



1.磨平面
磨平面时,一般是以一个平面为基准,磨削另一个平面。若两个平面都要磨削并要求平行,可互为基准反复磨削。
按砂轮的工作表面不同,平面磨削有周磨法和端磨法两种方式。
(1)周磨法 以砂轮的圆周面对工件进行磨削,如图5⁃38a所示。其特点是砂轮与工件接触面积小,磨削力小,表面质量好。
(2)端磨法 以砂轮的端面对工件进行磨削,如图5⁃38b所示。其特点是砂轮与工件接触面积大,磨削力大,但磨削精度及表面质量较差。
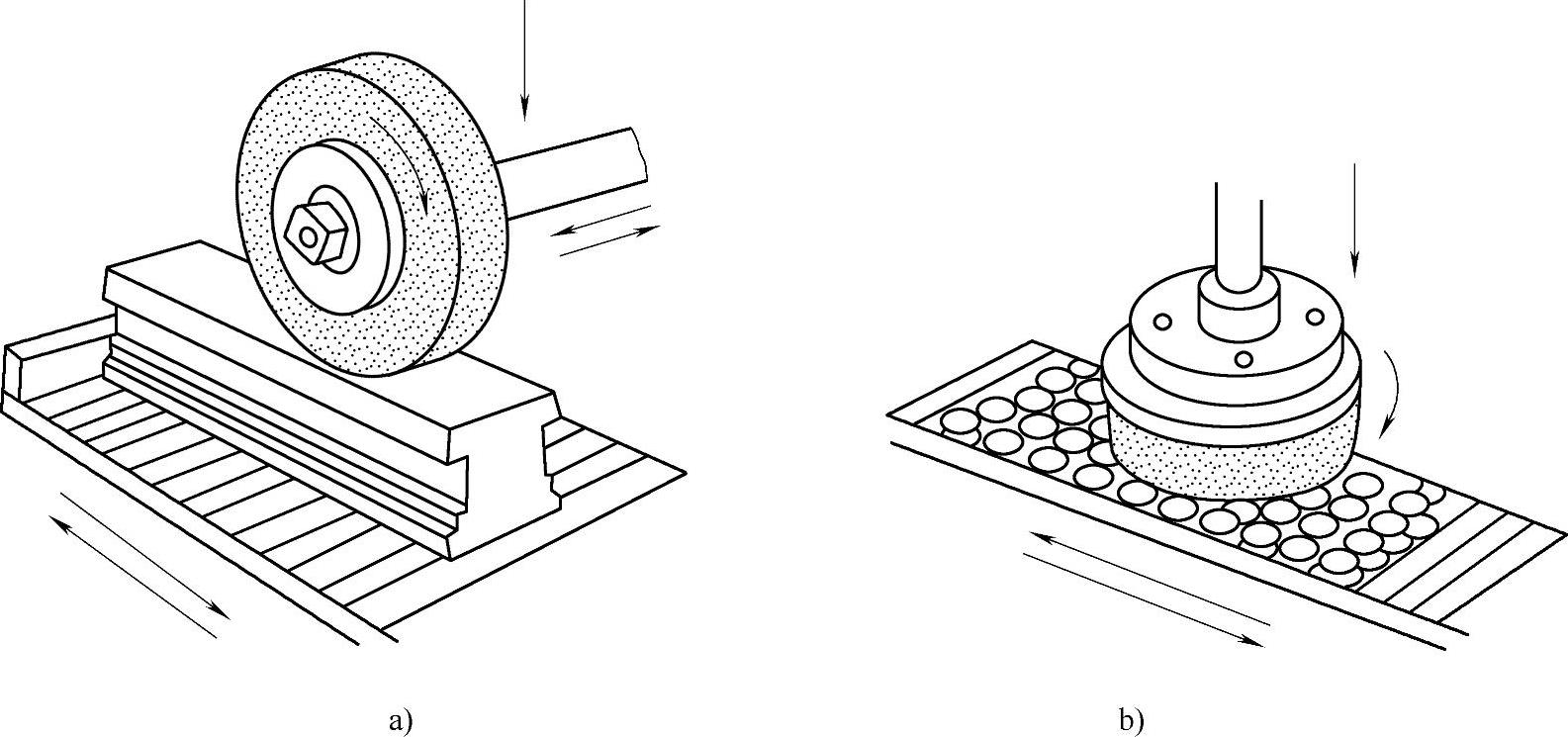
图5⁃38 平面磨削方式
a)周磨法 b)端磨法
2.磨外圆
(1)工件的装夹 在外圆磨床上常见的工件装夹方法有顶尖装夹、卡盘装夹和心轴装夹三种。
顶尖装夹适用于两端有中心孔的轴类工件,如图5⁃39所示。装夹方法与在车床上用双顶尖装夹工件基本相同。不同之处在于:磨床的两顶尖不随工件一起转动,避免了因顶尖转动可能带来的径向跳动误差。顶尖装夹是外圆磨床上最常用的装夹方法。
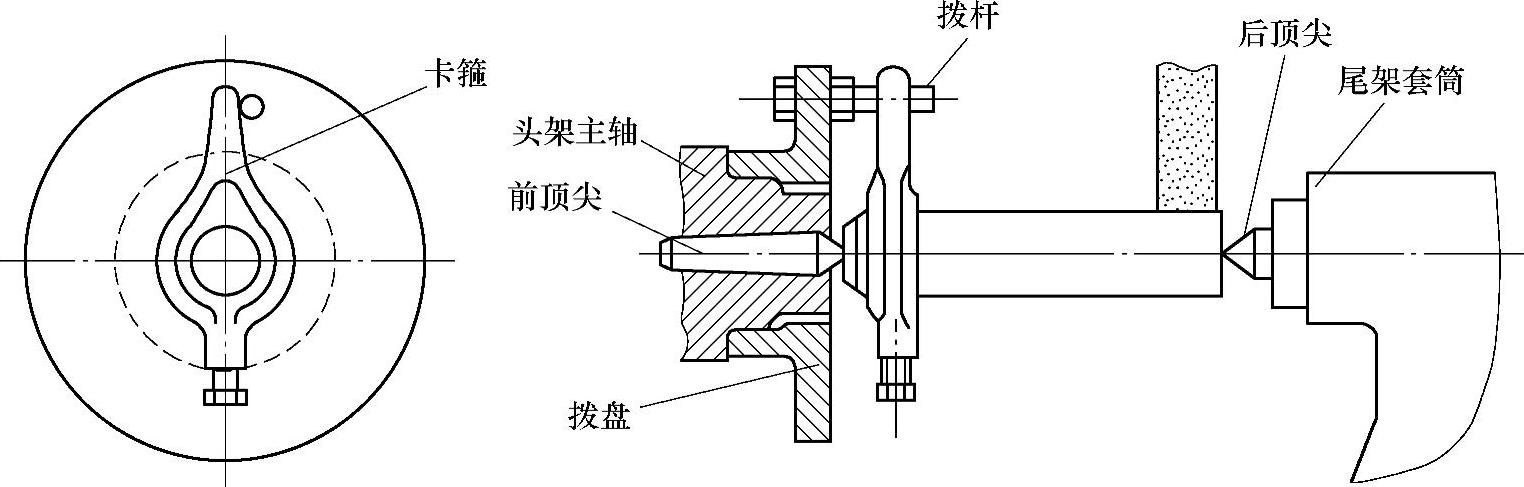
图5⁃39 外圆磨床上用顶尖装夹工件
