



将加工程序输入CNC系统后,机床的自动运行分存储器运行与MDI运行两种方式。
1.存储器运行(MEM)方式
运行前应完成以下准备工作:确认已装夹好工件→各刀具已装夹完毕→各刀具的补偿值已输入CNC系统→将[FEED OVERRIDE]开关旋至适当进给位置(一般置100%)→选择要运行的程序(在[EDIT]方式下)。
完成了上述准备操作后,即可执行加工程序,操作过程如图6⁃25所示。
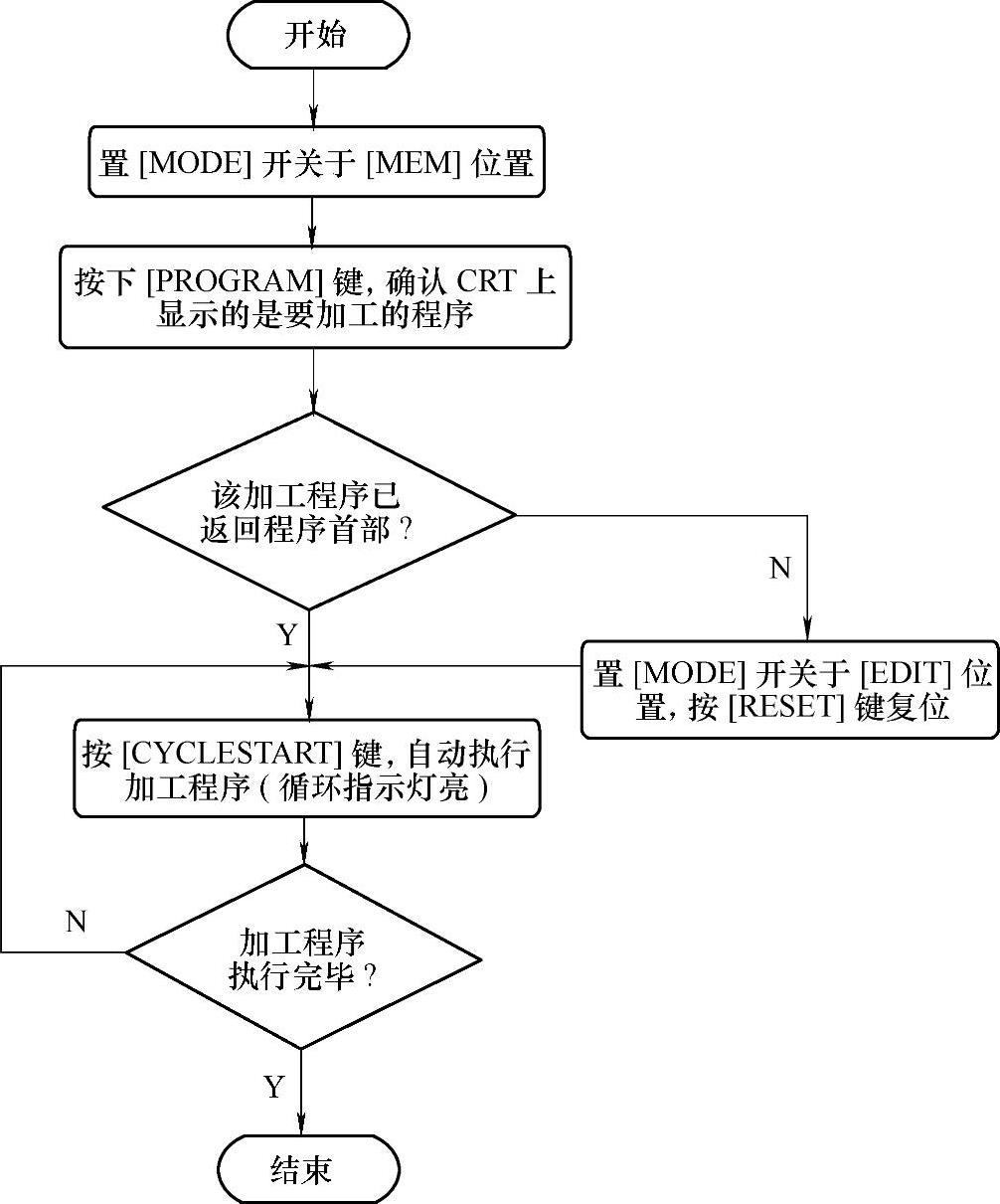
图6⁃25 自动运行流程图(https://www.xing528.com)
2.MDI运行方式
MDI运行方式下,可实现从CRT/MDI操作面板输入一个程序段,并执行该程序段。如运行G00 X13.5M03 S600程序,其操作步骤如下:将[MODE]开关置[MDI]方式→按[PRO⁃GRAM]键→按[PAGE]键,画面左上角显示“MDI”→由地址数字键键入“G00”→按[INPUT]→键入“X13.5”→按[INPUT]键→键入“M03”→按[INPUT]键→键入“S600”→按[INPUT]→按[START]键或[CYCLE START]键,机床即开始执行该段程序。
在自动运行以前,为检查所输入程序是否正确,通常都要进行空运行。空运行时,通常卸下工件试样或不装刀具,在存储器自动运行方式下,起动空运行[DRYRUN]开关,再按照MEM运行方式执行程序,机床以系统设定的进给速度运行。空运行时的进给速度与程序无关,但快进倍率有效。
3.单程序段运行
在存储器自动运行方式下,若按下单步运行键[SINGLE BLOCK](指示灯亮),则每按一次循环起动键[CYCLE START],CNC仅执行一个程序段的程序。通过这种方法,可检查程序的执行情况及刀具的运行状态。取消单段运行,只要再按一次[SINGLEBLOCK]键(指示灯灭),即可恢复程序的自动连续运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。