



【摘要】:铣削15个槽,只有一个切削刃有微小的崩刃,其余地方无明显磨损。图1-111 摆线铣槽走刀轨迹而采用普通全宽铣削时,切削用量较小,切削速度vc=45m/min,转速n=2800r/min,每齿进给量fz=0.015mm/z,只铣一个槽,立铣刀已折断。由此可见,采用摆线铣削使用较高的切削速度和进给量,有效提高了铣削效率和刀具寿命。
加工工件:材料1Cr18Ni9Ti,槽宽6mm,深12mm,长50mm。
机床与刀具:DEEKEL MAHO DMU五轴加工中心,整体超细晶粒硬质合金立铣刀ϕ5mm×2齿,使用乳化液进行冷却。
切削用量:切削速度vc=60m/min,转速n=3800r/min
每齿进给量fz=0.025mm/z
铣刀公转直径Dvf=Dm-Dc=6mm-5mm=1mm
铣刀圆周进给速度vfm=fzznn=0.025mm/z×2×3800r/min=190mm/min
铣刀中心进给速度vf=Dvfvfm/Dm=1mm×190mm/min/6mm=31.6mm/min(https://www.xing528.com)
取vf=32mm/min
步距P=0.1Dc=0.6mm
输入参数:摆线宽度6mm,铣刀直径Dc=5mm,步距P=0.6mm。采用摆线铣削时(图1-111),槽宽6mm,使用的铣刀直径为5mm,这样铣削过程中容屑空间大,刀具排屑好,并可以储存较多的切削液,冷却效果好,刀具寿命长,切削力小,使切削平稳,铣出来的槽平直。铣削15个槽,只有一个切削刃有微小的崩刃,其余地方无明显磨损。
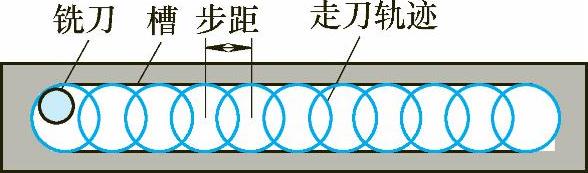
图1-111 摆线铣槽走刀轨迹
而采用普通全宽铣削时,切削用量较小,切削速度vc=45m/min,转速n=2800r/min,每齿进给量fz=0.015mm/z,只铣一个槽,立铣刀已折断。由此可见,采用摆线铣削使用较高的切削速度和进给量,有效提高了铣削效率和刀具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。