磨削短工件上的外圆时,可用自定心卡盘或单动卡盘装夹,如图5⁃40a、b所示。磨削盘套类空心工件上的外圆时常用锥度心轴装夹,如图5⁃40c所示。心轴通过顶尖安装在外圆磨床上,主轴通过拨盘、卡箍带动心轴和工件一起转动。
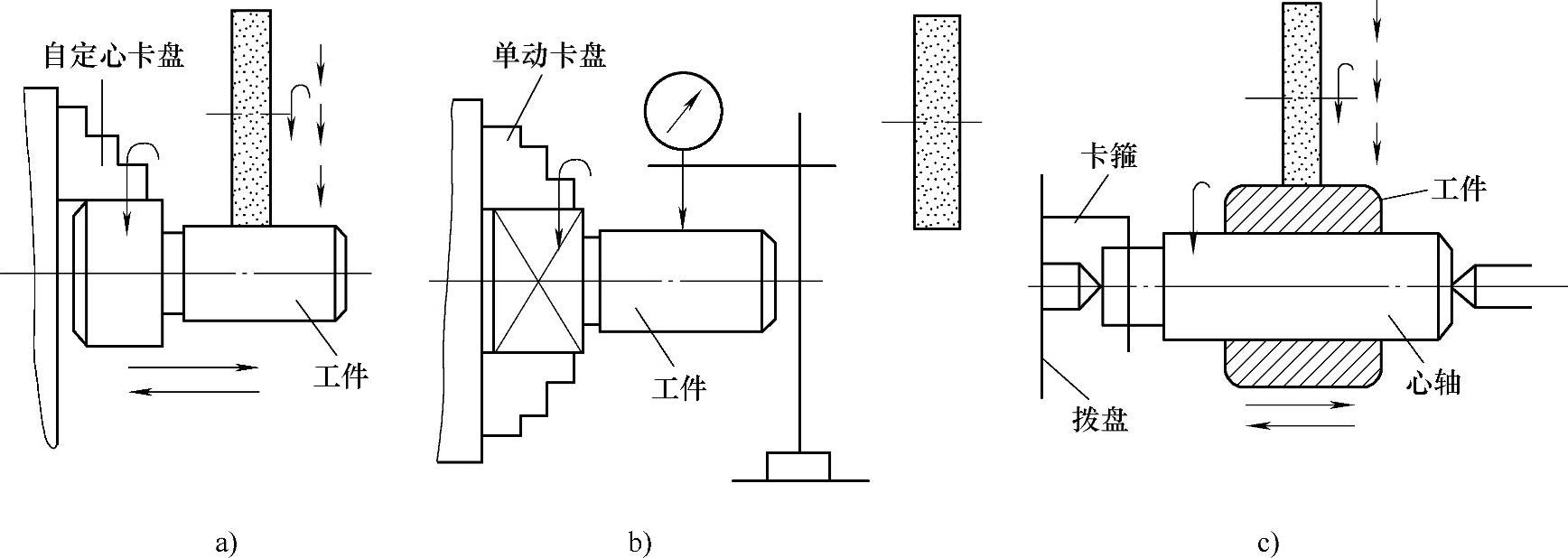
图5⁃40 外圆磨床上用卡盘和心轴装夹工件
a)用自定心卡盘装夹 b)用单动卡盘装夹 c)用锥度心轴装夹
(2)外圆磨削 在外圆磨床上,常用的磨削外圆的方法有纵磨法和横磨法。
1)纵磨法。磨削时,砂轮的高速旋转为主运动,工件旋转作圆周进给运动,并与工作台一起作往复的纵向进给运动,每一次行程终了时,砂轮作周期性横向进给,如图5⁃41所示。此法的特点是可一次磨削较长的工件,磨削质量较高,适用于精磨及单件小批量生产。
2)横磨法。磨削时,可采用宽度大于待磨表面长度的砂轮进行横磨。横磨时工件无纵向进给运动,砂轮以较慢的速度连续或断续地作横向进给运动,如图5⁃42所示。此法适于磨削刚性较好、待磨表面较短的工件。
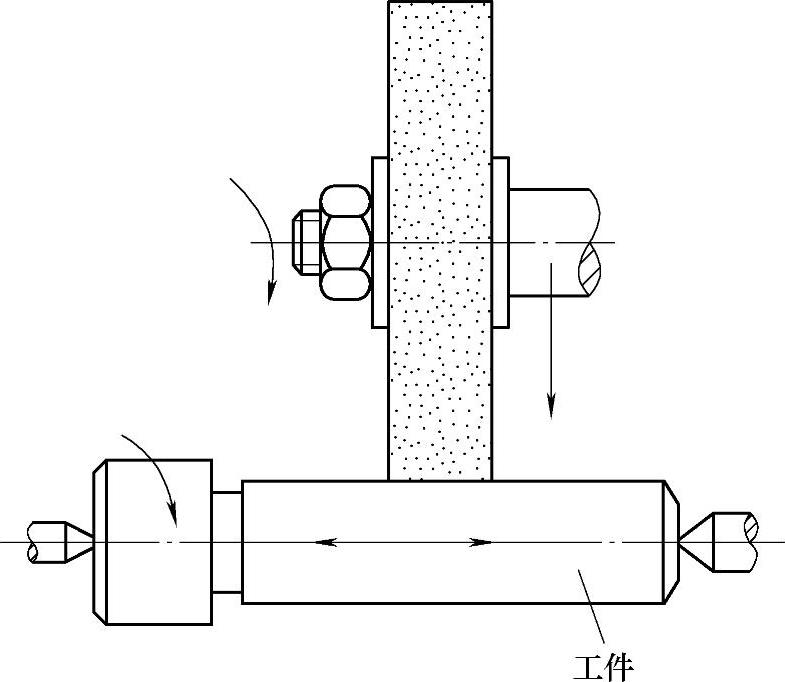
图5⁃41 纵磨法
