



铣削工作范围很广,这里只介绍常用的几种铣削方法。
1.铣水平面和垂直面
铣平面可在卧式铣床或立式铣床上进行,如图5⁃9所示。图5⁃9a所示为镶齿面铣刀在立式铣床上铣削水平面;图5⁃9b所示为镶齿面铣刀在卧式铣床上铣削垂直面;图5⁃9c所示为立铣刀在立式铣床上铣削内凹平面;图5⁃9d所示为圆柱铣刀在卧式铣床上铣削平面;图5⁃9e所示为立铣刀在立式铣床上铣削台阶面;图5⁃9f所示为三面刃铣刀在卧式铣床上铣削台阶面。
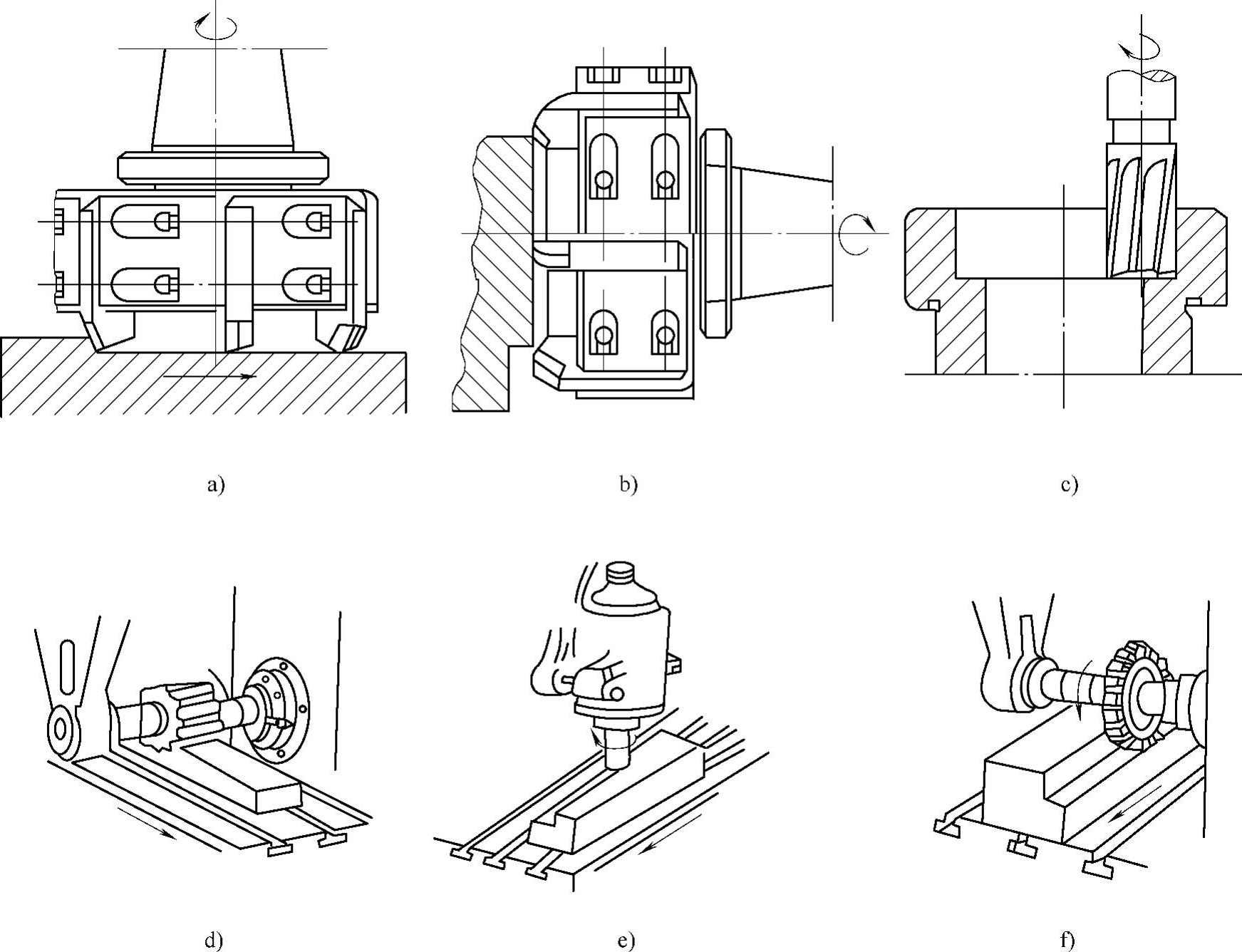
图5⁃9 铣水平面和垂直面
2.铣斜面
斜面虽属平面,但其铣削方法与铣削一般水平面和垂直面有较大的差别。铣削斜面常用的方法有下面三种:
(1)使用斜垫铁铣斜面 如图5⁃10a所示,在工件基准面下垫一块斜角与工件加工面斜度相同的斜垫铁,即可铣出所需的斜面。这种铣削方法一般采用平口钳装夹。
(2)利用分度头铣斜面 如图5⁃10b所示,在一些圆柱形工件上加工斜面时,可利用分度头装夹工件,将分度头主轴转动一定角度后即可进行铣削。
