm/r。
3)钻径向孔2组3×ϕ3mm孔 先用ϕ2mm中心钻定心孔,再用ϕ3mm钻头钻,夹角120°。
4)镗ϕ5.5+0.0190mm孔和ϕ9.50-0.009mm孔 为保证两孔同轴度,采用一次装夹、京瓷PR930刀、WBGT080204L-F刀片,先精镗ϕ5.5+0.0190mm孔,再精镗ϕ9.50-0.009mm孔,保证两孔的同轴度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。