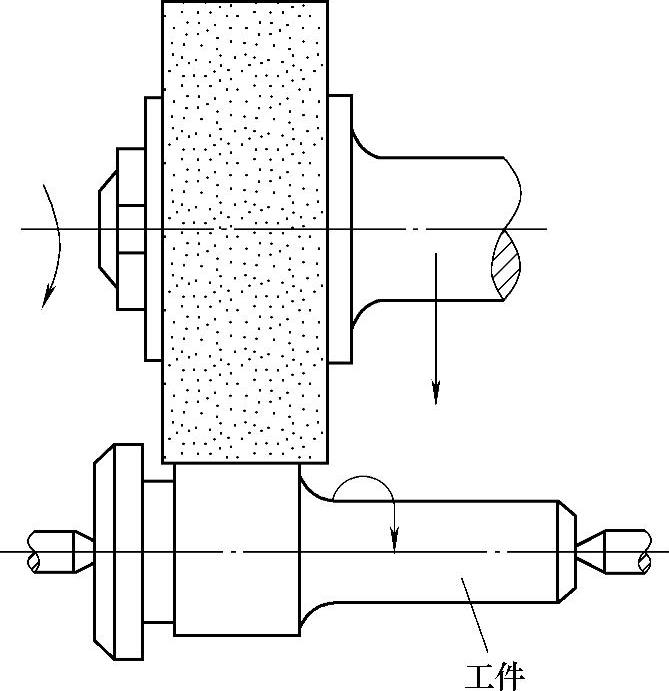
图5⁃42 横磨法
3.磨内圆
(1)工件的装夹 磨削内孔时,工件常以外圆和端面为定位基准。一般采用自定心卡盘、单动卡盘、花盘、弯板等夹具装夹,如图5⁃43所示。
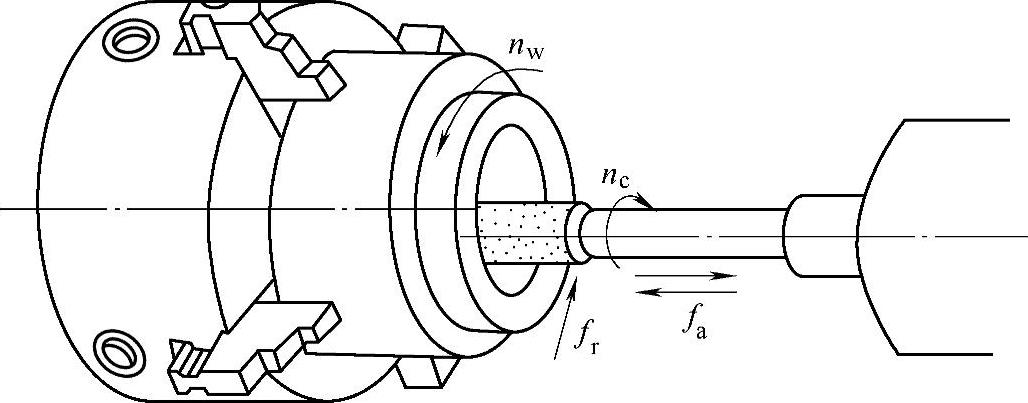
图5⁃43 用自定心卡盘装夹磨内圆
nw—工件转速 nc—砂轮转速
(2)内孔磨削 磨削内孔与磨削外圆的运动基本相同,但砂轮的旋转方向与磨削外圆时相反。磨削内孔时,由于砂轮直径小,在相同转速下砂轮的线速度较低;砂轮轴较细,刚性差,易振动;切削液不易注入,工件易发热变形。因此,磨削质量与效率均比磨外圆时低。
磨削较长、较大工件的内孔时,可采用一端用卡盘、一端用中心架支承的装夹方法,如图5⁃44所示。
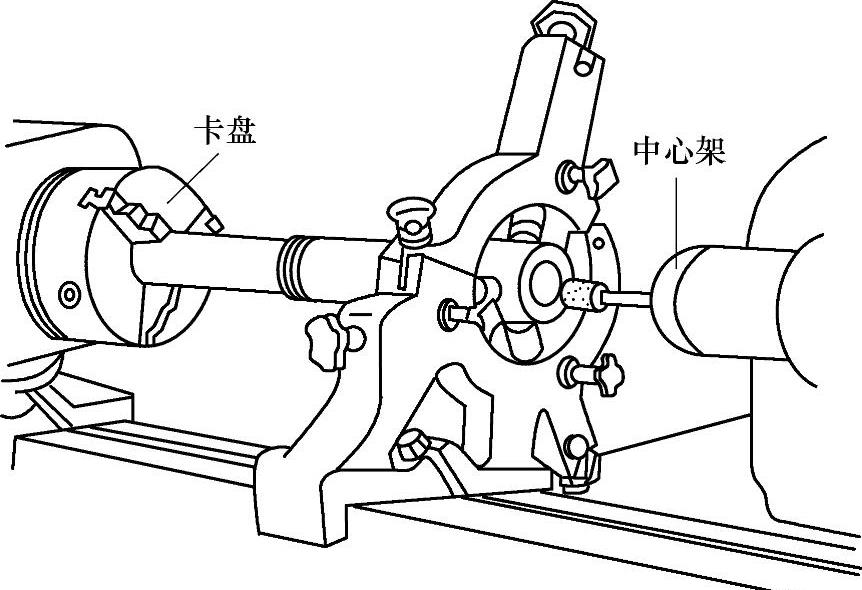
图5⁃44 用卡盘与中心架装夹工件
【技能训练7】 磨削平面
1.操作内容
在平面磨床上,将100mm×80mm×40mm的方形工件安装在磁力吸盘上,完成其上表面的磨削加工。
2.操作步骤
(1)平面磨削的准备工作