(3)偏转铣刀铣斜面 如图5⁃10c所示,偏转铣刀可在主轴能回转一定角度的立式铣床上实现,也可在卧式铣床上利用万能铣头实现。
3.铣沟槽
在铣床上能加工的沟槽如图5⁃11所示。需要指出的是,在铣削燕尾槽和T形槽之前,应先用立铣刀或三面刃铣刀铣出宽度合适的直角槽。下面只介绍键槽和圆弧槽的铣削方法。
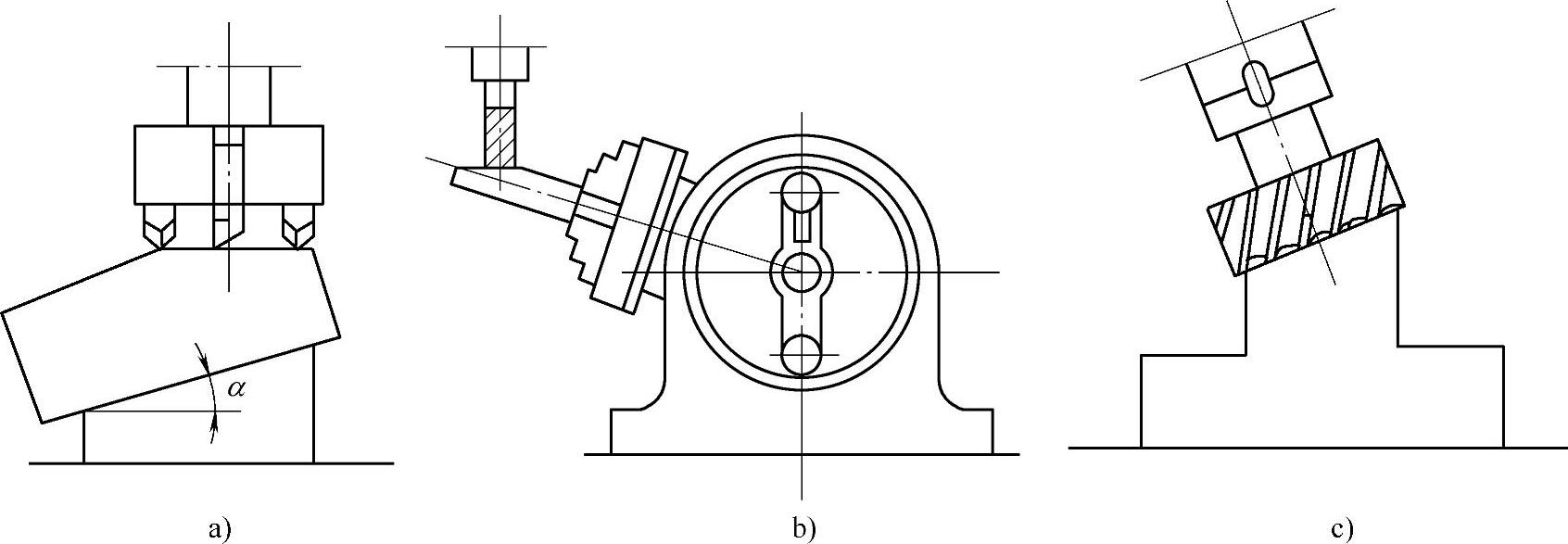
图5⁃10 铣斜面
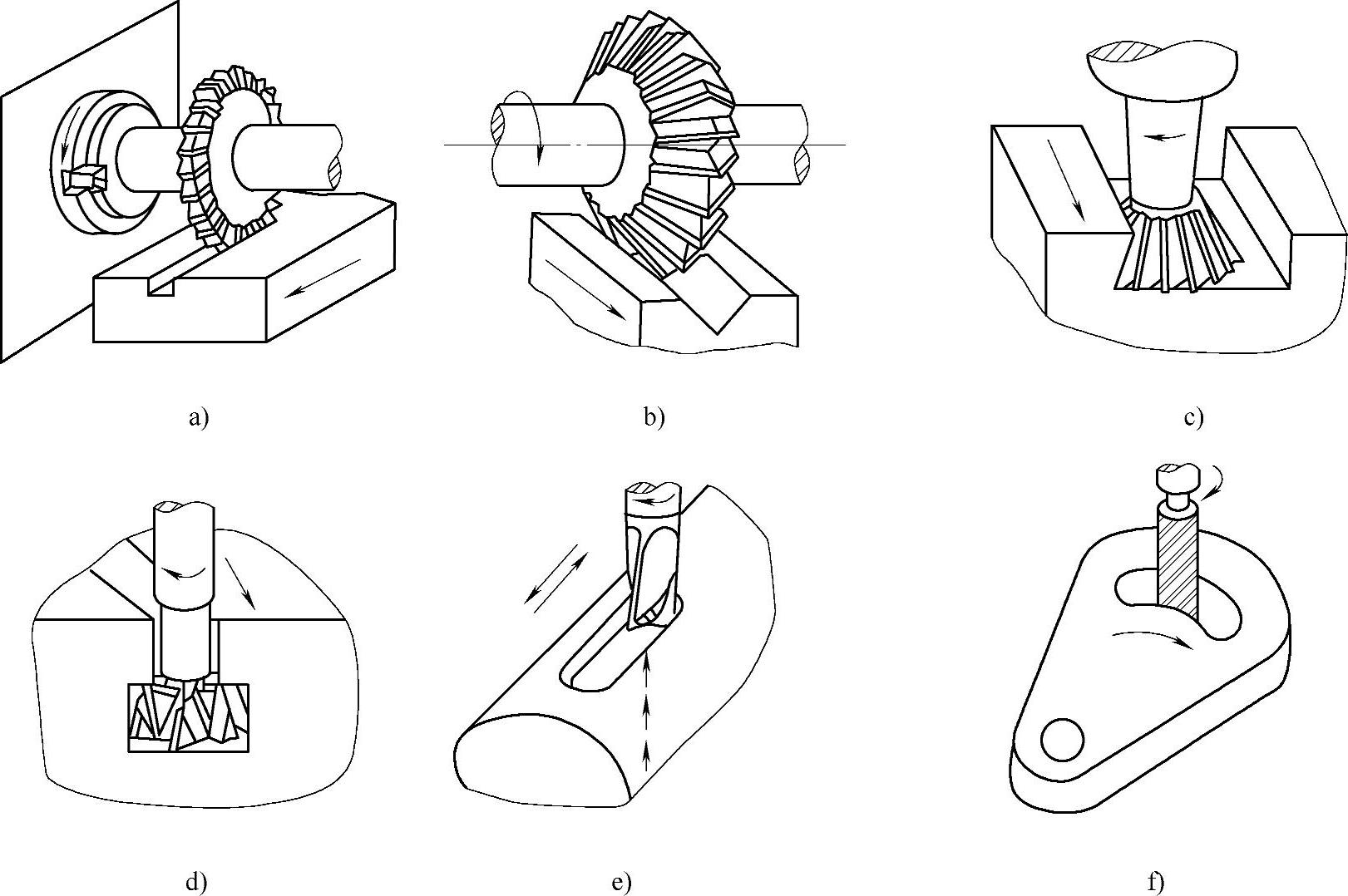
图5⁃11 铣沟槽
a)三面刃铣刀铣直角槽 b)角度铣刀铣V形槽 c)燕尾槽铣刀铣燕尾槽 d)T形槽铣刀铣T形槽 e)键槽铣刀铣键槽 f)立铣刀铣圆弧槽
(1)铣键槽 对于封闭式键槽,单件生产一般在立式铣床上进行,用平口钳装夹工件,如图5⁃12a所示。由于平口钳不能自动对中,故工件需要找正。批量生产时,常在键槽铣床上加工键槽,工件多用轴用虎钳装夹,如图5⁃12b所示。轴用虎钳的优点是可以自动对中,工件不需要找正。
