



1.铣浅平面的理论残留高度
铣浅平面即大曲率半径的曲面,球头铣刀切削刃上的各点切削轨迹是平面螺旋线,螺旋线各点的曲率半径不同,顶点处的轨迹是一条直线,如图1-55所示。铣削理论残留高度是切削刃扫描曲面与工件交界的最高点的高度RA,图1-56为两组相邻轨迹的等高线图(P=fz)。曲线以内为被切区,曲线以外为未切区,残留面积是四个扫描曲面未包含的部分。
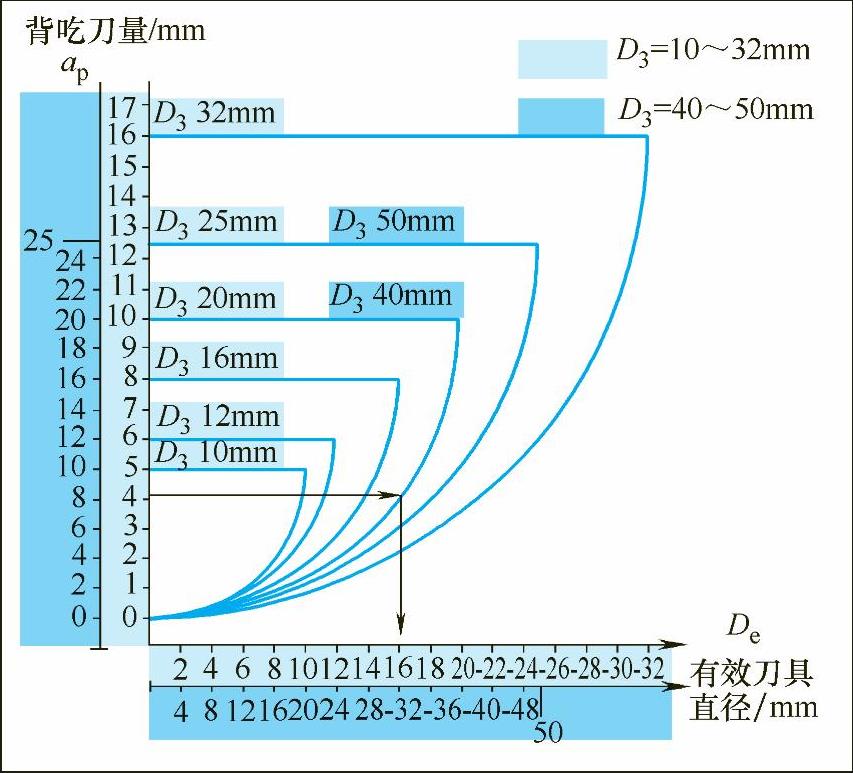
图1-53 球头铣刀有效直径选择曲线

图1-54 按有效直径和有效切削速度确定转速

图1-55 球头铣刀切削刃切削轨迹
依据图1-56所示的计算模型,理论残留高度为

2.铣斜面的理论残留高度
球头铣刀在斜面上做等高加工,如图1-57所示。铣斜面时球头铣刀做等高间距加工,相邻两刀间的残留高度为
O1O2=h/sinQ
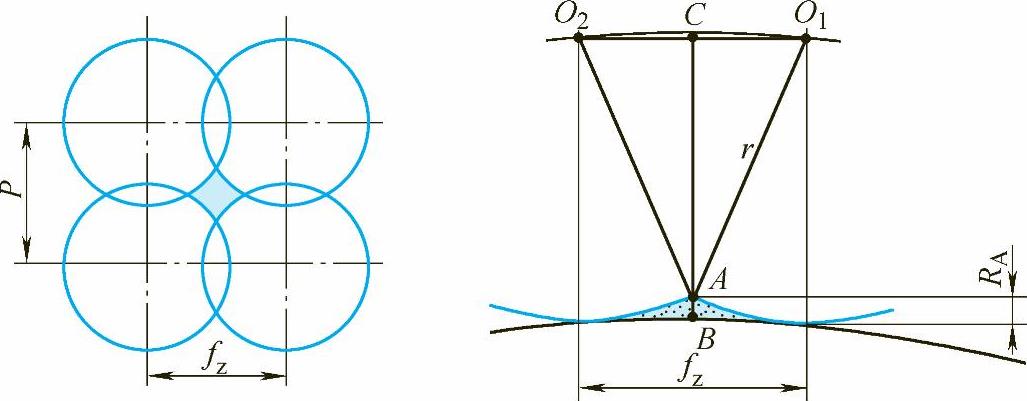
图1-56 铣浅平面的理论残留高度