1)合上总电源,起动总开关,按液压泵开关,起动液压开关,使液压油充满各需要处。
2)调整工作台行程挡块至最大行程。
3)工作台自动纵向进给。沿顺时针方向扳动工作台调速手柄,使工作台从慢到快进行直线往复运动。扳动角度越大,工作台纵向进给速度越快,反之越小。逆时针扳动手柄可复位,工作台停止进给。
4)在液压泵工作至少3min后,起动砂轮。使主轴旋转,先慢后快,在砂轮高速运转、工作台空载的情况下,使磨床运行2~5min,完成磨床的预热。
(2)磨削加工的基本过程
1)对待加工零件去除毛刺及杂物,擦拭干净,然后清理工作台上磁力吸盘的表面。
2)把清理干净的工件置于磁力吸盘上,选择好合适的挡铁,置于工件左右,按下电磁开关。用铜棒轻击左、右挡铁,清除左、右挡铁与工件间的间隙,使挡铁和工件间的结合面以最大面积接触。
3)根据实际需要,调整左、右行程控制挡块的位置,控制工作台左右移动的行程。
4)按下砂轮运转控制开关(高速),使砂轮旋转,摇动砂轮垂直进给手轮(磨床正面右边手轮),使旋转砂轮向下作垂直移动,让砂轮逐渐靠近工件。即将接触时,开动横向、纵向自动进给,使高速旋转的砂轮在工件被加工表面的上边作前后左右移动,同时继续进行缓慢的垂直进给,见有火花射出时立即停止垂直进给,并记下垂直进给手轮上的刻度。(https://www.xing528.com)
