



图5⁃25 用平口钳装夹工件
1.刨水平面
刨水平面时,刀架和刀座均在滑枕端部中间的垂直位置上,如图5⁃27a所示。通过调整工作台,将工件调整到合适位置;通过刀架垂直进给手柄,确定合理的背吃刀量。在调整好行程的前提下,可横向进给进行刨削。
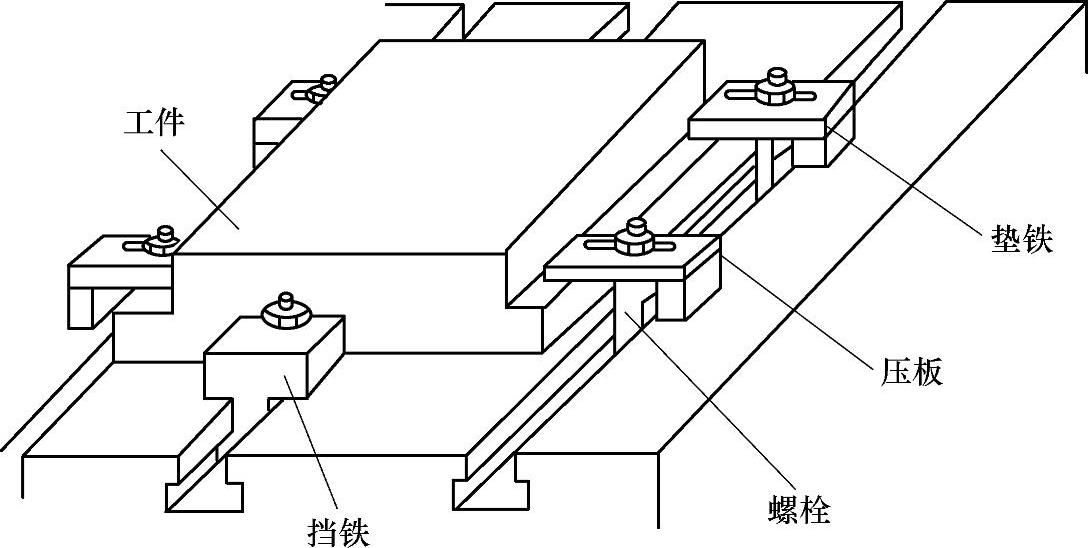
图5⁃26 用压板螺栓装夹工件
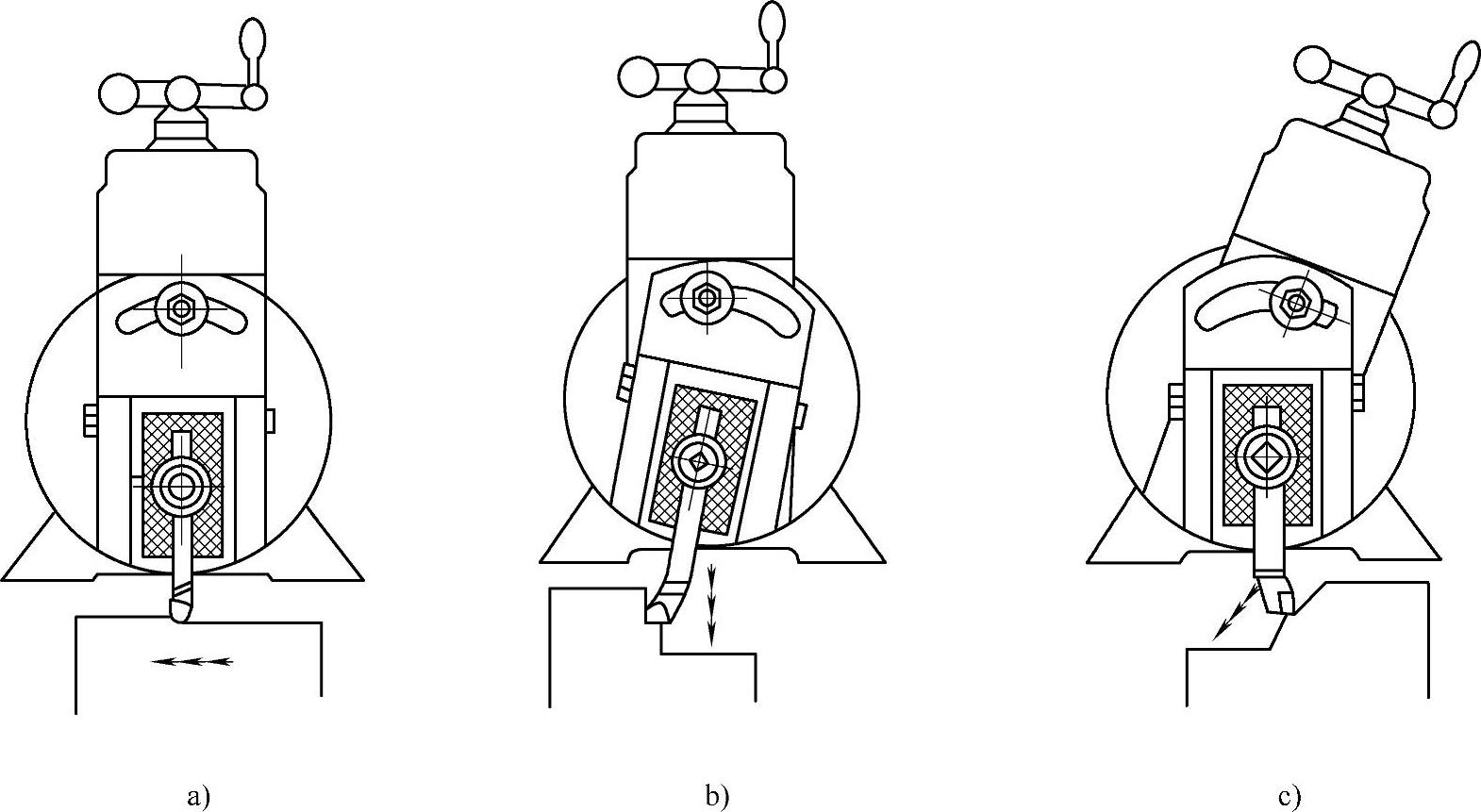
图5⁃27 刨水平面、垂直面、斜面时刀架和刀座的位置
a)刨水平面 b)刨垂直面 c)刨斜面
2.刨垂直面
