



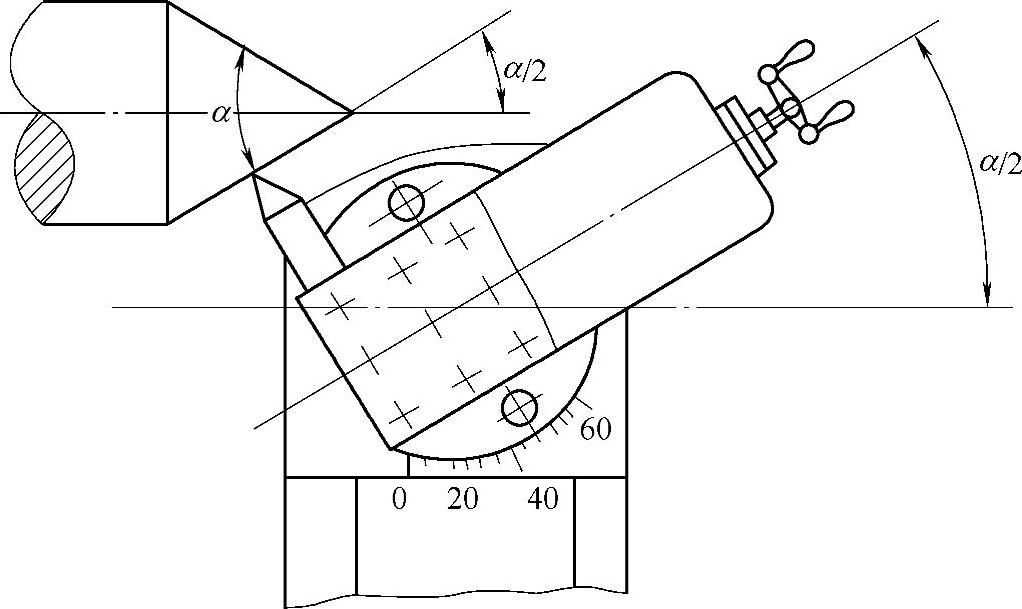
图4⁃31 小刀架转位法车圆锥面
1.车圆锥面的方法
(1)小刀架转位法 小刀架转位法车圆锥面如图4⁃31所示。根据零件的圆锥角α,将小刀架下面的转盘顺时针或逆时针扳转α/2角后锁紧。切削时采用手动进给,当缓慢而均匀地转动小刀架手柄时,刀尖沿着圆锥面的素线移动,从而加工出所需要的圆锥面。
用小刀架转位法车圆锥面操作简单,可加工任意圆锥角的内、外圆锥面,但加工长度受小刀架行程的限制。另外需要手动进给,劳动强度大,工件表面质量不高,表面粗糙度值为Ra6.3~3.2μm。此法只适用于单件小批生产中精度要求较低和长度较短的圆锥面。
(2)尾座偏移法 对于锥体较长而锥度较小的工件,可采用尾座偏移法进行车削。尾座主要由尾座体和底座两部分组成,如图4⁃32所示。底座靠压板和螺钉紧固在床身上,尾座体在底座上的位置可作横向调节。当松开固定螺钉而拧动两个调节螺钉时,即可使尾座体横向移动一定的距离,如图4⁃33所示。
