



刀具位置补偿又称为刀具位置偏置补偿。在以下三种情况下,需要进行刀具位置的偏置补偿:
1)在实际加工中,通常使用不同位置的若干把刀具(即各把刀具的刀尖在刀架上相对于某点的位置各不相同)加工同一轮廓尺寸的工件,而编制程序时往往都建立统一的坐标系,要求所有的刀尖都移到坐标系中的一个基准点上;或者以一把刀为基准设定工件坐标系,因此,须将其余刀具的刀尖都偏移到此基准刀尖位置上。利用刀具位置补偿功能即可完成上述操作。
2)对同一把刀具而言,当刀具重磨或更换新刀后,再把它准确地安装到程序所设定的原位置是非常困难的,总是存在位置误差。这个位置误差在实际加工后,即成为加工误差。此时,需要通过刀具位置补偿功能来修正刀具安装位置误差。
3)每把刀具在使用过程中都有不同程度的磨损,而磨损后的刀尖位置与编程位置存在差值,同样会造成加工误差。这种误差也可通过刀具位置补偿功能来纠正。
1.设置刀偏量的目的
数控车床的参考点也称基点,通常设在刀架上的某个点,如图6⁃23中的点A。数控系统通过控制该点的运动,间接地控制每把刀刀尖的运动。但每把刀的刀尖就其各自的安装位置相对于点A在两个坐标方向的位置均不同。为此,需要测出刀尖相对于“刀具参考点”的距离———刀偏量(X′,Z′),并将其输入CNC系统的刀具数据库。
在用G50指令建立坐标系“G50XɑZβ”时,必须先使刀具位于起刀点(图6⁃23中的点A),即确定刀具在机床绝对坐标系中的位置(X,Z),也即刀具起刀点A至工件原点OP的距离。通过输入刀偏量后在加工程序中调用刀具时,系统会自动补偿两个方向的偏移值(刀具位置补偿值),从而准确地控制每把刀的刀尖轨迹,即使各把不同刀位号上的刀具的刀尖在执行零件加工程序时处于同一个位置,这样会给加工与编程带来很大的方便。
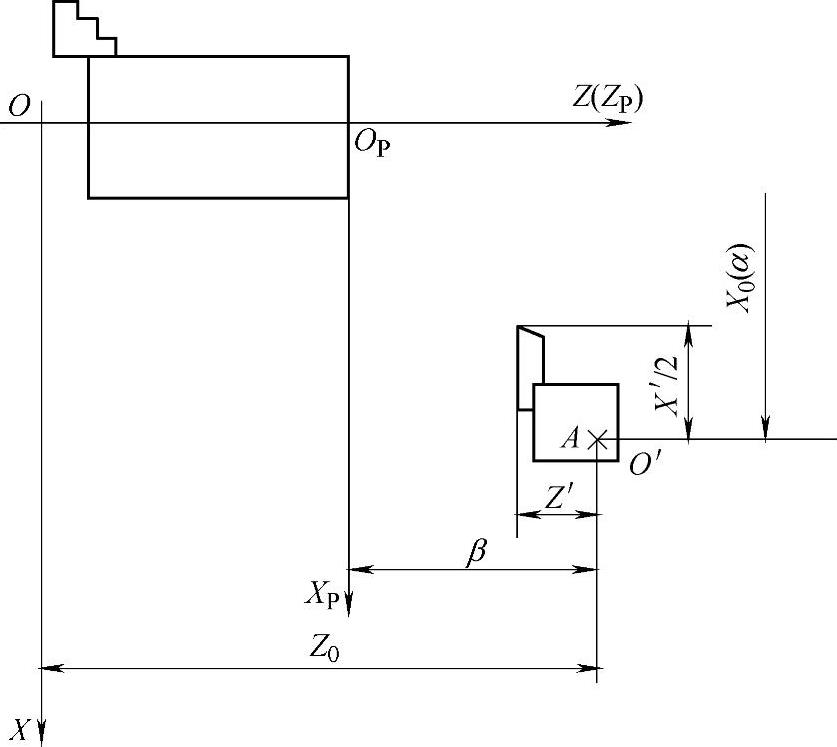
图6⁃23 刀偏量的含义与建立工件坐标系
2.刀偏量的设定原理
刀偏量的设置过程称为对刀操作。常用的对刀方法有两种:试切对刀和对刀仪对刀。
各类数控机床的对刀方法各异,但其原理与目的一致,即通过对刀操作,将计算后的刀偏量输入CNC系统;或把对刀时屏幕显示的有关数据直接输入CNC系统,由系统自动换算出刀偏量,存入刀具数据库。
图6⁃24所示为车床试切对刀原理图。图中XOZ为机床坐标系,XPOPZP为工件坐标系。在手动对刀状态下,CRT动态坐标为刀具参考点“∗”(A)在机床坐标系中的坐标值(X0,Z0)。刀偏量(X′,Z′)可通过下式计算