长工件的端面用刨垂直面的方法加工较为方便。先把刀架转盘的刻度对准零线,再将刀座按一定方向(即刀座上部偏离加工面的方向)偏转10°~15°,如图5⁃27b所示。偏转刀座的目的是使抬刀板在回程中能离开工件的加工面,从而保护已加工表面,减少刨刀的磨损。刨削时可手动进给或自动进给。
3.刨斜面
刨斜面常用的方法是正夹斜刨,即依靠倾斜刀架进行刨削。刀架扳转的角度应等于工件的斜面与铅垂线的夹角。刀座的偏转方法与刨垂直面时相同,如图5⁃27c所示。在牛头刨床上刨斜面时只能手动进给。
4.刨矩形工件
矩形工件(如平行垫铁)要求相对两面互相平行,相邻两面互相垂直。这类工件的加工,既可采用铣削又可采用刨削。当采用平口钳装夹时,无论是铣削还是刨削,加工过程均按照图5⁃28所示的步骤进行。
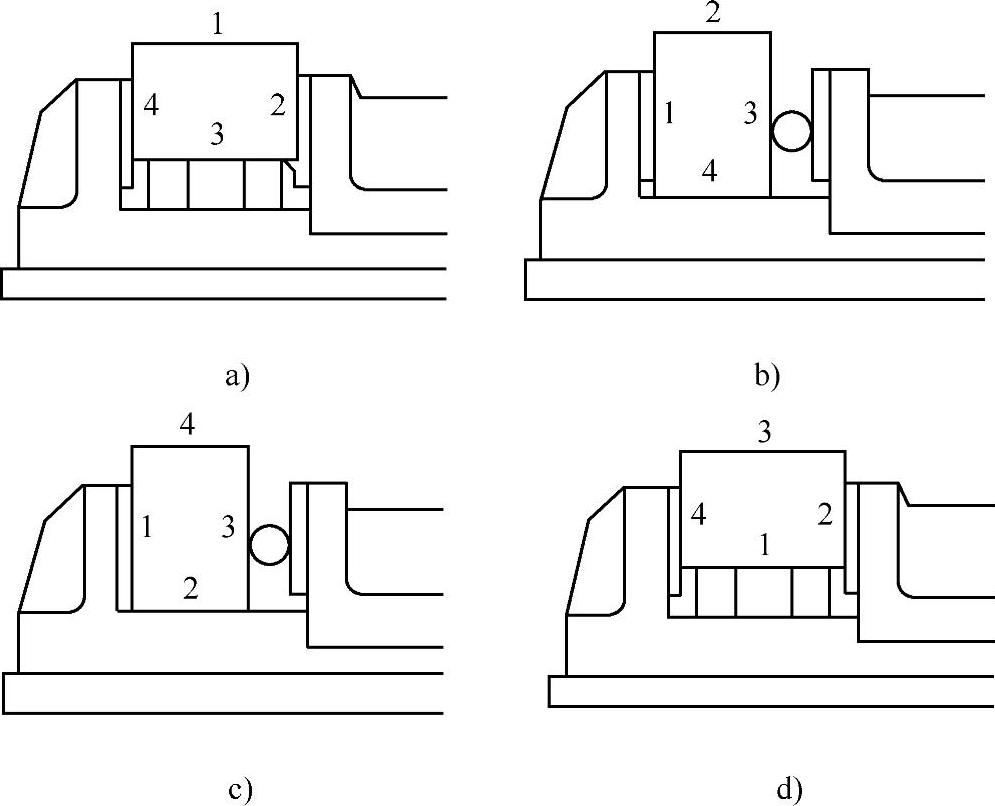
