



1.圆角路径铣圆角
(1)铣刀半径的选择 当铣刀半径等于加工圆角半径时,铣刀的切削圆弧包角达到140°,侧吃刀量ae达到铣刀直径的90%(图1-17a),背向力大,产生振动、扎刀,破坏圆角形状,使圆角半径加大;包角大,刀齿切削路径长,散热不好,切削刃磨损加快。
选择铣刀半径为加工圆弧半径的60%(例如加工圆弧为R10mm,选择铣刀半径为R6mm),这样切削圆弧包角降到100°(图1-17b),侧吃刀量降低为铣刀直径的55%,可以避免在圆角处产生扎刀,而且包角减小,刀具的散热条件得到改善,刀具寿命提高。
如果铣刀刚性允许,最好选用铣刀直径等于加工圆弧半径(图1-17c),这样加工出来的圆弧质量好,加工效率较高,刀具寿命也较高。
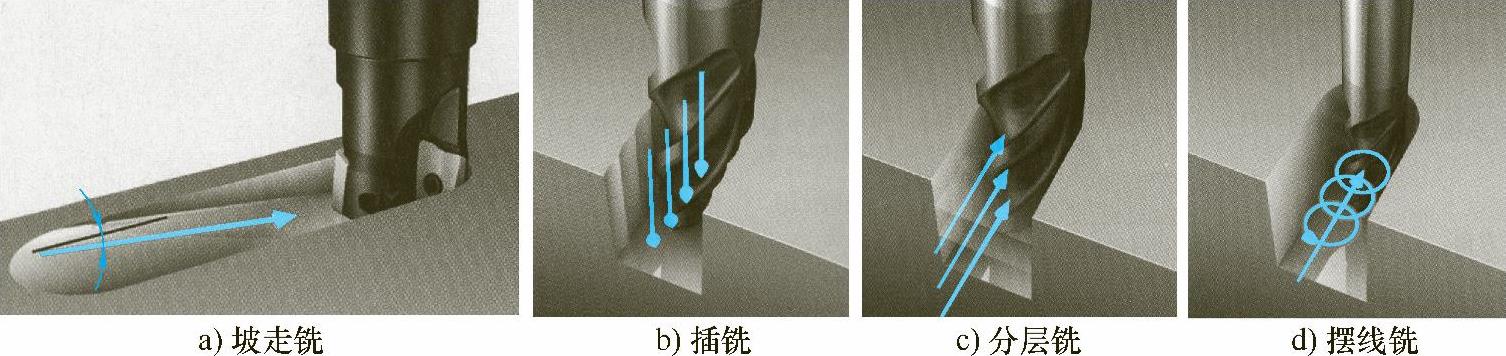
图1-16 铣槽的进给方法
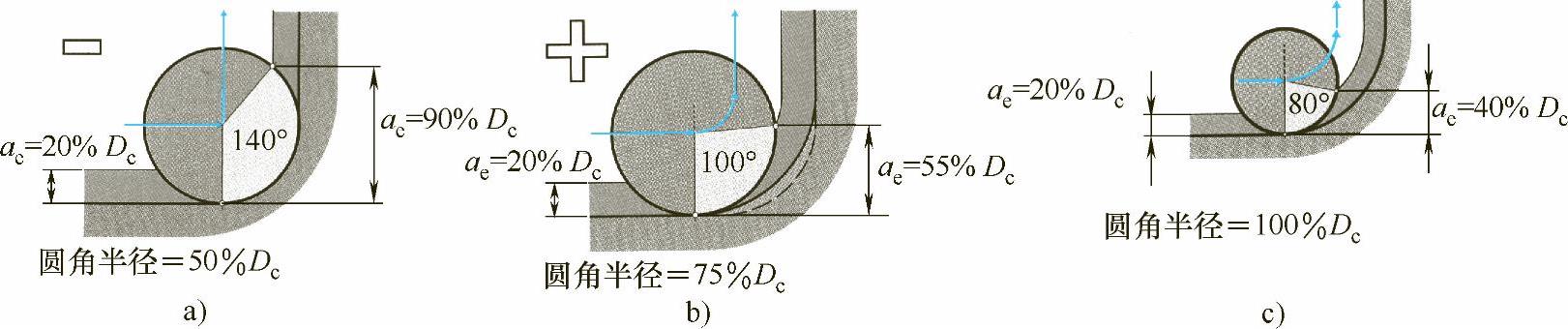
图1-17 铣刀半径的选择
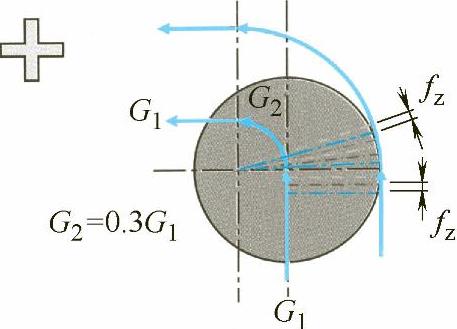