(2)铣圆弧槽 铣圆弧槽要使用铣床附件圆形工作台,如图5⁃13所示。工件直接用压板螺栓或通过自定心卡盘安装在圆形工作台上。安装工件时,必须使工件上圆弧槽的中心与圆形工作台的回转中心重合。摇动圆形工作台手轮带动工件作圆周进给运动,即可铣出圆弧槽。
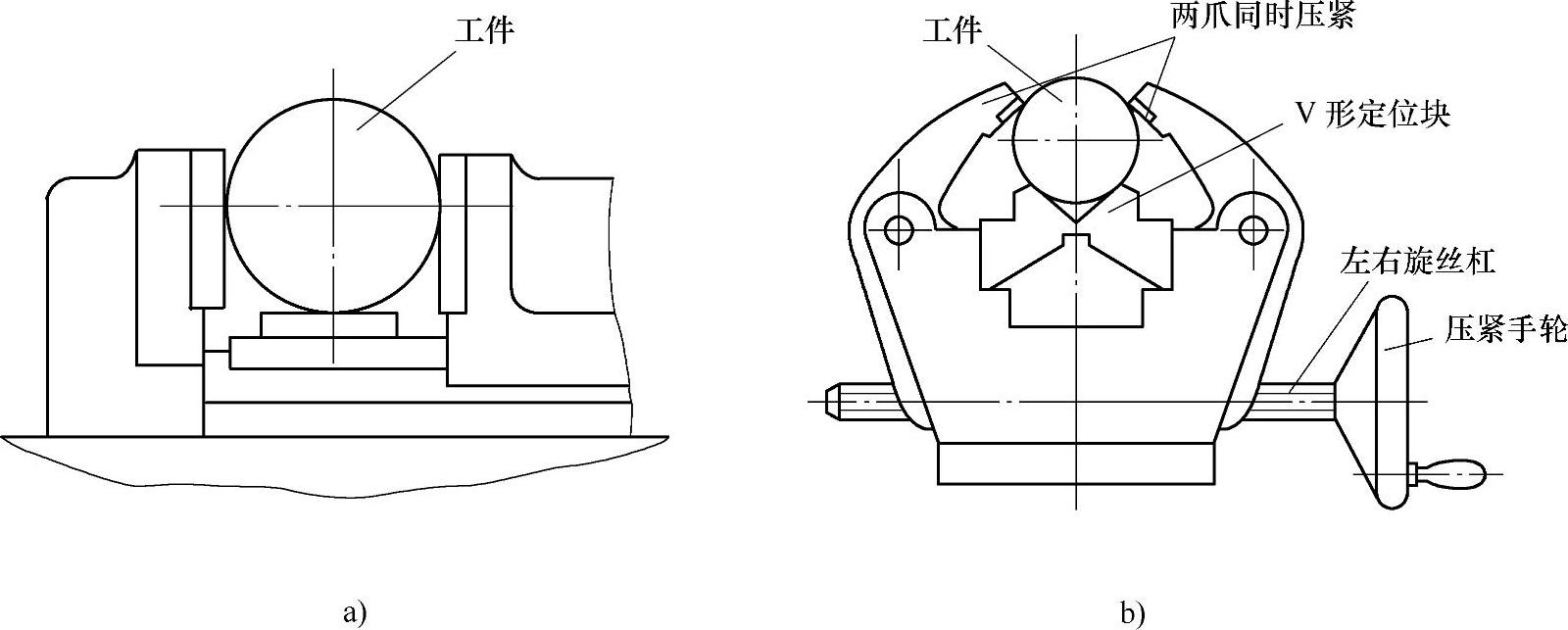
图5⁃12 铣轴上键槽工件的装夹方法
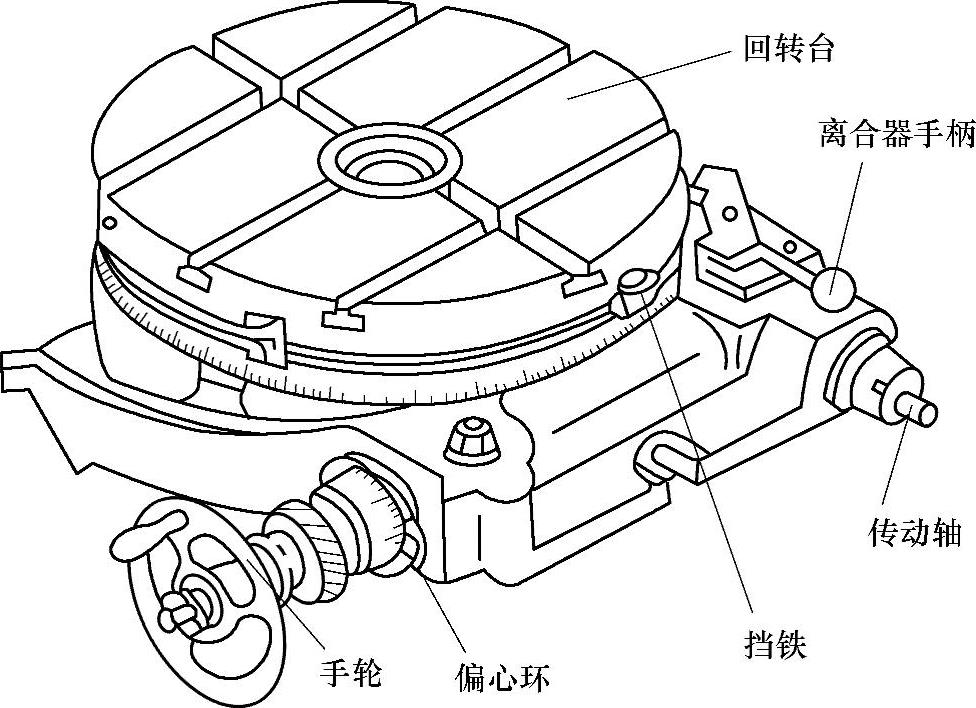
图5⁃13 圆形工作台
4.铣分度件
在铣削加工中,经常遇到铣六方面、齿轮的齿形和花键轴的键槽等工作。这时,工件每铣过一面或一个槽之后,需要转过一定角度再铣下一个面或下一个槽,这种工作称为分度。分度工作常在万能分度头上进行。
【技能训练1】 铣削平面
1.选择基准面及确定加工步骤
图5⁃14所示为一个矩形零件,材料为45钢,表面粗糙度值为Ra3.2μm,各面铣削余量为5mm。面1为主要设计基准A,遵循基准重合的原则,现选面1作为定位基准面。