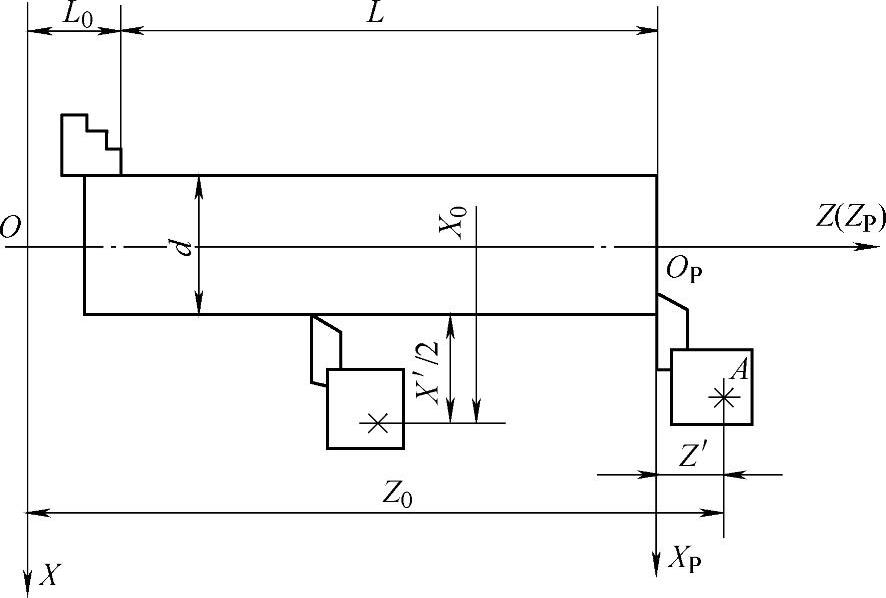
图6⁃24 刀偏量设定原理(https://www.xing528.com)

式中 d———对刀用圆棒直径(mm);
L0———机床零点至卡爪平面的距离(mm);
L———工件伸出卡爪长度(mm)。
3.刀偏量的设置方法(对刀方法)
对刀前,应先进行手动机床返回参考点操作。然后按图6⁃24所示,将一工件毛坯装夹于卡盘上,测出d、L0、L,起动机床,以手摇轮方式进行对刀(以90°偏刀为例)。
1)将车刀刀尖与棒料端面轻轻接触对刀,然后Z向不动,X向退出车刀,记下CRT动态坐标Z0。
2)将车刀刀尖与棒料外圆轻轻接触对刀,然后X向不动,Z向退出车刀,记下CRT动态坐标X0。
3)计算刀偏量(X′,Z′),并将其输入CNC系统中。
为编程方便,通常使T指令中的刀具编号和刀具补偿号相同,如T0101、T0202、T33等。刀偏量的输入方法为:按[OFFSET]键(在[EDIT]方式下)→按[PAGE]键,选择不同的页面,再由CRT软键选择各种画面:若按[GEOM]键,则选择刀具形状补偿量(几何补偿量)画面;按[WEAR]键,则选择刀具磨损补偿量画面→选择CRT屏幕显示“OFFSET/GEOM”画面→将光标移到设定的补偿号为03的一行上(图示3号刀位)→输入偏置量→键入地址X→键入数字18.63(假设)→按[INPUT]键→键入地址Z→键入数字6.81→按[INPUT]键。则刀偏量X′=18.63,Z'=6.81被输入。
将刀具补偿值输入数控系统后,刀具的运动轨迹便会自动校正。输入补偿值时,若采用增量坐标系编程,则只需将“X”改为“U”,“Z”改为“W”。
用上述方法对刀,实质上是使每把刀的刀尖与工件外圆素线与端面的交点接触,以这一交点为基准,算出各把刀的刀偏量。
4.刀偏量的修改
无论采用何种方法对刀,对刀误差都不可避免。而且刀具在使用一段时间后会磨损,这些都会影响加工精度。所以当试切加工后发现工件不符合要求时,应根据工件实测尺寸对刀偏量(刀补值)进行修改。采用试切法对刀时,通常将工件端面、外圆车一刀,并仔细测量试件伸出卡盘长度、试切外圆直径,并使每把刀接触工件的程度尽可能统一,以有效提高试切对刀的精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。