



铣刀切削点的速度方向与工作台进给方向相反,称为逆铣(图1-3)。
1)逆铣时,工作台丝杠转动推动工作台上的工件前进,刀齿切削到工件后产生的反作用力使丝杠与螺母接合面上无间隙,因此切削平稳。在普通梯形丝杠传动的铣床上进行铣削加工时,多采用逆铣。
2)逆铣时,吃刀量从小到大逐渐增加,切削力从小到大逐渐增大,当切削刃切离时,切削力会突然消失,对于刚性较差的工件容易引起振动。因此当进给快到终点时应减慢,防止切削力突然消失,产生振动。
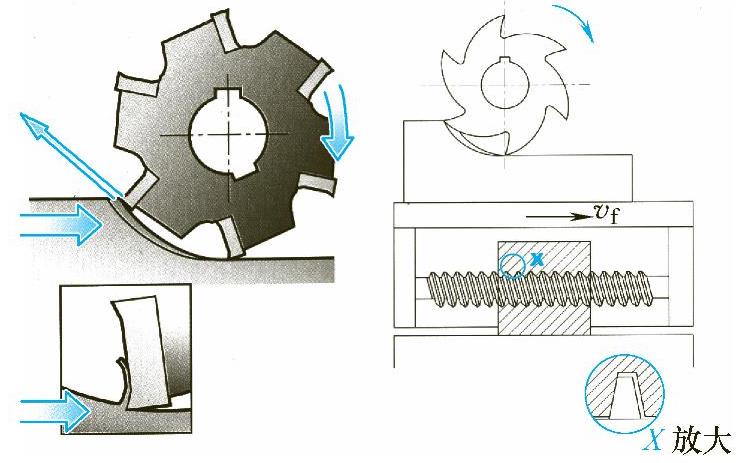
图1-3 逆铣
3)逆铣时,由于切削刃存在切削刃钝圆,切削刃刚切入材料时,切削刃产生滑移,造成刀具后面与切削表面产生很大的挤压力,使切削表面产生硬化,同时产生强烈的摩擦,切削温度较高。每齿进给量越小,吃刀量越小,切削刃产生的滑移的距离就越长,切削表面产生的硬化现象就越加重,刀具产生的磨损就越严重,而且前一个刀齿产生的硬化层加给了后一个刀齿,如此周而复始。因此对于强度较高、韧性较大的金属材料,如镍铬不锈钢、高锰钢等不宜采用逆铣法。(https://www.xing528.com)
4)用立铣刀逆铣侧面时,由于背向力Fp将工件向内拉,很容易产生扎刀现象(图1-4),使工件被过切,造成加工的面不是直线面而成为斜面,使加工尺寸精度差,甚至使工件报废。如果使用小直径立铣刀产生扎刀,铣刀将会折断。铣削时,如果是纵向进给(Ff方向)铣削,当铣刀进给到达设定的侧吃刀量后,应将横向进给丝杠手柄反向旋转,消除横向丝杠与螺母间隙,并将横向工作台锁紧。这样可以防止产生扎刀过切现象,也可以避免产生打刀。
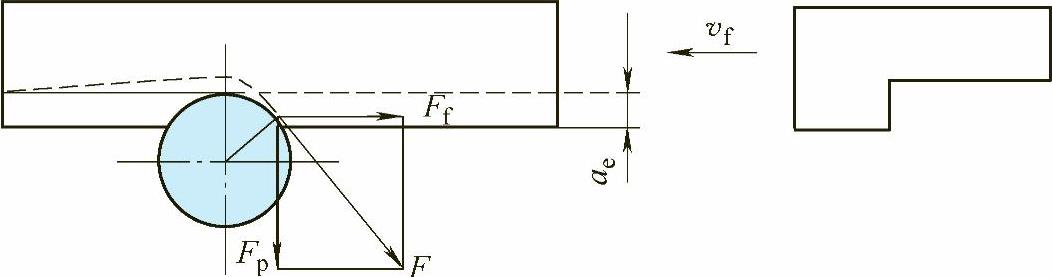
图1-4Fp力产生扎刀现象
5)铣削铸造、锻造毛坯或气焊切割的表面,一定要采用逆铣,这样切削刃可以避免重复切到硬质表皮,可延长刀具的使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。