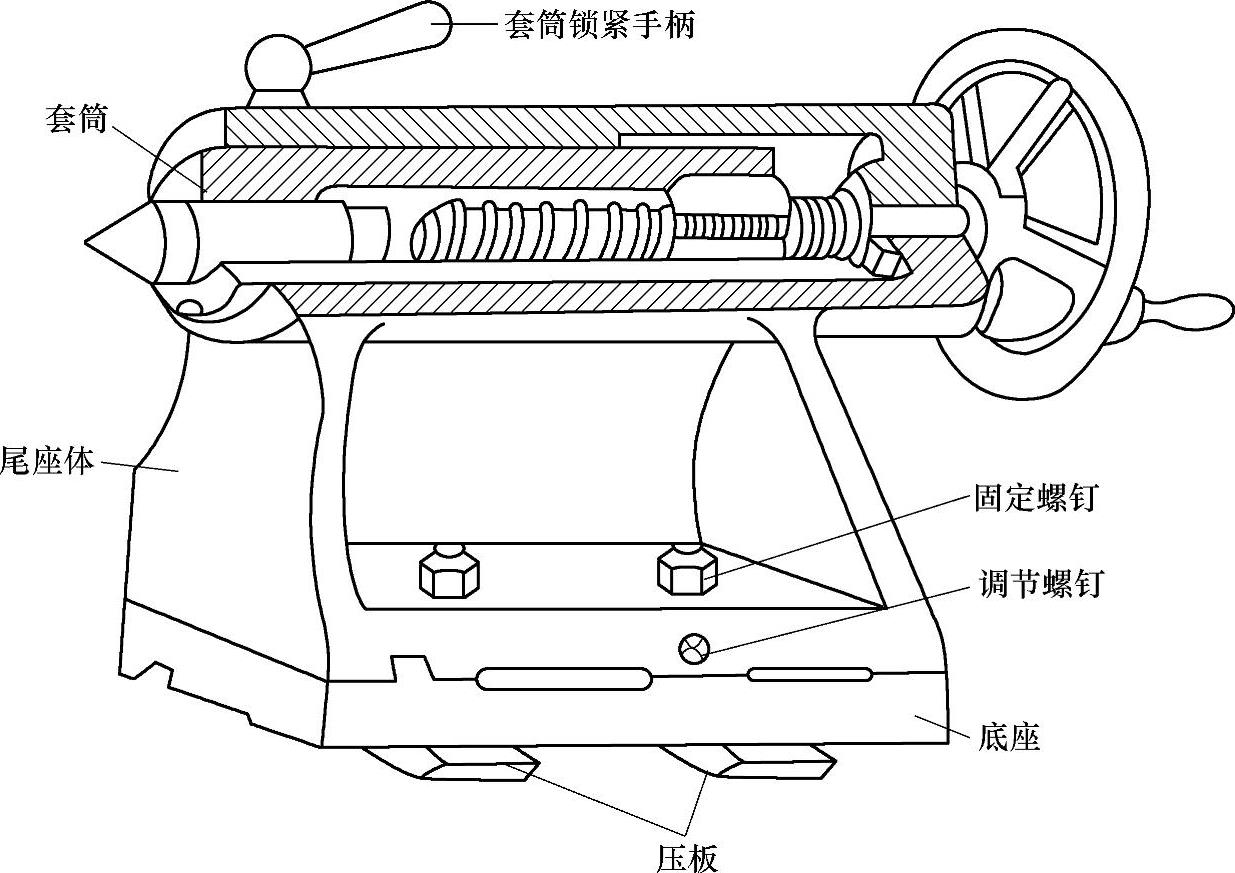
图4⁃32 尾座的结构
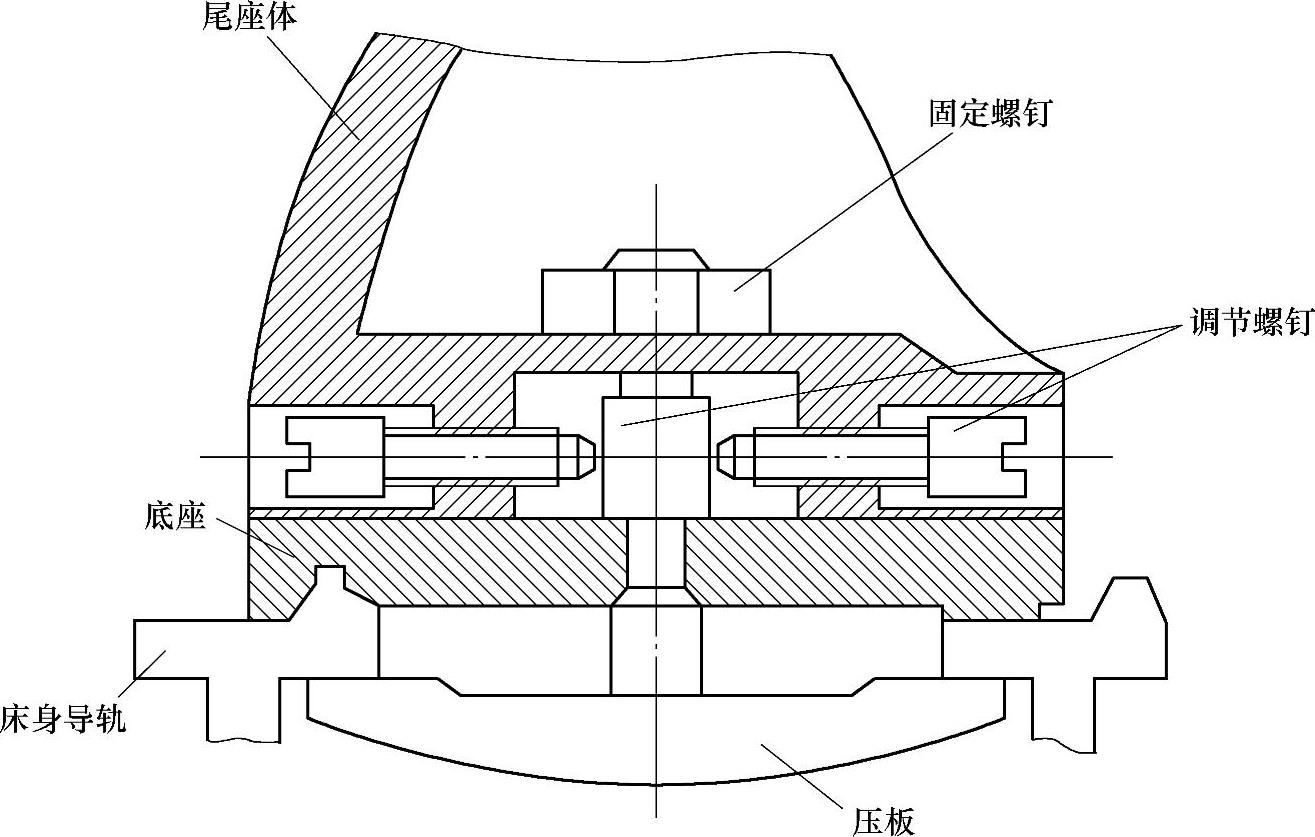
图4⁃33 尾座体可以横向调节
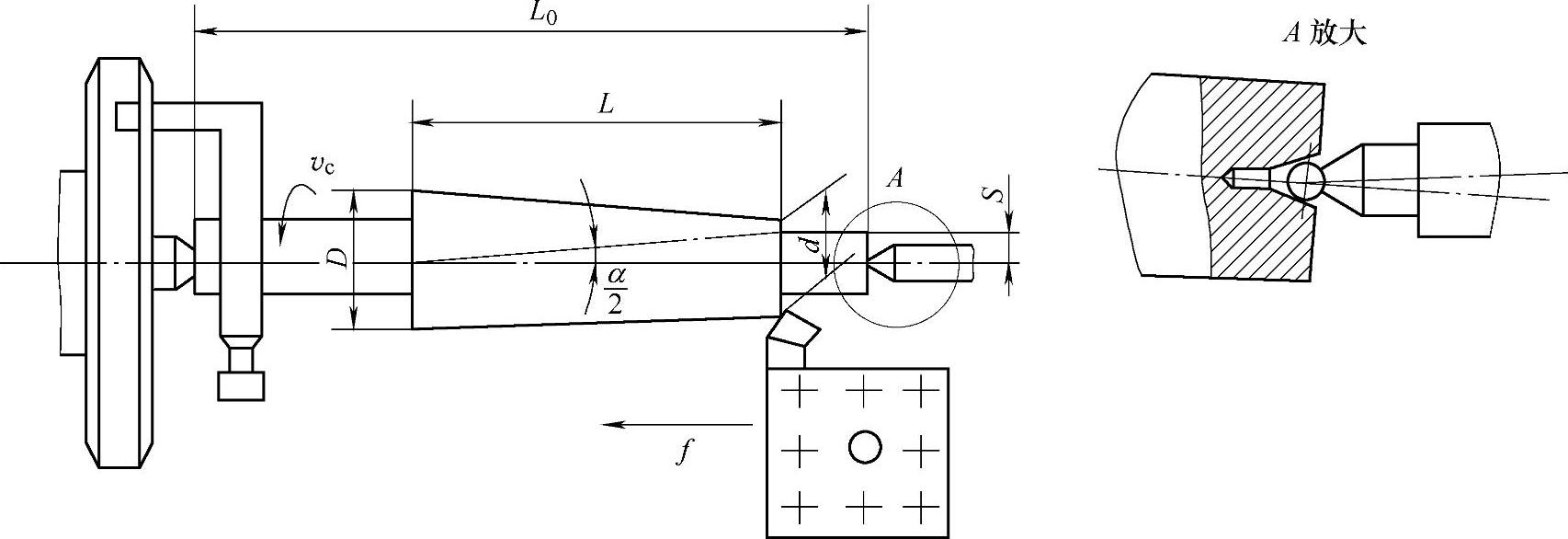
尾座偏移法车圆锥面如图4⁃34所示。工件安装在前、后顶尖之间,将尾座体相对底座横向移动一定的距离S,使工件回转轴线与车床主轴轴线的夹角等于工件圆锥半角α/2。当刀架自动或手动纵向进给时,即可车出所需的圆锥面。尾座偏移量S的计算公式为
 (https://www.xing528.com)
(https://www.xing528.com)
图4⁃34 尾座偏移法车圆锥面
式中 S———尾座偏移量(mm);
α———圆锥角(°);
L0———工件总长(mm)。
为了保证顶尖与中心孔有良好的接触状态,最好使用球顶尖。尾座偏移法只适用于在双顶尖上加工长度较长,且圆锥角α<16°的外圆锥面。此法既可手动进给又可自动进给。自动进给时,表面粗糙度值可达Ra6.3~1.6μm,加工精度较高。
2.车圆锥面的质量分析
(1)锥度不准确 原因是计算误差;小滑板转动角度和床尾偏移量不精确;车刀、滑板、床尾没有固定好,在车削过程中产生移动;工件的表面粗糙度值太大,量规或工件上有毛刺或没有擦干净,而造成检验和测量误差。
(2)锥度准确而尺寸不准确 原因是粗心大意,测量不及时、不仔细;进给量控制得不正确,尤其是最后一刀没有掌握好进给量。
(3)圆锥素线不直 圆锥素线不直是指圆锥面不是直线,圆锥面上产生凹凸现象或中间低、两头高。主要原因是车刀安装时没有对准中心。
(4)表面粗糙度不符合要求 配合圆锥面一般精度要求较高,表面粗糙度值过大,往往会造或废品,因此一定要加以注意。造成表面粗糙度差的原因是切削用量选择不当,车刀磨损或刃磨角度不正确;没有进行表面抛光或抛光余量不够;用小滑板车削圆锥面时,手动进给不均匀;机床的间隙大,工件刚性差等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。