图5⁃28 刨削矩形工件前四个面的步骤
1)刨出平面1,并将其作为精基准面,如图5⁃28a所示。
2)将平面1作为基准面贴紧固定钳口,在活动钳口与工件之间的中部垫一圆棒后夹紧,加工平面2(图5⁃28b)。
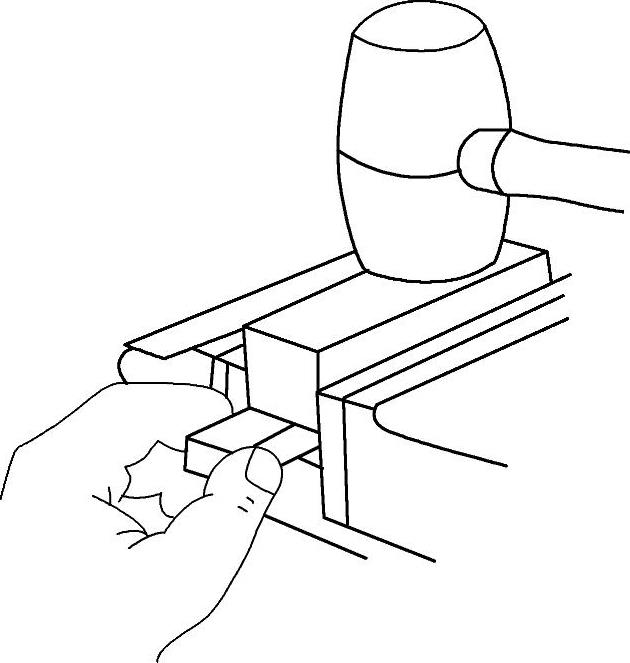
3)平面2朝下,用与步骤2)相同的方法使基准面1紧贴固定钳口。夹紧时,用锤子轻敲工件,使平面2紧贴平口钳底面,夹紧后即可加工平面4(图5⁃28c)。
4)将平面1放在平行垫铁上,工件直接夹在两钳口之间。夹紧时用锤子轻轻敲打,使平面1与垫铁贴实。夹紧后加工平面3(图5⁃28d)。
【技能训练5】 利用靠胎刨正六边形
