



【摘要】:铰孔 在车床上铰孔时,通常根据孔的尺寸与精度要求选择相应尺寸与精度的铰刀。铰孔属于精加工。当镗刀纵向进给至所要求的孔深时,须作横向进给,加工内端面,以保证内端面与孔轴线垂直。不通孔的孔深尺寸,粗加工时可在刀柄上做记号进行控制,如图430所示,精加工时需要用游标卡尺上的深度尺测量。
1.钻孔、扩孔、铰孔
(1)钻孔 在车床上钻孔的情形如图4⁃28所示。钻头装在尾座套筒内,钻削时工件旋转,手摇尾座手轮推动钻头纵向移动。
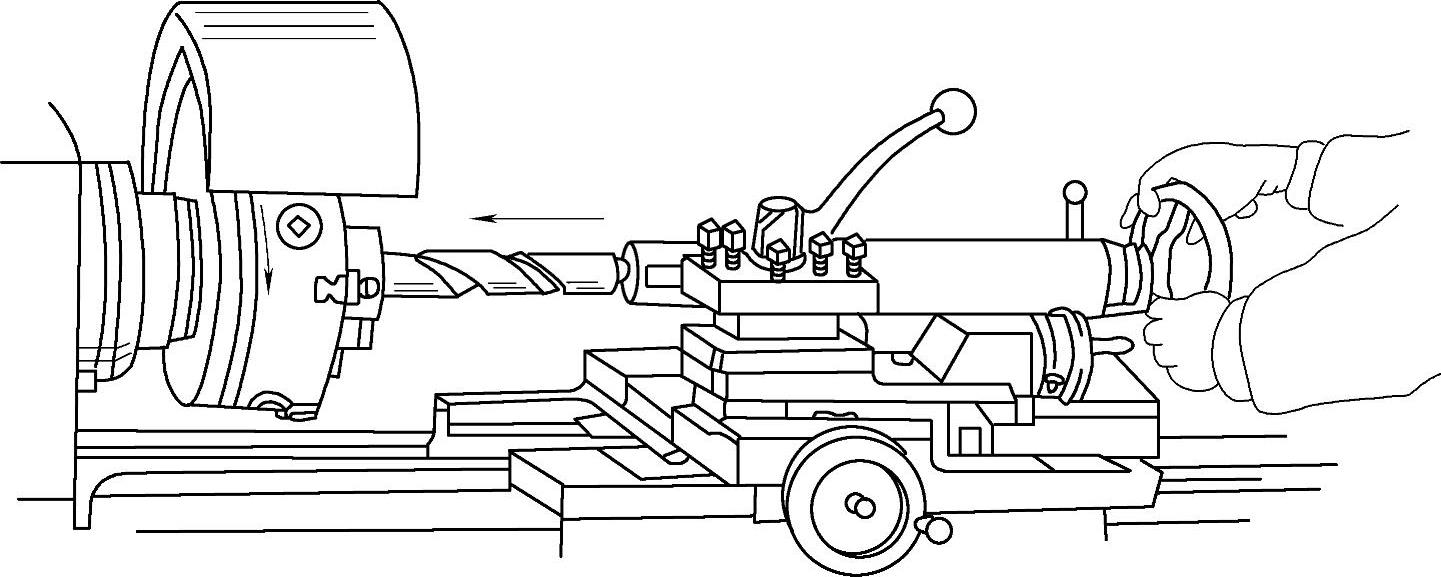
图4⁃28 在车床上钻孔
钻孔前先把工件端面车平,将尾座固定在合适的位置上。锥柄钻头直接装入尾座套筒内,直柄钻头用钻夹头夹持,再将钻夹头的锥柄插入尾座套筒内。为了防止钻孔时偏斜,可先用中心钻钻出中心孔,以便钻头定心。钻深孔时,必须经常退出钻头以便排屑。在钢件上钻孔通常要施加切削液,以降低切削温度,提高钻头的使用寿命。
(2)扩孔 直径较大的孔若一次钻出,则进给力较大,不仅很费力,而且容易损坏尾座。此时可以先钻出较小的孔,再采用扩孔钻进行扩孔,达到所要求的孔径尺寸。
