



数控车床所提供的各种功能可通过操作控制面板上的键盘得以实现。控制面板分数控系统控制面板与机械控制面板两种。
1.数控系统控制面板的操作
图6⁃20所示为FANUC⁃0TD数控系统控制面板(CRT/MDI面板)。下面以面板上的编号为序,介绍其功能与使用。
(1)CRT监视器 用于显示各种参数和功能,如机床参考点坐标、刀具起始点坐标、输入数控系统的指令数据、刀具补偿量数据、报警信号、滑板移动速度、加工轮廓、主轴转速及图像功能等。
(2)复位键RESET 机床自动运行时,按下此键,则机床的所有操作都停下。若要恢复自动运行,刀具须返回参考点,从程序首开始执行。
(3)地址数字键 共有15个键,用于输入字母、数字及其他符号。每次输入的字符都显示在CRT上。
1)地址键。G、M:准备功能与辅助功能指令;F:进给量;S:主轴转速;X、Y、Z:绝对坐标;U、V、W:增量坐标;A、B、C:移动坐标轴;I、J、K:圆弧圆心坐标;R:圆弧半径;T:刀具号或换刀指令;O、P:程序名;N:程序段号。
2)数字键。由数字及符号组成。
(4)程序编辑键 用于更改程序。
1)ALTER键:用于程序的输入与管理。
2)INSRT键:用于程序的插入。
3)DELET键:用于程序的删除。
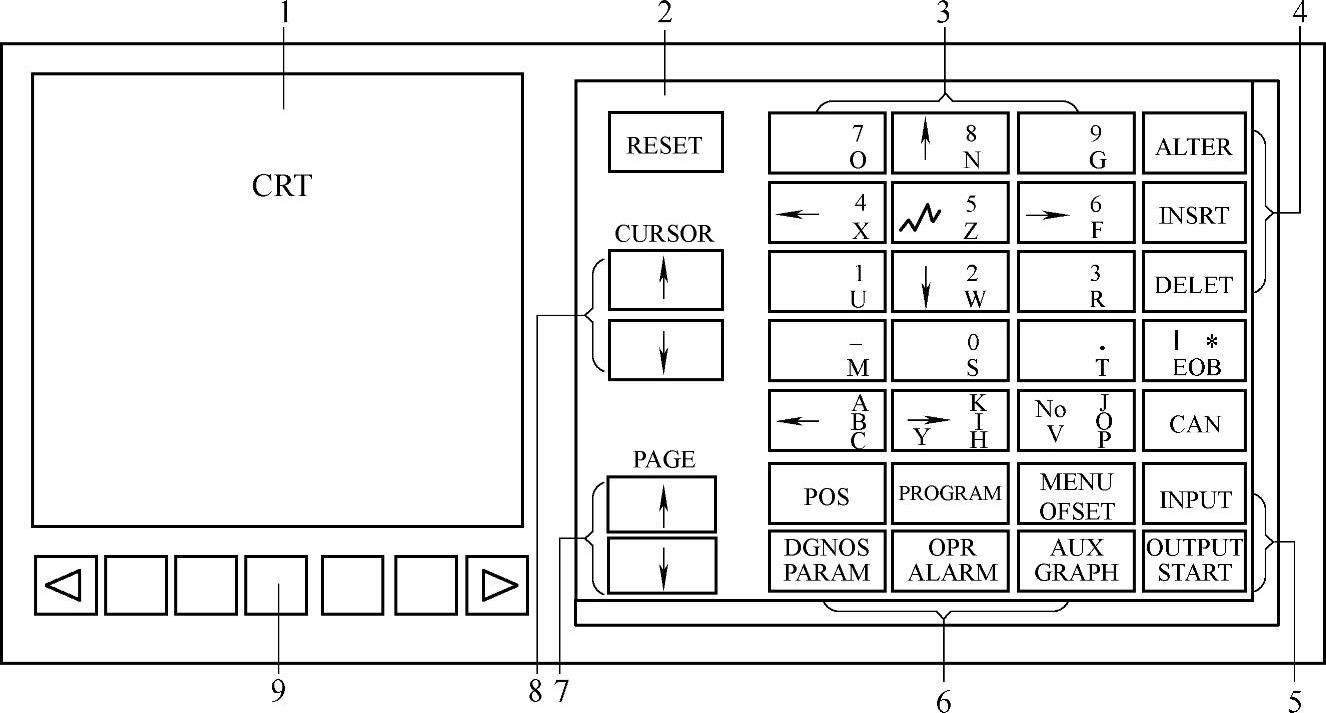
图6⁃20 FANUC⁃0TD数控系统控制面板(CRT/MDI面板)
1—监视器 2—复位键 3—地址数值键 4—编辑键 5—输入/输出键 6—主功能键 7—翻页键 8—光标移动键 9—软键
(5)输入/输出键
1)INPUT键:用于输入参数或补偿值等,也可在MDI方式下输出命令数据。
2)OUTPUT/START键:用于启动在MDI方式下的命令。
(6)主功能键 又称状态键,共6个。
1)POS键:显示现在机床的位置。
2)PROGRAM键:在EDIT(编辑)方式下,编辑、显示存储器里的程序;在MDI(手动数据输入)方式下,输入、显示MDI数据;在机床自动操作时,显示程序指令值。