1.操作内容
工件为六边形,靠胎的夹角θ=120°,如图5⁃29a所示。
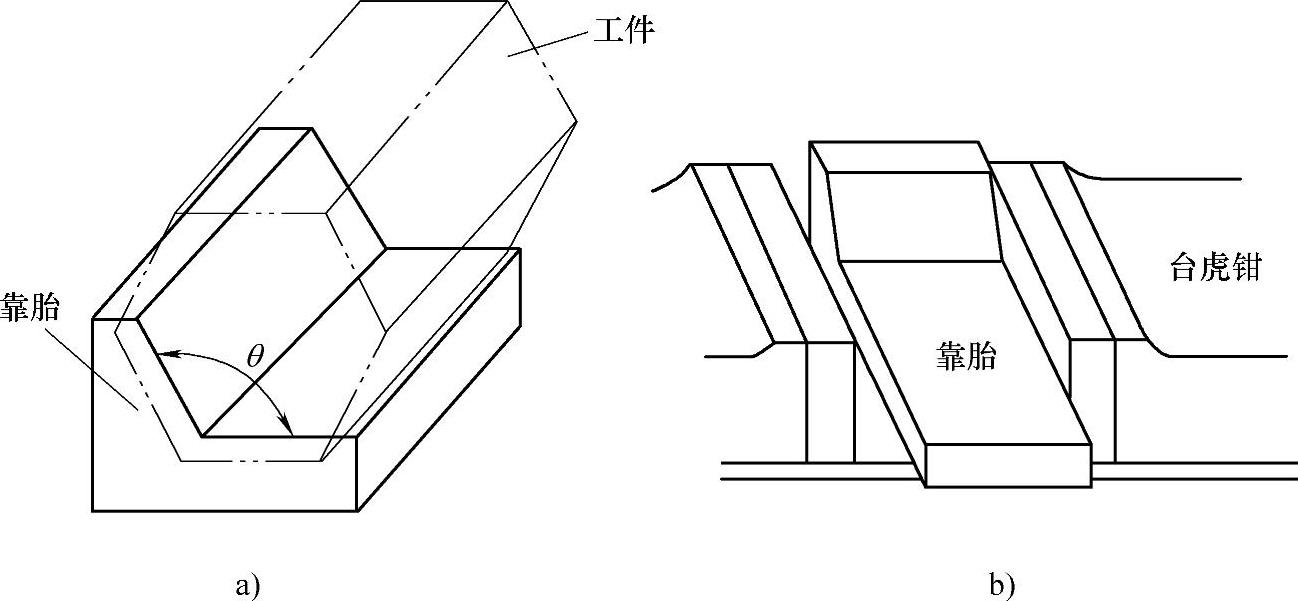
图5⁃29 利用靠胎刨正六边形(https://www.xing528.com)
2.操作步骤
1)先用刨水平面的方法刨出工件的表面1,如图5⁃30a所示。
2)将靠胎放在台虎钳内的底平面上或平行垫铁上,并使工件表面1贴紧靠胎的斜面。夹紧时,夹住工件的两端面,刨削表面3,如图5⁃30b所示。
3)使表面3贴紧靠胎的斜面,并将它夹紧,刨削表面5,如图5⁃30c所示。
4)把靠胎去掉。依次使表面l、3和5贴紧台虎钳底平面或平行垫铁,用刨平面的方法分别刨出表面4(图5⁃30d)、表面6(图5⁃30e)和表面2(图5⁃30f)。