矩形零件的加工顺序如图5⁃15所示。为了保证各项技术条件,加工中应注意以下几点:
1)先加工基准面1,然后以面1为定位基准面。
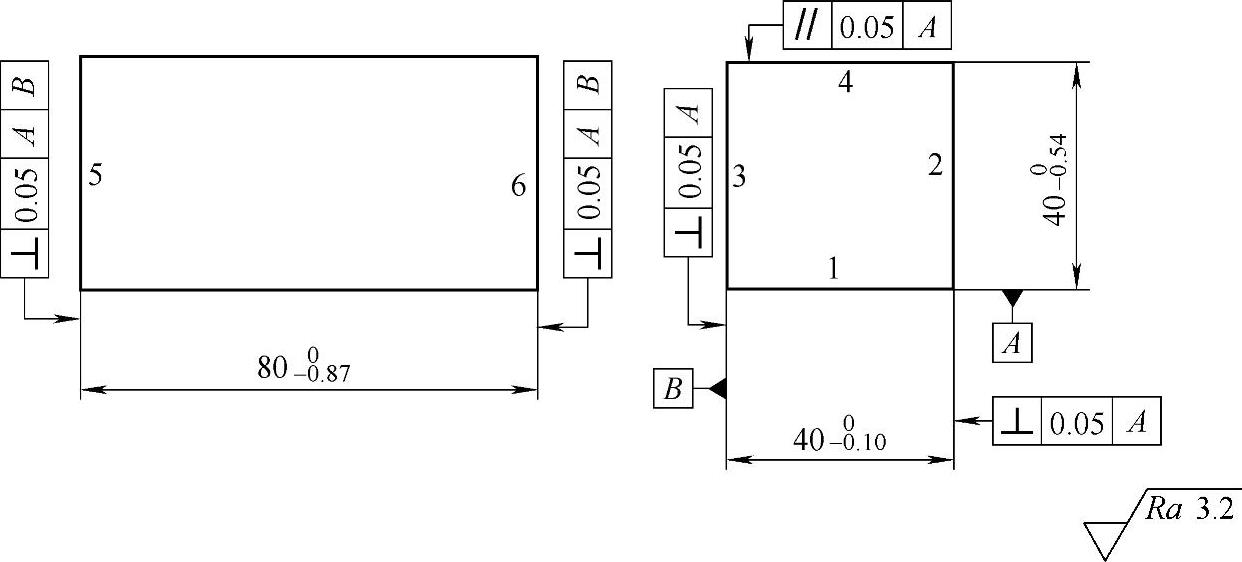
图5⁃14 矩形零件
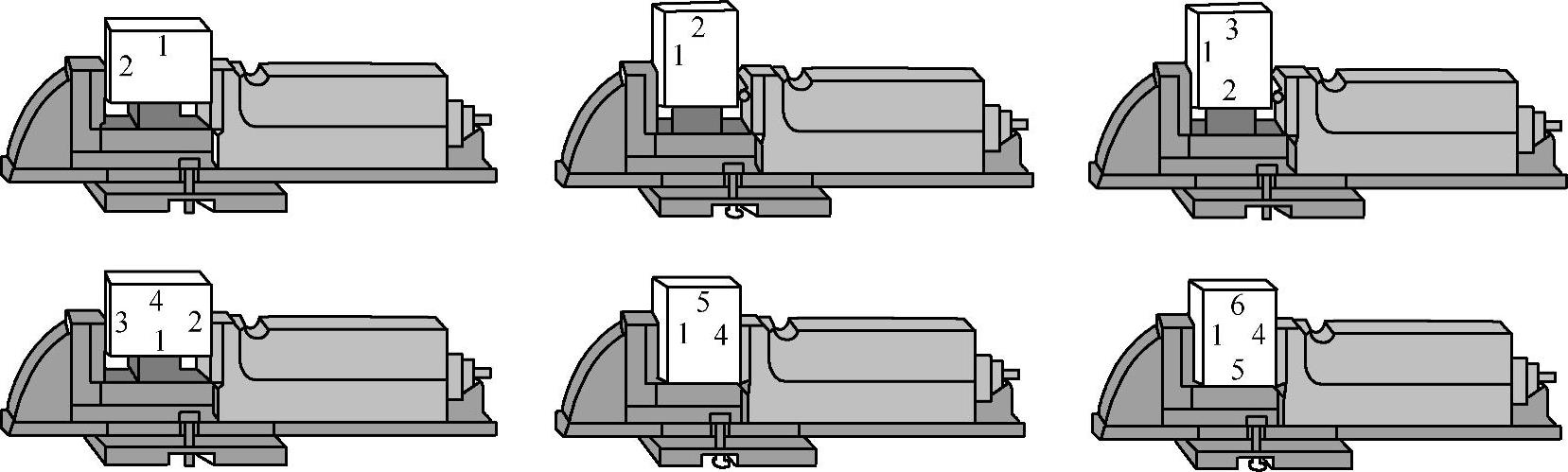
图5⁃15 矩形零件的加工顺序
2)加工面2、面3时,既要保证其与面1的垂直度,又要保证面2、面3的尺寸精度。
3)加工面5、面6两个端面时,为了保证其与面1、面3两基准面均垂直,除了使面1与固定钳口贴合外,还要用直角尺校正面3与工作台台面的垂直度。
2.选择刀具和铣削用量
(1)选择铣刀 根据工件尺寸和材料,可选用直径为80mm的面铣刀,铣刀切削部分材料采用YG8硬质合金。
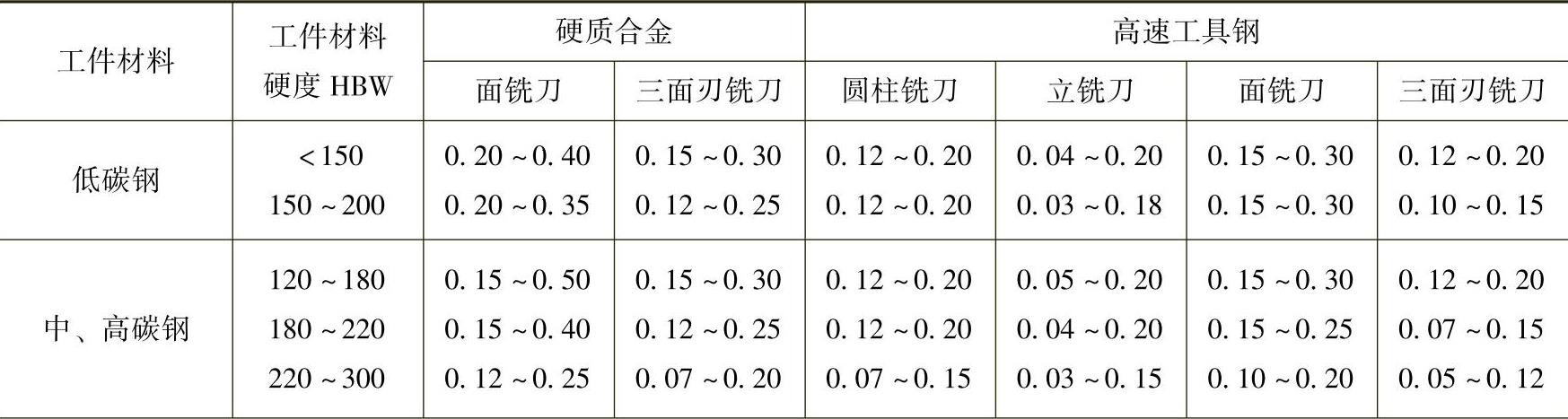
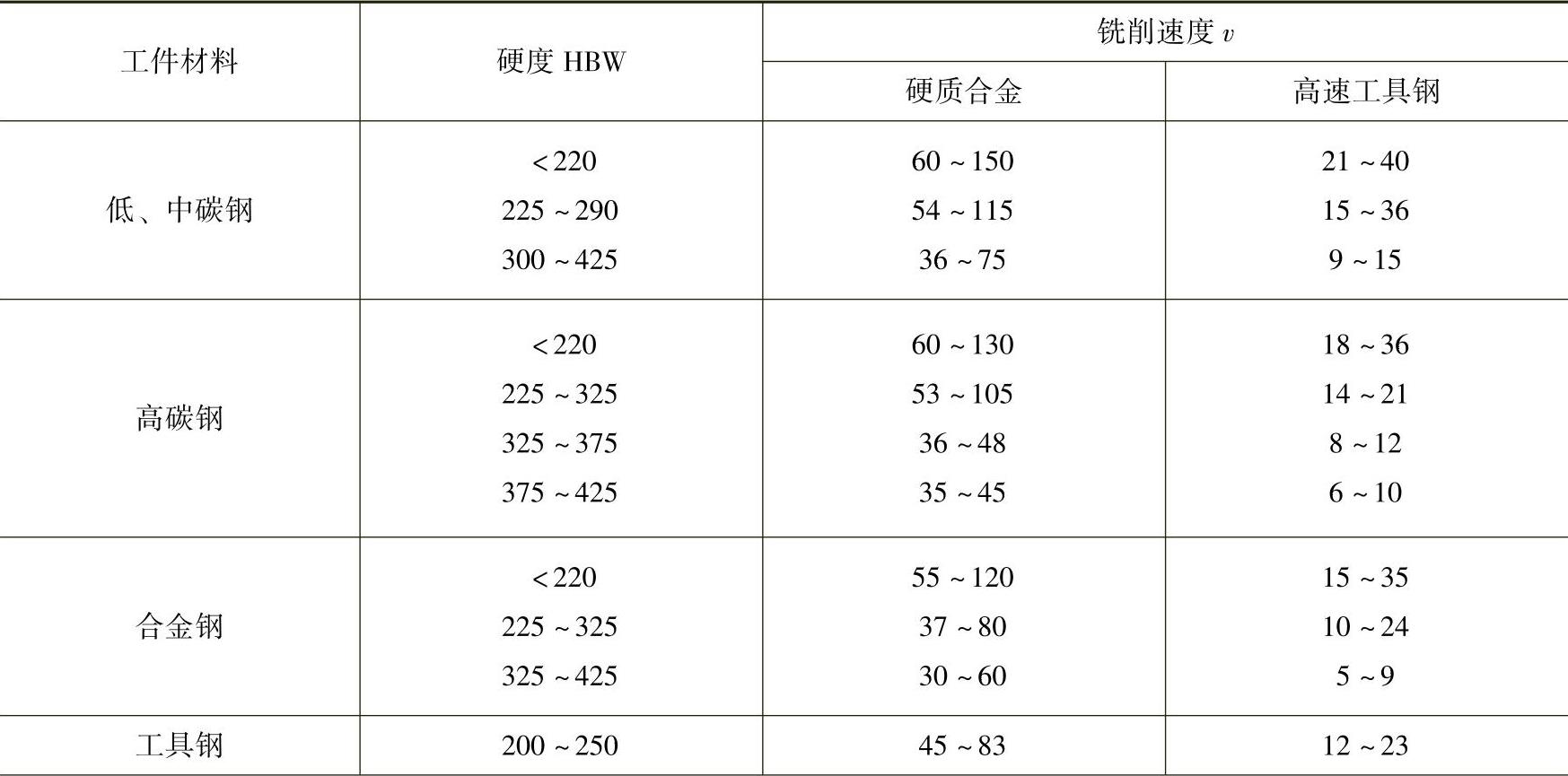