3)MENU/OFSET键:用于设定、显示参数和刀具补偿值。
4)DGNOS/PARAM键:用于系统参数的设定、显示及自诊断数据的显示。
5)OPR/ALARM键:用于报警信号的显示,软件的显示。
6)AUX/GRAPH键:用于图形的显示(无图形功能时不使用)。
(7)翻页键PAGE 又称页面键。按[↓]键,CRT画面向后翻页;按[↑]键,CRT画面向前翻页。
(8)光标移动键CURSOR[↓]键将光标向下(后)移,[↑]键将光标向上(前)移。
(9)软键 软键的功能不确定,其含义显示于当前屏幕下方或右方对应软键的位置上,随主功能状态不同而各异。在某个主功能状态下,可能有若干个子功能,软键可反映此子功能。子功能键往往以软键形式存在,若按此软键,则其功能显示于CRT显示器上。[◁]键用于由软键输入的各种功能时,返回最初状态;[▷]键用于显示本画面未显示完的功能。
(10)程序段结束键EOB 又称程序段输入键、确认键、回车键(↙、LF、ENTER)。
(11)取消键CAN 用于删除已输入到缓冲器里的字符。例如,输入了“N011”后,按[CAN]键,则N011被取消。按任意一个功能键和[CAN]键,画面显示会消失(画面清除功能);之后再按任意一个功能键,会显示相应的画面。
2.机械控制面板的操作(https://www.xing528.com)
不同的机床,其机械控制面板各不相同,但其主要功能基本相同。图6⁃21所示为采用FANUC⁃0TD数控系统的数控车床的机械控制面板。现以面板上的编号为序,介绍其使用方法与功能:
(1)控制系统电源钥匙开关 置“ON”开,置“OFF”关。
(2)程序保护钥匙开关 置“ON”开,置“OFF”关。
(3)机床参考点(基点)指示灯 机床滑板到基点时,相应轴的指示灯亮。
(4)卡盘夹紧、松开按钮 只有当卡盘夹紧(指示灯亮)后,机床方能起动。
(5)内卡、外卡方式选择开关 INSIDEJAWS为内卡向内夹紧方式,OUTSIDEJAWS为外卡向外夹紧方式。
(6)NC系统电源通断按钮 置“ON”开,置“OFF”关。