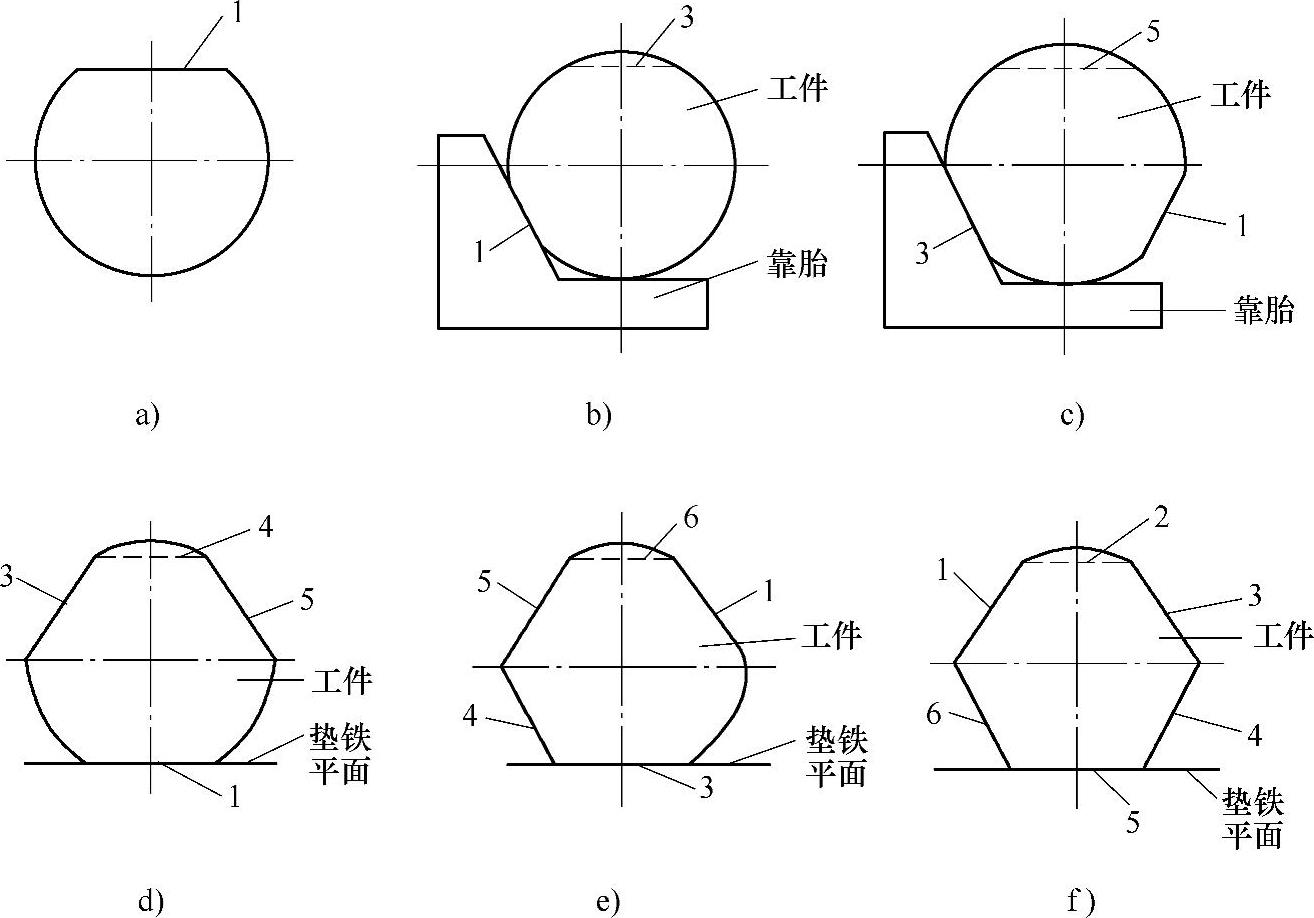
图5⁃30 使用靠胎刨正六边形的步骤
【技能训练6】 刨V形槽
1.操作内容
图5⁃31所示的V形铁是钳工划线工具。其毛坯材料为灰铸铁,尺寸为128mm×92mm×68mm。V形槽已铸出,留4mm加工余量。
单件生产,在牛头刨床上用平口钳装夹,用平面刨刀、偏刀、切刀进行刨削。
测量用量具为游标卡尺、直角尺和游标万能角度尺。
2.操作步骤
1)以A面为基准,用平面刨刀刨平面B,至尺寸64mm。
2)以已加工的B面为基准,紧靠平口钳的固定钳口,用平面刨刀刨平面C,至尺寸88mm。