理论残留高度 
3.铣球面的理论残留高度
球头铣刀在铣球面时,采用3D等步距加工方法,如图1-58所示。铣斜面时球头铣刀做等高间距加工,相邻两铣刀间的理论残留高度为
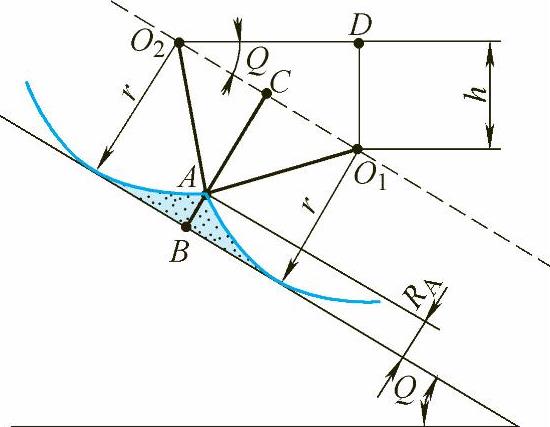
图1-57 铣斜面的理论残留高度
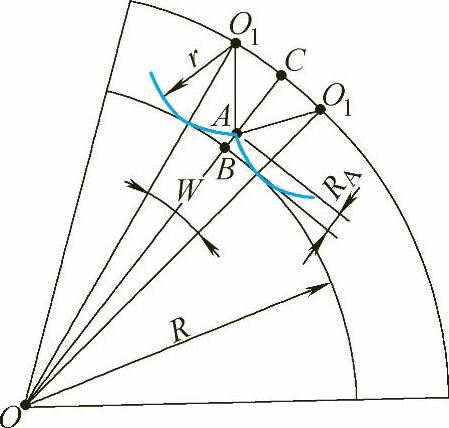
图1-58 铣球面的理论残留高度

理论残留高度
在实际生产中,根据图样要求的表面粗糙度,选择出球头铣刀圆弧半径,然后计算出选择多大的每齿进给量fz(步距P=fz),才能保证图样的要求。
例1-3 铣浅平面,加工表面粗糙度值Ra6.3μm,选用球头铣刀圆弧半径R=30mm,求进给量fz(步距P)。
 (https://www.xing528.com)
(https://www.xing528.com)
例1-4 铣斜面,斜面角度Q=30°,加工表面粗糙度值为Ra6.3μm,球头铣刀半径R=30mm,采用等高法铣削,应使用多大的每齿进给量fz(步距P)?