(7)主电动机电源通断按钮 置“ON”开,置“OFF”断。
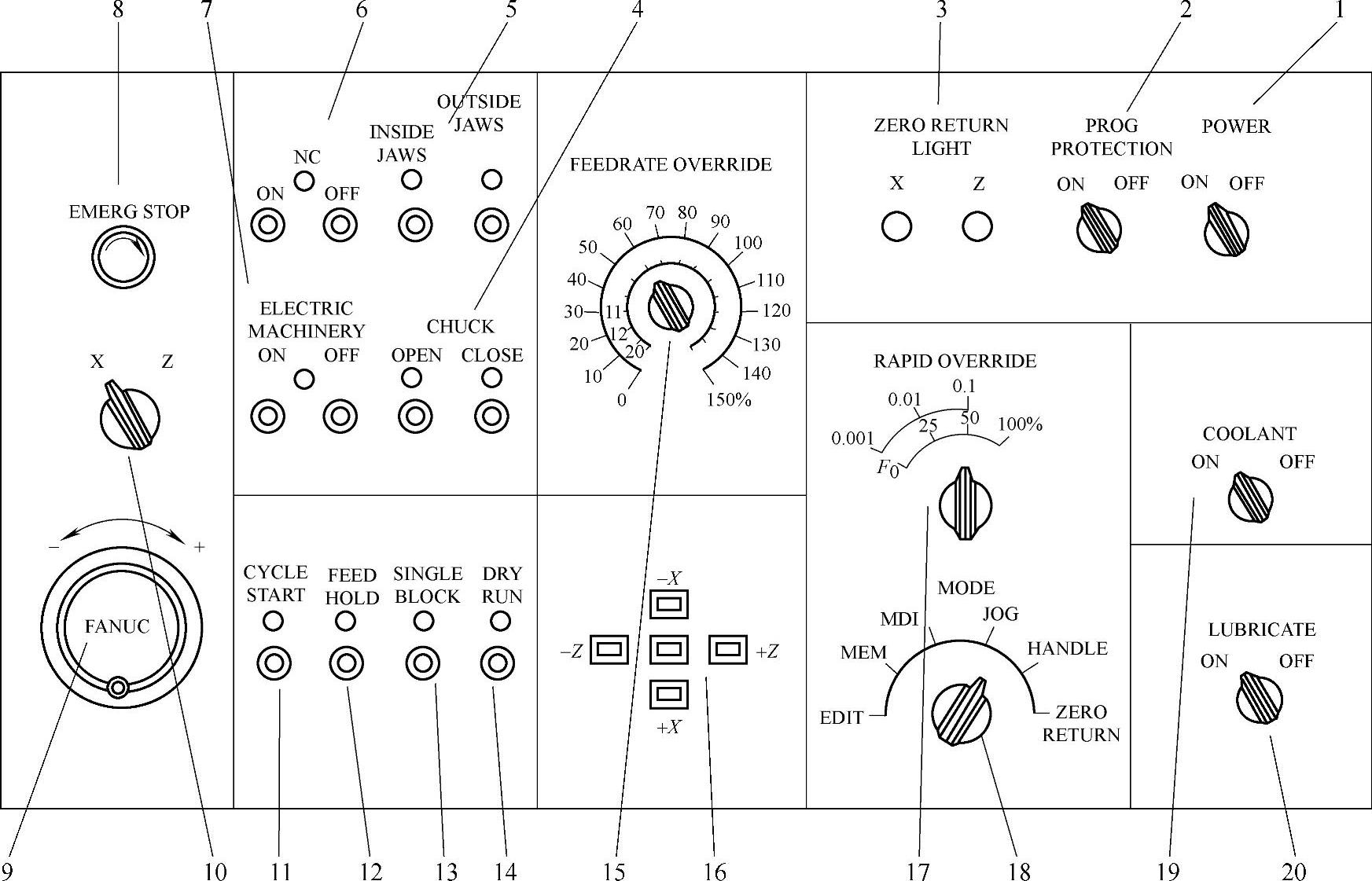
图6⁃21 数控车床机械控制面板
(8)紧急停止按钮 当出现异常情况时,按下此按钮,机床立即停止工作。待排除故障,恢复机床工作时,须按照按钮上箭头的方向转动,按钮即可弹起,解除急停。
(9)手摇脉冲发生器 俗称手摇轮,顺时针转为坐标轴的正向,逆时针转为坐标轴的负向。其移动轴的选择由开关“10”来确定,手摇轮每格的移动量由快速倍率旋转开关控制。
(10)手摇轮进给轴选择开关 置“X”,X向进给;置“Z”,Z向进给。
(11)程序循环起动按钮(CYCLE START) 用于自动方式下,自动运行的起动,指示灯为自动运行状态。
(12)进给保持按钮(FEED HOLD) 在自动运行状态下进给暂停(滑板停止移动),M、T、S功能仍然有效。按下此按钮,其上指示灯亮,显示机床处于暂停状态。按下“CY⁃CLESTART”按钮,机床恢复自动运行。
(13)单步运行按钮(SINGLE BLOCK) 按下此按钮,指示灯亮,在自动运行方式下,执行一个程序段后自动停止;按下“CYCLE START”按钮,再执行下一个程序段……若要连续自动运行,则再按下此按钮,指示灯熄,进行正常连续自动运行。
(14)空运行按钮(DRY RUN) 按下此按钮,指示灯亮,程序中的F指令无效,滑板以“进给倍率”指定的速度移动,同时滑板的快速移动有效。再按下此按钮,F指令有效,空运行取消。
(15)进给倍率旋转开关(FEEDRATE OVERRIDE) 在自动运行中,由F代码指定的进给速度可以用此来调整,调整范围为0%~150%,每格增量为10%。在点动方式下,进给速度可以在0~250mm/min的范围内调整。但在车削螺纹时,不允许调整进给倍率。
(16)点动按钮(JOG) 有四个坐标轴方向键(+X,-X,+Z,-Z),每次只能按一个,按下按钮时,滑板移动;抬起时,滑板停止。中间一个为JOG方式时快进倍率(快移)按钮,即若在JOG方式沿坐标轴快移,应同时按下移动轴方向按钮与快移按钮。