(2)进给路径的选择 铣圆角时,进给可以采用中心进给vf(不带半径补偿),也可以采用圆周进给vfm(带半径补偿),如图1-18所示。如果机床要求中心进给,但在程序输入的是圆周进给(在不带半径补偿的机床上),则由于每齿进给量fz变得过大,可能会使切削刃破损,如图1-19所示。
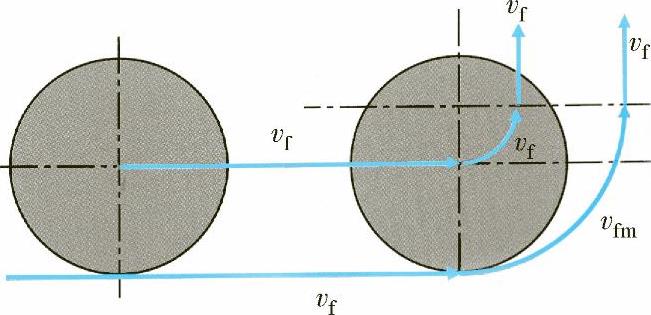
图1-18 vf与vfm
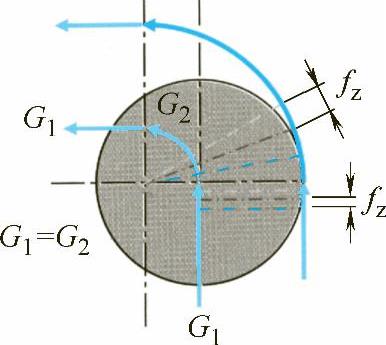
图1-19 不降低中心进给速度,圆角处fz增大
 (https://www.xing528.com)
(https://www.xing528.com)
图1-20 降低中心进给速度圆角处fz不变
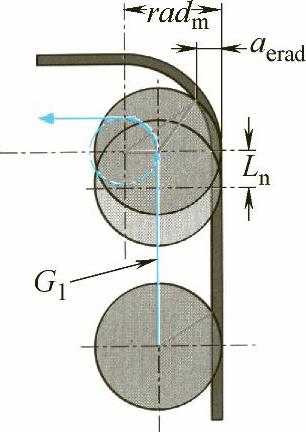
图1-21Ln=0.5Dc
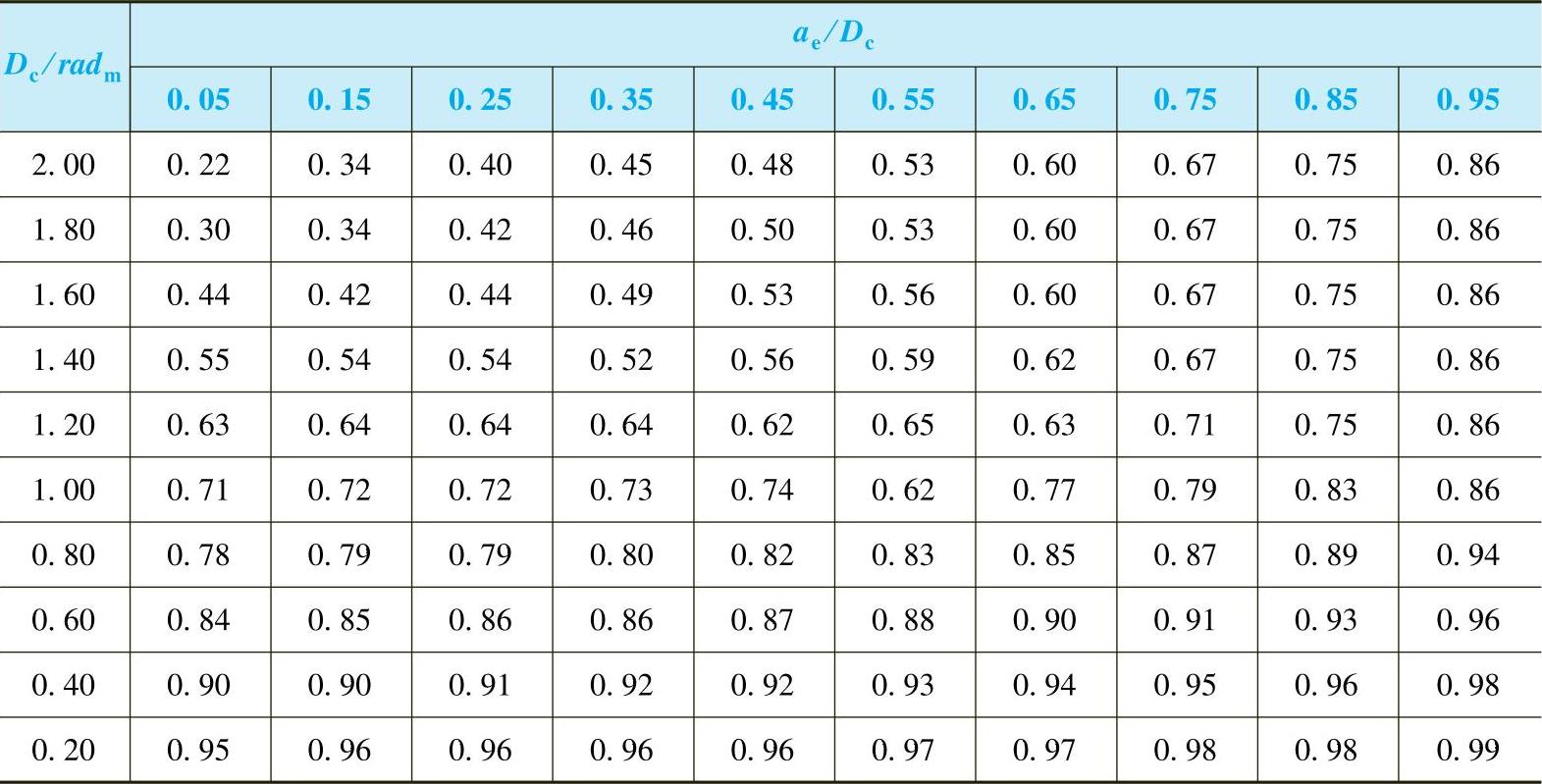
