



1)使用锯片铣刀时,对于宽度大于3mm以上的锯片铣刀应采用左右交错齿,使切屑变窄,小于槽的宽度,改善容屑和排屑条件。刀齿分屑形式如图1-44所示。图1-44a适合切削平底槽。图1-44b、c、d三种适合切断。
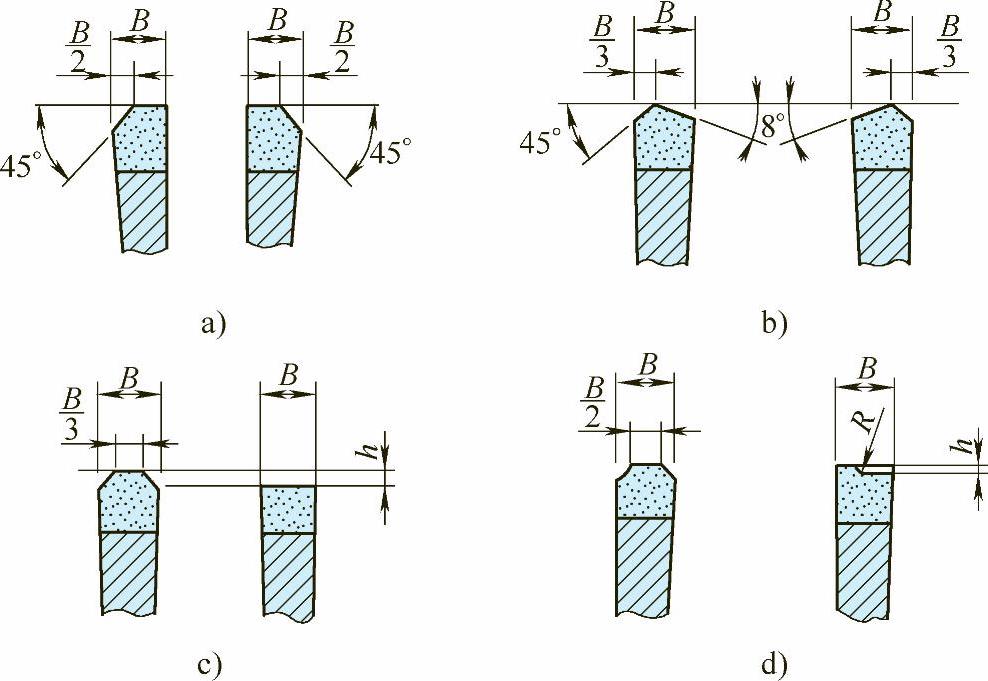
图1-44 锯片铣刀刀齿分屑形式
2)切断或切槽时出现振动较大,其中一个原因是锯片铣刀的后角大,从而引起振动。一般情况下后角αo=4°~5°。可用磨石在后面上磨出一个宽度为0.1~0.15mm的“预磨损带”,切削时起到支撑作用,会有效减轻振动。“预磨损带”表面粗糙度应在Ra0.8μm以下。
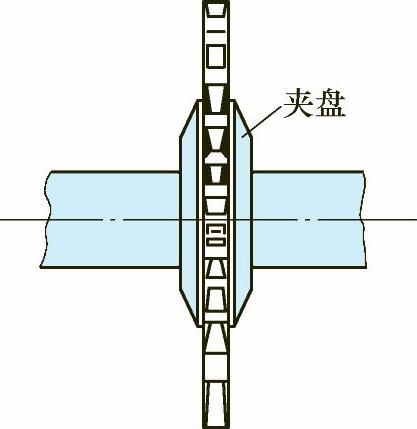
3)使用大直径锯片铣刀加工较浅的槽,为了增强刀体刚性,可用两个夹盘夹持刀体(图1-43)。刀杆上的刀垫要淬火,两平面一定要平行,刀垫内孔与刀杆之间要有0.5mm的间隙,防止孔与端面不垂直引起锯片偏摆,切削时产生振动。
4)锯片铣刀不宜采用密齿,铣削碳钢、合金钢、铸铁选用中等齿数,铣削铝合金、不锈钢等塑性较大的材料应选用稀齿,增大容屑空间,同时容屑槽应采用光滑的大圆弧,有利于排屑。
5)锯片铣刀或三面刃铣刀应尽量靠近主轴方向安装,切断时,工件夹持时应将切口靠近钳口或压板,增加工件的刚性,防止切断时产生振动。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-45 夹盘增加刚性
6)采用锯片铣刀能否顺利实现高速切断,关键是使用好锯片铣刀,由于刀体薄,刚性较差,加工条件不好,排屑比较困难,刀齿散热条件较差,若操作不当,很容易产生打刀,因此应采取一些必要的措施:
①刀具必须夹牢固,采用键与刀杆连接,防止切削时锯片铣刀与刀杆发生相对转动产生扎刀而造成打刀。
②要保持切削刃锋利,不要使用两侧刀尖磨损不均的锯片铣刀。
③刀杆应采用40Cr并经淬火,硬度为42~45HRC,刀杆装到机床上径向圆跳动应小于0.03mm。如果刀杆跳动过大,而且各刀齿吃刀量不均匀,会造成各刀齿磨损也不均匀,少数刀齿过早达到磨钝标准,使刀具整体寿命下降,切削时刀齿跳动大,容易引起切削振动。
④工作前应首先核准万能铣床回转工作台的“零位”,否则工作台若走斜线,与刀片旋转面不平行,可能会造成锯片刀体扭曲而打刀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。