5)在垂直进给手轮上控制磨削深度,这里需要特别注意,磨削加工的最大危险是:在加工时,若一次进给量(磨削深度)太大,会导致高速旋转的砂轮爆裂,砂轮碎块飞出伤人。开始时进给量可稍大些,但即将磨削至要求尺寸时,为了提高被加工面的表面质量,进给量就应取精磨时的磨削深度。精磨钢件时,进给量取0.005~0.02mm;精磨铸铁件时,进给量取0.02~0.05mm。
6)当余量只剩0.01~0.02mm时,停止垂直进给,但磨床还应继续工作,直到看不见火花。
7)当砂轮横向退回时,按下砂轮停止开关,使砂轮停转;逆时针扳回工作台,起动调速手柄(磨床正面中间的手柄),使工作台停下;关闭磁力吸盘,取下工件,将工件放于退磁器上退磁。
3.操作注意事项
1)加工前,先将工件擦拭干净并去除毛刺,再将工作台上的磁力吸盘表面清理干净。
2)开机前检查砂轮是否有裂纹。
3)严格控制垂直进给量的大小,避免因磨削深度太大而导致砂轮爆裂,砂轮碎块飞出伤人。
【技能训练8】 磨削台阶轴
1.操作内容
在万能外圆磨床上,用纵向磨削法磨削图5⁃45所示的台阶轴,要求合理选择磨削用量,掌握工作台的找正方法。
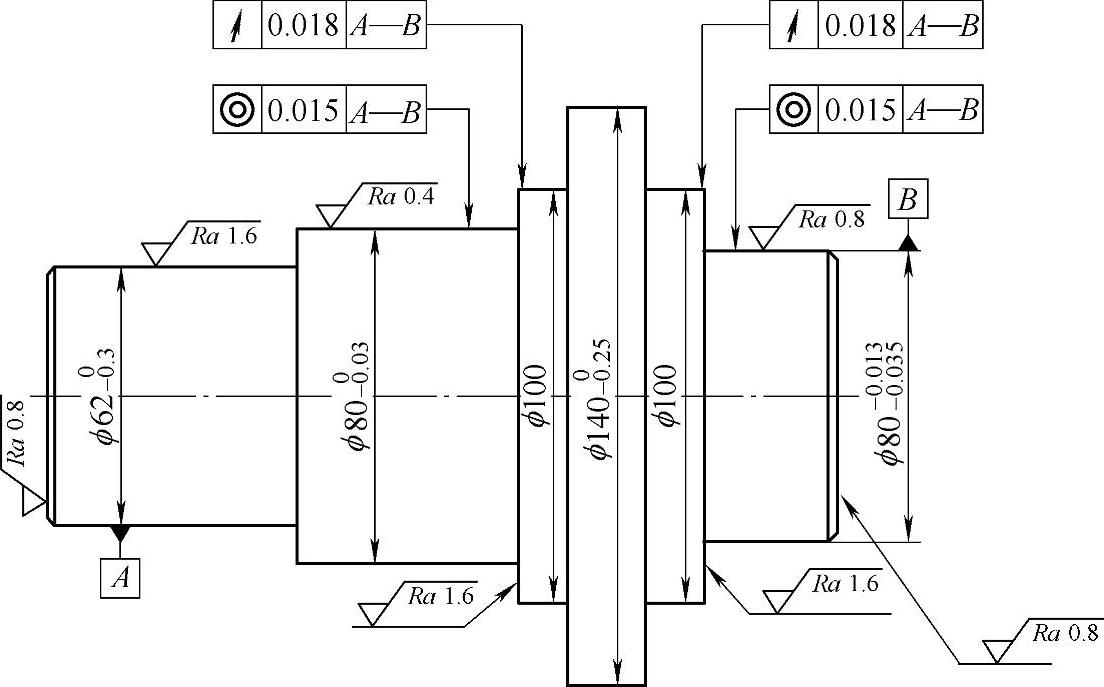
图5⁃45 台阶轴零件
2.操作步骤
1)根据工件的长度,调整头架、尾架距离,工件在两顶尖间的松紧程度应适当。
2)在台阶轴的一端(小台阶外圆处)装上大小合适的夹头。
3)擦净工件中心孔,并加注润滑油,擦净两顶尖,将工件安装在两顶尖之间。
4)调整拨杆位置,使拨杆能带动工件旋转。
5)调整工作台行程挡铁位置(按工件所需磨削长度调整)。
6)测量工件尺寸,计算磨削余量,检查圆柱度误差值。
7)对刀试磨,逐步找正工件圆柱度。
8)磨去余量,使尺寸符合图样要求。
3.操作注意事项
1)调整工作台找正工件圆柱度时,调整螺钉的转动量不宜过大,应微量转动调整螺钉。反向转动调整螺钉时,应注意消除间隙。
2)调整工件圆柱度前,砂轮应退离工件远一些(大于50mm),以防砂轮与工件相撞。
3)上工作台调整后,砂轮应在工件最大尺寸处吃刀(指所磨的长度内),不能从小尺寸处吃刀,以免工作台纵向移动后火花越来越大,而影响磨削精度,甚至造成事故。
4)为防止工件发热变形,保证工件的精度和表面粗糙度,磨削时必须浇注充足的切削液。