(2)选择铣削用量 材料按中等硬度考虑,根据表5⁃1和表5⁃2选得:铣削层深度ap=5mm,每齿进给量af=0.15mm/z,铣削速度v=80mm/min。经计算,取n=300r/min,vf=190mm/min。
表5⁃1 每齿进给量推荐值 (单位:mm/z)
(续)
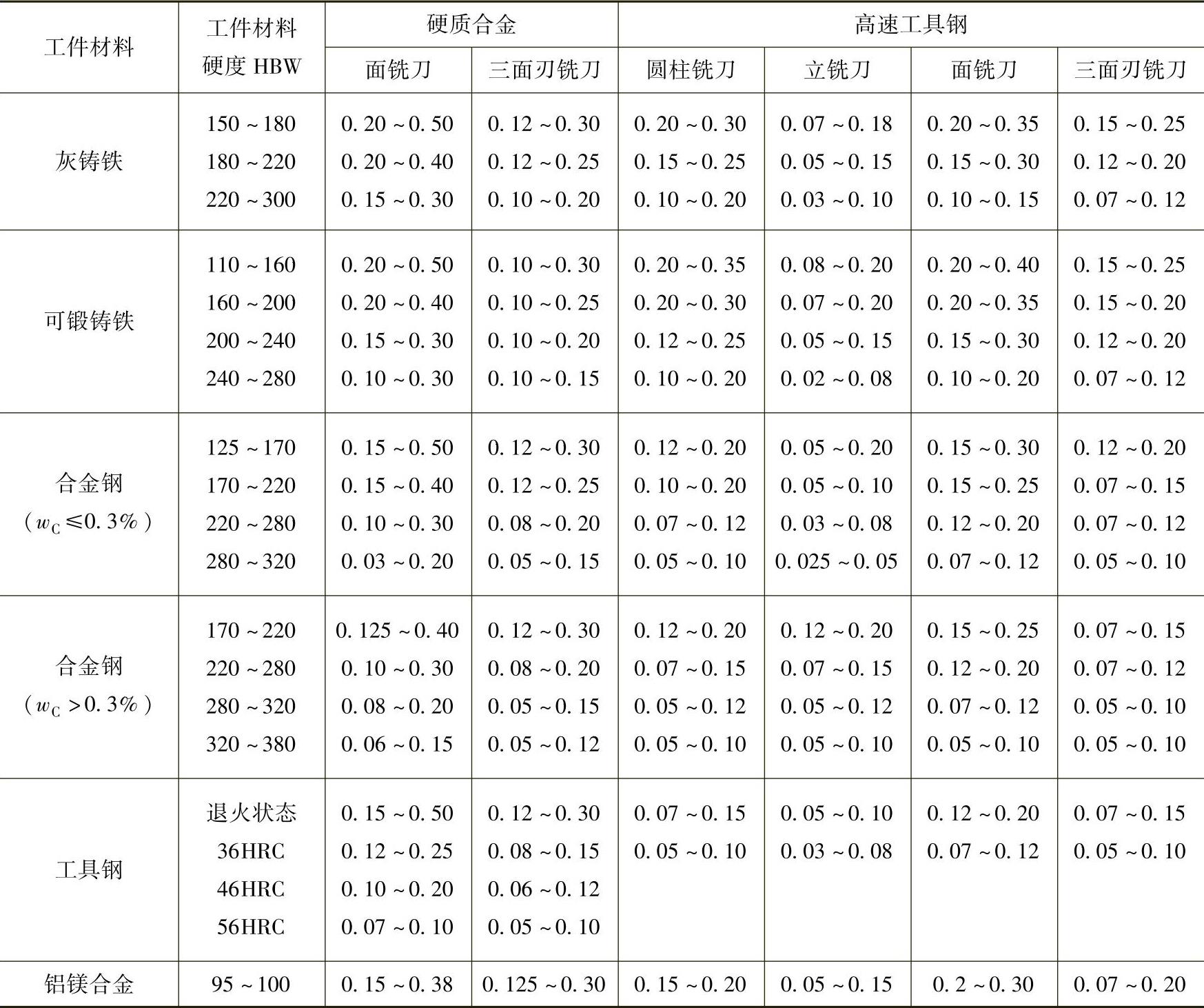
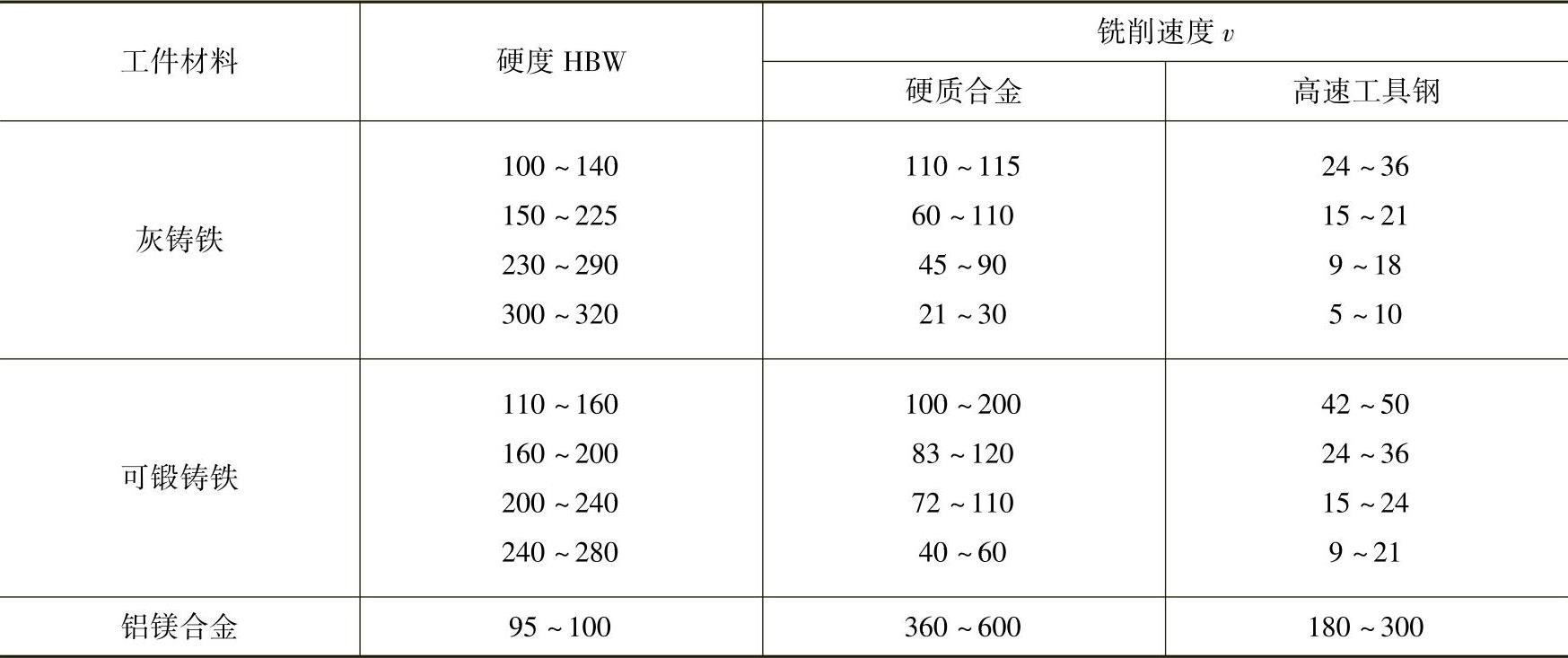
表5⁃2 铣削速度推荐数值 (单位:mm/min)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
【技能训练2】 铣削台阶
图5⁃16所示为台阶式键零件图,在X6132型铣床上加工时,其加工步骤如下。
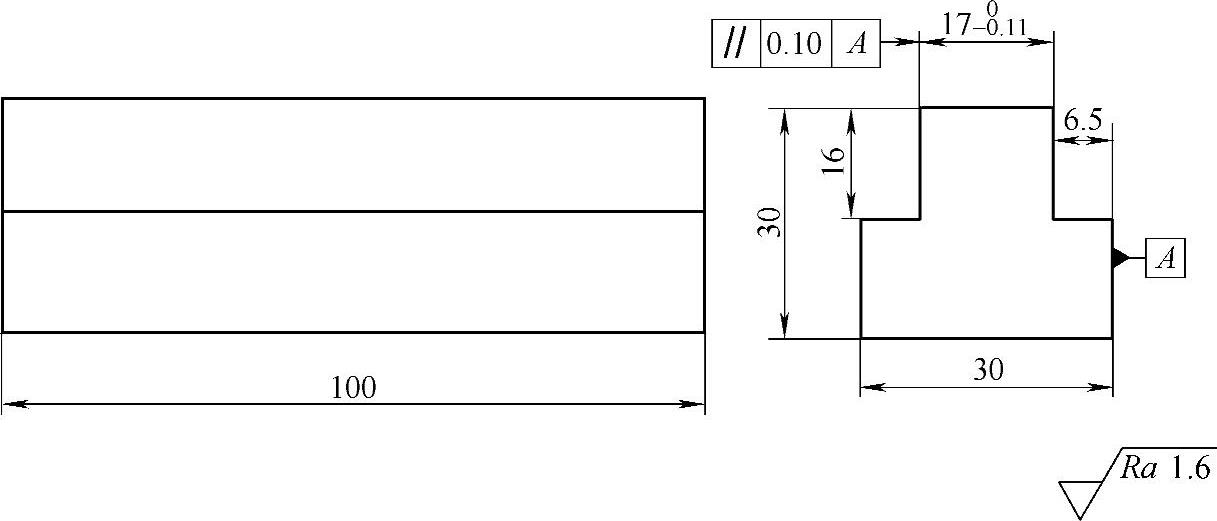
图5⁃16 台阶式键零件图
(1)选择铣刀 根据台阶尺寸6.5mm×16mm,选用规格为80mm×10mm×27mm、齿数为18的错齿三面刃盘铣刀。