(3)降低进给速度 为保持进给量不变,应降低中心进给速度,以保持每齿进给量不变(图1-20)。降低因素有:铣刀直径与圆弧半径之比Dc/radm,侧吃刀量与铣刀直径之比ae/Dc,若切削速度降低30%左右,则切削合力最小进给速度降低系数K的选择见表1-1。
表1-1 圆角处中心线进给速度降低系数K
铣削时,中心线进给应在到达圆角之前的一段距离开始降速,因为刀具一直在做进给,如果在进入圆弧处突然降速,将会在直线段与圆弧的连接处产生刀痕。通常情况下预留的长度Ln=0.5Dc,做无级减速进行平稳过渡,铣出的直线段与圆弧可以光滑连接(图1-21)。
2.摆线铣圆角
采用摆线进给铣圆角比圆弧进给受到的切削力小,刀具磨损小,刀具的寿命长。
3.插铣圆角
对于圆角半径R<5mm,深度L>4R的小而深的圆弧,采用插铣圆角(图1-22)。
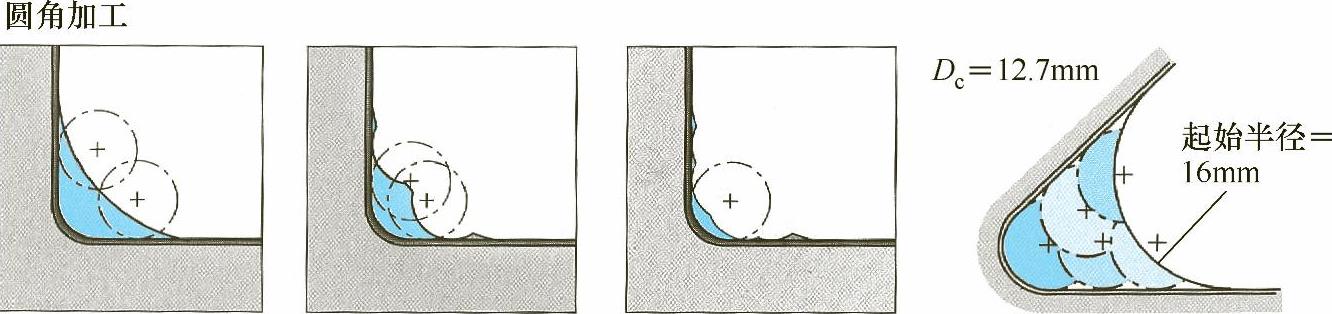
图1-22 插铣圆角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。