(17)快速倍率旋转开关(RAPID OVERRIDE) 在自动运动方式下,快速进给速度F的倍率有F0、25%、50%、100%四级。例如:设机床X轴快速移动的速度为10mm/min,则在50%位置时X轴的快移速度为5mm/min;机床设定在F0时,快移速度为0.4mm/min。在手摇轮方式下,快速倍率表示手摇轮每格的移动量,即手摇轮每转1格,使滑板沿X轴或Z轴移动的位置为0.001mm、0.01mm或0.1mm三级。
(18)方式选择旋转开关(MODE) 用于选择机床某一种工作方式。将开关旋至所需要的工作方式时,才能操作机床实现各种动作。
1)编辑方式(EDIT)。可将加工程序手动输入存储器中,可以对存储器内的程序进行修改、输入和删除;同时可输入或输出穿孔带程序。
2)存储器工作方式(MEM)。机床执行存储器中的程序,自动加工工件。
3)手动数据输入方式(MDI)。用MDI键盘直接将程序(数据)输入存储器中,并立即运行,将此方式称为手动方式。用MDI键盘将加工程序输入存储器中,此方式称为手动数据输入。
4)点动方式(JOG)。用此按钮使滑板快速移动,移动速度由进给倍率旋转开关(FEEDRATE OVERRIDE)设定。
5)手摇脉冲(手摇轮)方式(HANDLE)。转动手摇轮可使滑板移动,每次只能移动一个坐标轴。在HANDLE方式下,可用快速倍率旋转开关(RAPID OVERRIDE)选择手摇轮在进给轴方向的四种移动倍率。
6)返回参考点方式(ZER ORETURN)。用JOG按钮使X、Z轴返回机床参考点,对应的ZEROX、ZEROZ参考点灯亮。
(19)切削液开关(COOLANT) 开关置“ON”,则在加工过程中可用M指令切削液的起动与停止。
(20)润滑循环起动开关(LUBRICATE) 置“ON”,则润滑油在机床主电动机起动时实现自动定时加注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。