【技能训练9】 磨削薄壁套零件
1.操作内容
磨削图5⁃46所示的薄壁套零件。
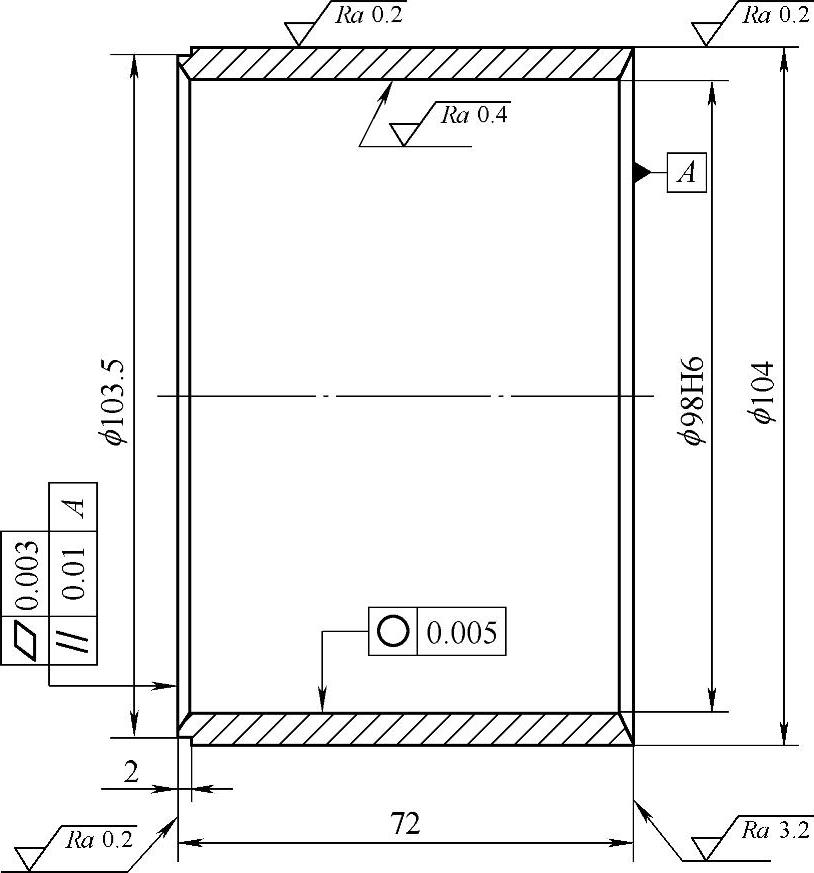
图5⁃46 薄壁套零件
2.操作步骤
1)进行热处理,消除内应力。
2)磨平两端面,控制平行度误差小于0.02mm。
3)粗磨ϕ98H6mm孔。
4)粗磨ϕ104mm外圆。
5)磨平两端面,控制平行度误差小于0.01mm。
6)研磨ϕ103.5mm端面,控制平面度误差小于0.003mm。
7)精磨ϕ98H6mm至尺寸,控制圆度误差小于0.005mm。
8)精磨ϕ104mm外圆至尺寸。
3.操作注意事项
1)粗磨前后对零件进行去应力处理,以消除由热处理、磨削力和磨削热引起的应力变形。
2)工艺上考虑粗磨、精磨分开,以减小背吃刀量和磨削力。
3)改进夹紧方式,减少变形。图5⁃47所示为薄壁套的装夹方法。由于工件靠螺母在端面方向夹紧,而且端面经过研修,平面度精度很高,故工件变形很小。

图5⁃47 薄壁套的装夹方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。