



【摘要】:2)顺铣时,刀齿从吃刀量最大部位切入金属,然后逐渐减小。实践证明,顺铣比逆铣的刀具寿命提高了30%。对于工作台和丝杠存在间隙产生的让刀,精铣时当铣刀铣出零件后,工作台不动,铣刀采用自动进给返回,即可消除因让刀产生的尺寸误差。图1-5 顺铣图1-6Fp力产生的让刀现象
铣刀切削点的速度方向与工作台进给方向相同,称为顺铣(图1-5)。
1)顺铣时,由于受水平切削力的作用,使工作台丝杠与螺母的间隙加大,铣削时工作台产生窜动,很容易产生“啃刀”现象,并引起振动,对于采用梯形丝杠的普通铣床甚至会产生打刀。数控铣床工作台的传动丝杠采用的是滚珠丝杠,由于精度高,配合间隙小,因此可以使用顺铣。
2)顺铣时,刀齿从吃刀量最大部位切入金属,然后逐渐减小。顺铣时克服了逆铣开始切入阶段切削刃的滑移现象,可以减轻工件材料的硬化现象,而且刀齿切削路线较短,因此刀具寿命可以明显提高。实践证明,顺铣比逆铣的刀具寿命提高了30%。
3)顺铣工件侧面,有一个铣削分力Fp将工件向外推(图1-6),由于工作台和丝杠存在间隙,以及工件本身的弹性变形,使铣出来的零件厚度尺寸变大或精度超差。对于薄壁件的立面,由于“让刀”可能出现上部尺寸大,下部尺寸小的缺点,因此,可以在工件的背面加一个较厚的平板连同工件一起装夹,起到支撑作用,防止工件产生弹性变形。对于工作台和丝杠存在间隙产生的让刀,精铣时当铣刀铣出零件后,工作台不动,铣刀采用自动进给返回,即可消除因让刀产生的尺寸误差。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-5 顺铣
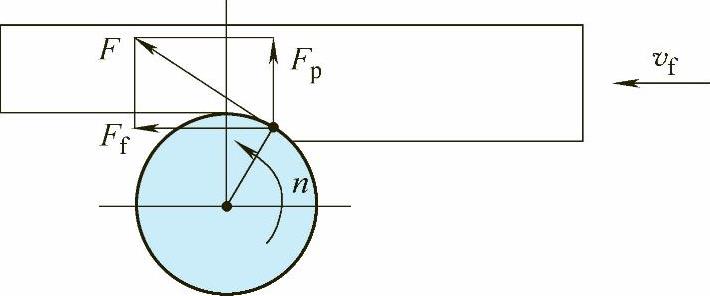
图1-6Fp力产生的让刀现象
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。