(3)铰孔 在车床上铰孔时,通常根据孔的尺寸与精度要求选择相应尺寸与精度的铰刀。铰刀装在尾座套筒内,其安装方法与安装钻头相同。铰孔属于精加工。
2.镗孔(https://www.xing528.com)
镗孔是对工件上已有的孔进行进一步加工,如图4⁃29所示。镗通孔时使用主偏角小于90°的镗刀;镗不通孔时,镗刀的主偏角应大于90°。当镗刀纵向进给至所要求的孔深时,须作横向进给,加工内端面,以保证内端面与孔轴线垂直。不通孔的孔深尺寸,粗加工时可在刀柄上做记号进行控制,如图4⁃30所示,精加工时需要用游标卡尺上的深度尺测量。
由于镗刀的刚性较差,容易产生变形与振动,因此镗刀杆应尽可能粗些,在刀架上的伸出长度应尽量短些。镗刀刀尖可装得略高于工件中心,以避免扎刀和镗刀下部碰坏孔壁。背吃刀量ap和进给量f可比车外圆时略小些。
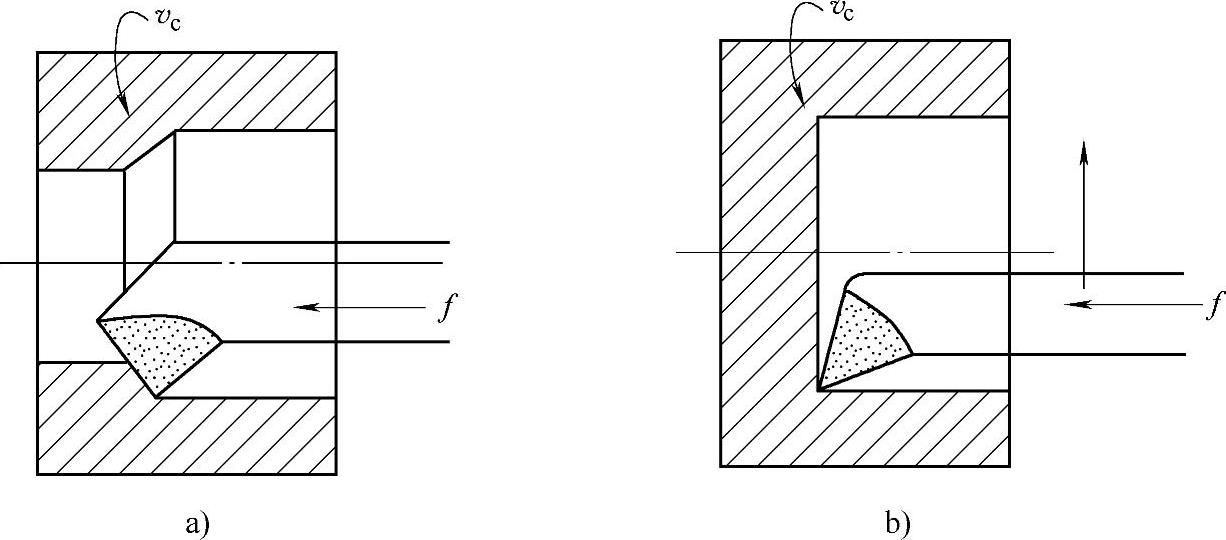
图4⁃29 镗孔
a)镗通孔 b)镗不通孔
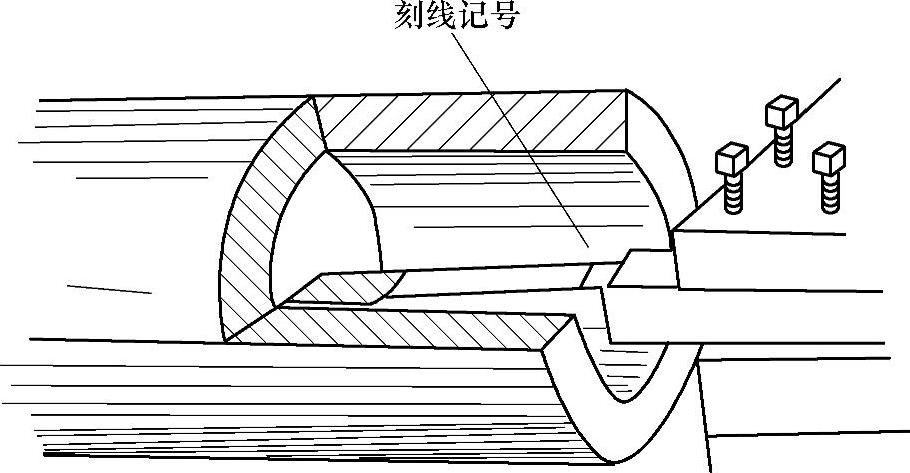
图4⁃30 控制孔深的方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。