4.影响球头铣刀加工表面粗糙度的因素
(1)球头铣刀的圆弧半径 随着球头铣刀半径的增大,表面粗糙度值减小。由图1-59可知:当球头铣刀半径由5mm增大到25mm时,则残留高度由1.46μm减少到0.27μm,而增加球头铣刀半径是很容易实现的。
(2)步距P(侧吃刀量ae) 从图1-60可见:随着步距的增加,表面粗糙度值增大。当步距由0.1mm增大到0.25mm时,其残留高度由0.62μm增加到2.0μm,增加了三倍左右。
(3)进给量 进给量增加,表面粗糙度值增大。当进给量由0.1mm增大到0.2mm时,残留高度由1.0μm增加到1.6μm,如图1-61所示。由此可见:采用大圆弧球头铣刀、小进给量和小步距,可以减小表面粗糙度值,但过小的进给量和步距,会使加工效率降低。
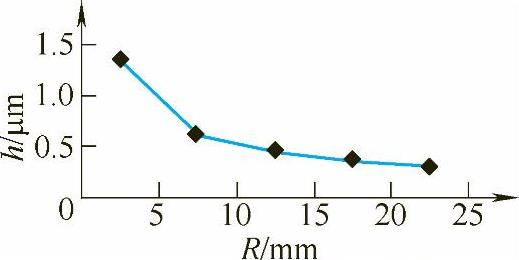
图1-59 球头铣刀半径对残留高度的影响
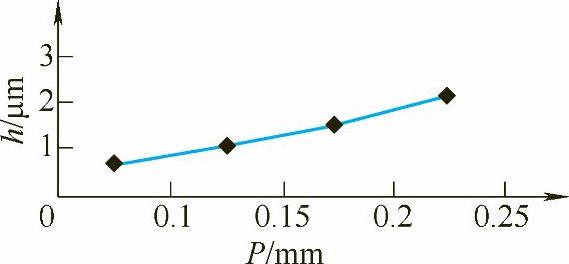
图1-60 步距对残留高度的影响
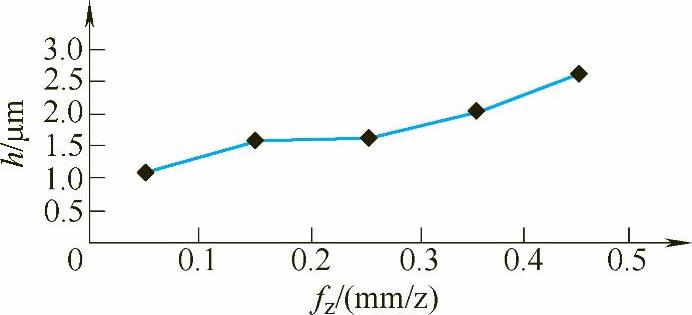
图1-61 进给量对残留高度的影响
粗铣时,通常采用较大的步距和较大的吃刀量,而采用较小的每齿进给量,这样加工出来的表面在进给方向具有较小的尖点高度,如图1-62a所示。在精铣时,采用大圆弧球头铣刀,每齿进给量与行距相等,得到对称均匀的纹理,表面粗糙度值小,可以获得较好的加工表面质量,如图1-62b所示。
(4)球头铣刀进给路径 对于复杂曲面的铣削,球头铣刀进给路径对表面粗糙度有较明显的影响。如图1-63所示的正弦曲面,有两种进给路径:
一种是刀具沿着正弦波方向进给,表面粗糙度模型应按平面残留高度
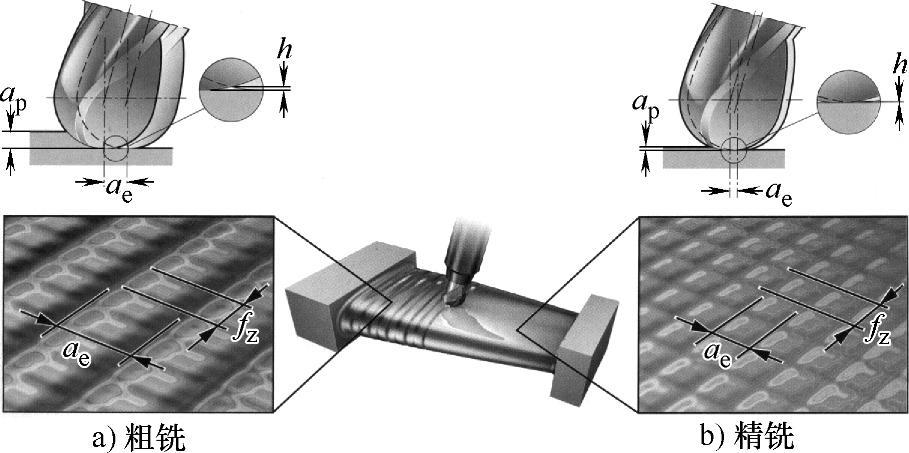
图1-62 粗铣与精铣切削用量的选择

另一种是刀具进给方向垂直正弦波方向,表面粗糙度模型应按曲面残留高度

式中 R——球头铣刀球面刃半径(mm);
ρ——曲面曲率半径(mm);
P——步距(mm)。
比较上面两式,在切削条件相同的情况下,刀具垂直正弦波方向进给加工的残留高度大于沿着正弦波方向进给加工的残留高度。因此,在高速精铣曲面时,球头铣刀的进给路径应沿着曲面曲率变化的方向,这样即可加工出表面粗糙度值小,表面质量好的曲面。
图1-63 正弦曲面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。