(2)选择铣削用量 根据尺寸精度、表面粗糙度及工件加工余量,选择ap=16mm,af=0.04mm/z,v=28mm/min。经计算,n=118r/min,vf=75mm/min。
(3)工件装夹与校正 工件用平口钳装夹,并先校正固定钳口。然后将基准面A紧贴固定钳口并夹紧,以保证平行度∥0.10A的要求。
(4)对刀 采用擦边法,步骤如下:
1)调整铣削宽度,在基准面A上贴纸擦边后,横向移动6.5mm。
2)调整铣削深度,在工件上平面贴纸擦边后,工作台上升16mm。
(5)铣削 铣完第一个台阶侧面后,工作台横向移动(10+17)mm=27mm。因铣刀有摆动,一般可多摇一些,试切测量后再作调整,以保证尺寸17-00.11mm,然后铣出第二台阶侧面。
(6)检测 用游标卡尺测量尺寸,用百分表和平板测量平行度要求。
【技能训练3】 铣削直角沟槽
加工图5⁃17所示零件的内沟槽。在立式铣床上用平口钳装夹工件,加工步骤如下。
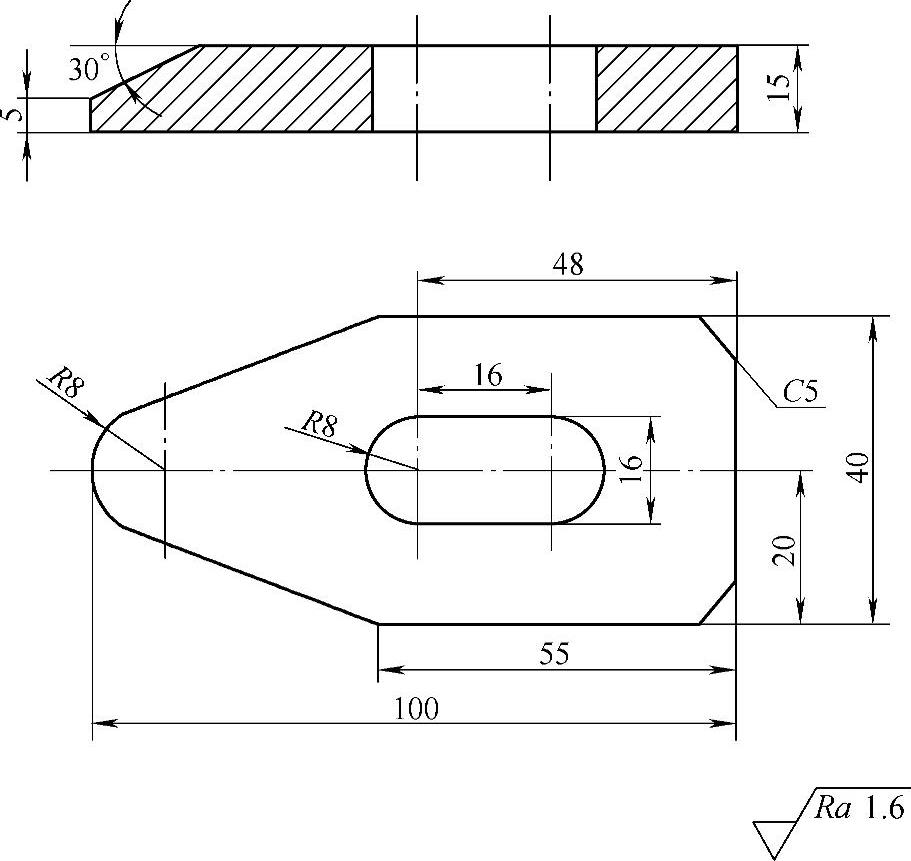
图5⁃17 内沟槽零件