3)以B面为基准,用平面刨刀刨平面A,至尺寸84mm。
4)以B面为基准,紧靠平口钳导轨面平行垫铁,用平面刨刀刨平面D,至尺寸60mm。
5)将平口钳的固定钳口调整至与刀具行程方向相垂直,将工件紧贴平口钳导轨面,用偏刀刨端面E,至尺寸124mm。
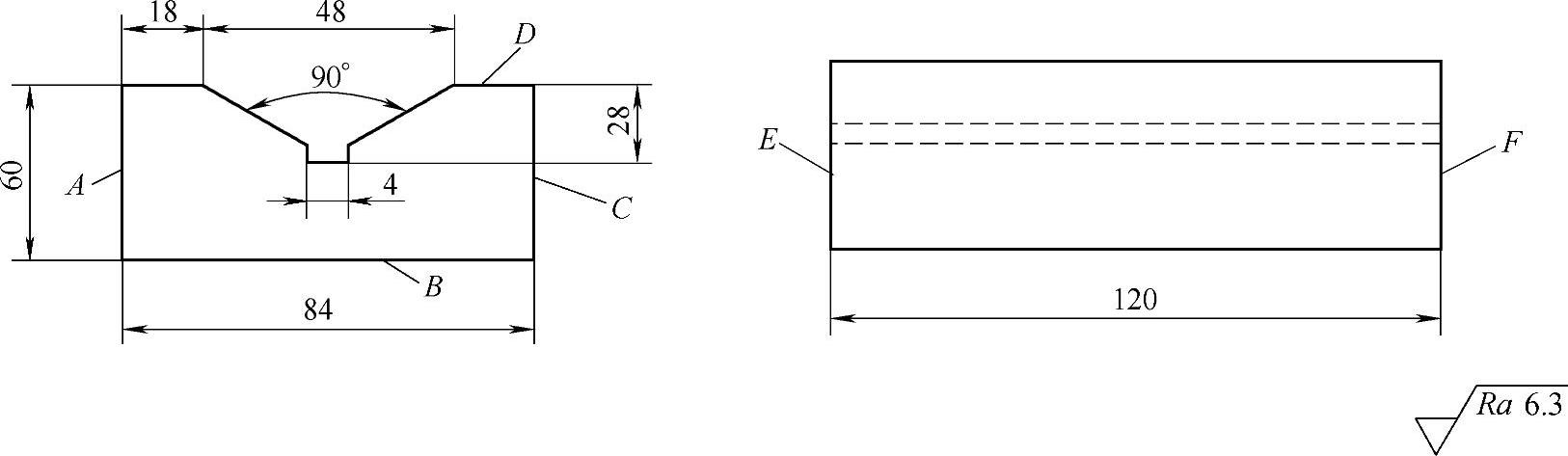
图5⁃31 V形铁
6)用上述刨垂直面的方法用偏刀刨端面F,至尺寸120mm。
7)划线后用切刀刨直槽,槽宽4mm,槽底面至D面的距离为28mm。
8)用左偏刀刨V形槽的右侧斜面。
9)用右偏刀刨V形槽的左侧斜面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。