



1.准备功能字(G指令)
准备功能字用地址字G与其后的两位数字表示。表6⁃8所列为FANUC⁃OMD数控系统的G指令功能含义表。
表6⁃8 G指令功能含义表
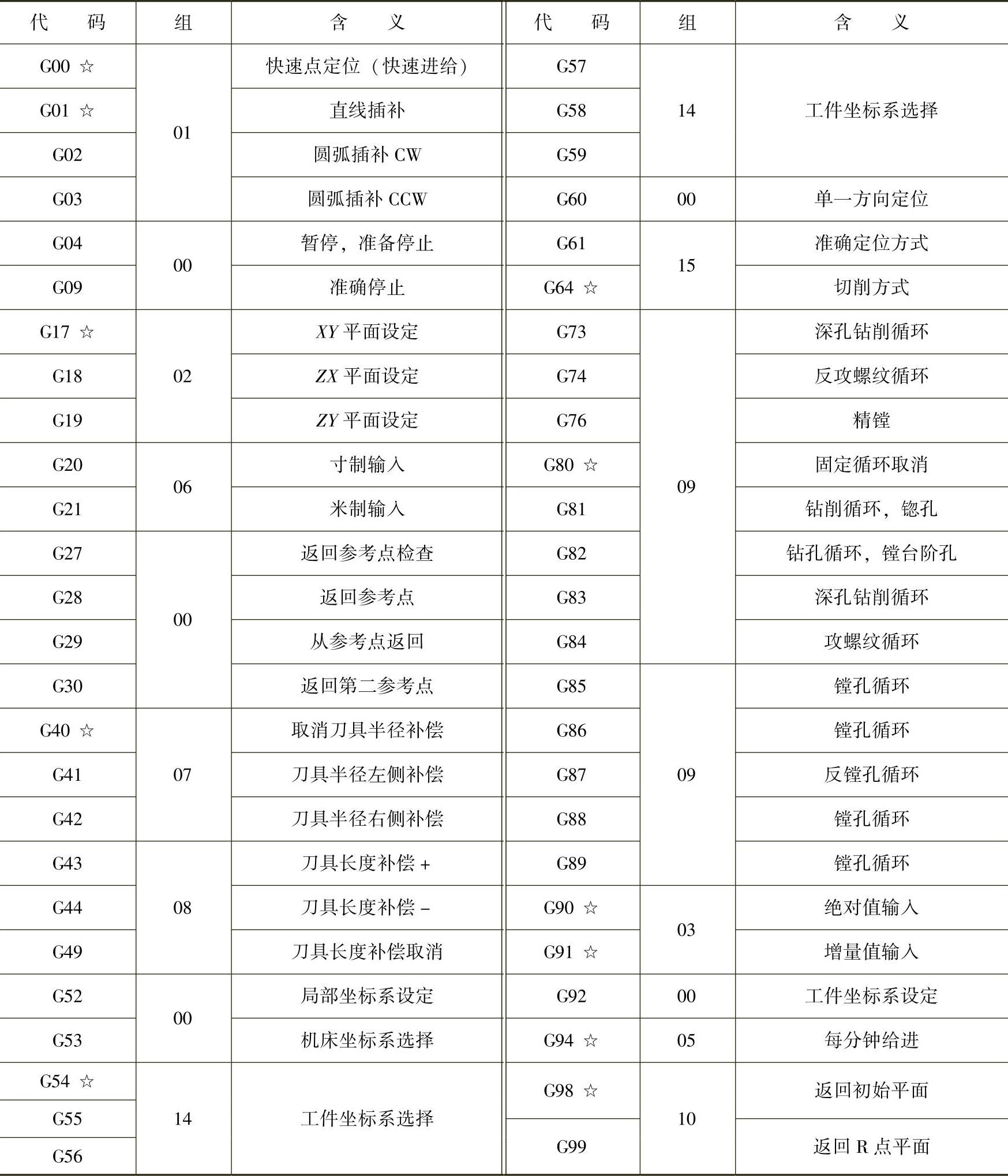
注:1.将G指令按其功能分为若干组,00组的G指令属于非模态G指令,只限定在被指定的程序段中有效;其余组的G指令属于模态G指令,具有续效性,在后续程序段中同组的其他G指令未出现之前均有效。
2.带“☆”的G指令为电源接通时的初始状态。
3.G00、G01、G90、G91可由机床参数设定选择。一旦指令了表中没有的G指令,系统将显示报警。
4.无论有几个不同的G指令,均可在同一程序段内有效,但在同一程序段内指令了两个以上同组的G指令时,仅后指令的G指令有效。
5.在固定循环中,一旦指令了01组的G指令,则固定循环自动取消,变为G08状态(固定循环取消),但01组的G指令不受固定循环G指令的影响。
2.辅助功能字(M指令)
辅助功能字用地址字M与其后的两位数字表示,主要用于机床加工操作时的工艺性指令,如主轴的起动、切削液的开关等。
(1)M00—程序停止。实现主轴停转,进给停止,切削液关,且使模态信息全部被保存,若继续执行程序,利用CNC起动按钮即可自动运行。
(2)M02、M30—程序结束和返回。实现主程序结束,自动运行停止,变为复位状态且返回程序开头。(https://www.xing528.com)
(3)M01—任选停止。与M00相似,仅限于机械控制面板上的“任选停止开关”接通时才能执行。
(4)M03、M04、M05—主轴转动与停止。M03:主轴顺时针转动;M04:主轴逆时针转动;M05:主轴停止。
(5)M08、M09—切削液开、关。
(6)M98—调用子程序。
(7)M99—子程序结束并返回主程序。
在一个程序段中只能指令一个M指令,如果在一个程序段内指定了两个或两个以上的M指令,则仅最后指定的M指令有效。
3.F、S、T、H(D)代码
(1)进给功能代码F 表示进给速度,用地址F和其后的若干位数字(进给量)表示,单位为mm/min。
(2)主轴功能代码S 表示主轴转速,用地址字S及其后的若干位数字(转速)表示,单位为r/min。
(3)刀具功能代码T 表示换刀功能,用地址字T及其后的两位或四位数字表示。
(4)刀具补偿功能代码H(D) 表示刀具补偿号,用地址字H(D)及其后的两位数字表示,该两位数字为刀具补偿量的寄存器地址。例如,H12表示用12号刀具补偿量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。