(1)选择铣刀 因槽宽尺寸要求不高,铣刀直径可以等于槽宽尺寸,选择D=16mm的立铣刀。
(2)选择铣削用量 由于铣刀直径较小,铣削深度相对较深,故af不宜过大,选取af=0.03mm/z,v=19mm/min,计算得vf=30mm/min,n=375r/min。
(3)对刀和铣削 先用ϕ6mm的钻头钻落刀孔,按划线对刀,然后进行铣削,保证尺寸48mm、16mm、20mm。
(4)检测 用游标卡尺测量全部尺寸,应达到图样要求。
【技能训练4】 铣削键槽
1.图样分析
键槽零件如图5⁃18所示,毛坯为圆棒料,经精车或磨削加工。单件加工,采用平口钳装夹。轴槽宽度的尺寸公差等级为IT9级,表面粗糙度值为Ra3.2μm。封闭键槽选用键槽铣刀ϕ10mm、ϕ12mm各1把,在立式铣床上加工;半通键槽选用盘形槽铣刀80mm×12mm×27mm或相同的三面刃铣刀在卧式铣床上加工。
2.在立式铣床上铣封闭键槽
1)安装、校正平口钳,安装键槽铣刀。
2)调整铣削用量,取n=475r/min,ap=2~3mm,手动进给铣削。
3)试铣,检查铣刀尺寸。
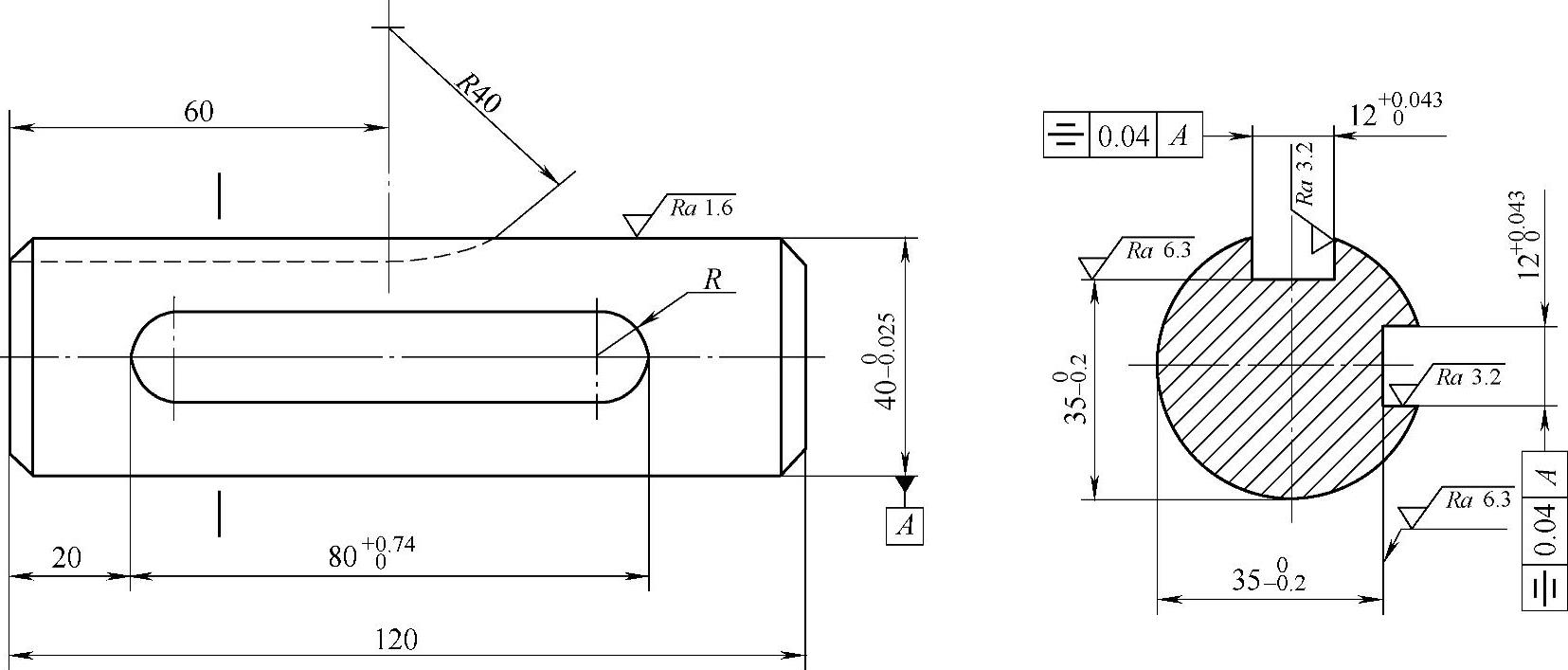
图5⁃18 键槽零件
4)用杠杆百分表调整对中心,校正工件。
5)铣削封闭键槽。先用ϕ10mm键槽铣刀分层粗铣,槽深留余量0.2mm,槽两端各留余量0.5mm;换ϕ12mm键槽铣刀,精铣至要求尺寸。
6)测量合格后卸下工件。
3.在卧式铣床上铣半通键槽
1)安装、校正平口钳。
2)安装80mm×12mm×27mm的盘形槽铣刀或三面刃铣刀。
3)调整铣削用量,取n=95r/min,vf=47.5mm/min,ae=槽深(一次铣到深度)。
4)安装工件和铣刀,试铣,检查铣刀尺寸。
5)用擦侧面法调整对中心,校正工件;铣槽。
6)测量合格后卸下工件。
4.操作注意事项
1)使用直柄铣刀加工时,铣刀应装夹牢固,以免在铣削过程中掉刀,破坏槽深尺寸。
2)使用直径较小的铣刀加工时,进给量不宜过大,以免产生严重的让刀现象而造成废品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。