



【摘要】:图419 车低台阶车削高度在5mm以上的直角台阶,装刀时应使主切削刃与工件轴线的夹角大于90°,然后分层纵向进给,如图420a所示。图420 车高台阶2.台阶长度尺寸的控制方法台阶的长度可用钢直尺确定,如图421所示。图421 用钢直尺确定台阶长度
1.车台阶的方法
台阶的车削实际上是车外圆和车端面的综合。其车削方法与车外圆没有显著的区别,但在车削时需要兼顾外圆的尺寸精度和台阶长度的要求。
对于高度在5mm以下的低台阶,可在车外圆时同时车出,如图4⁃19所示。由于台阶面应与工件轴线垂直,所以必须用90°偏刀车削。装刀时,必须使主切削刃与工件轴线垂直。
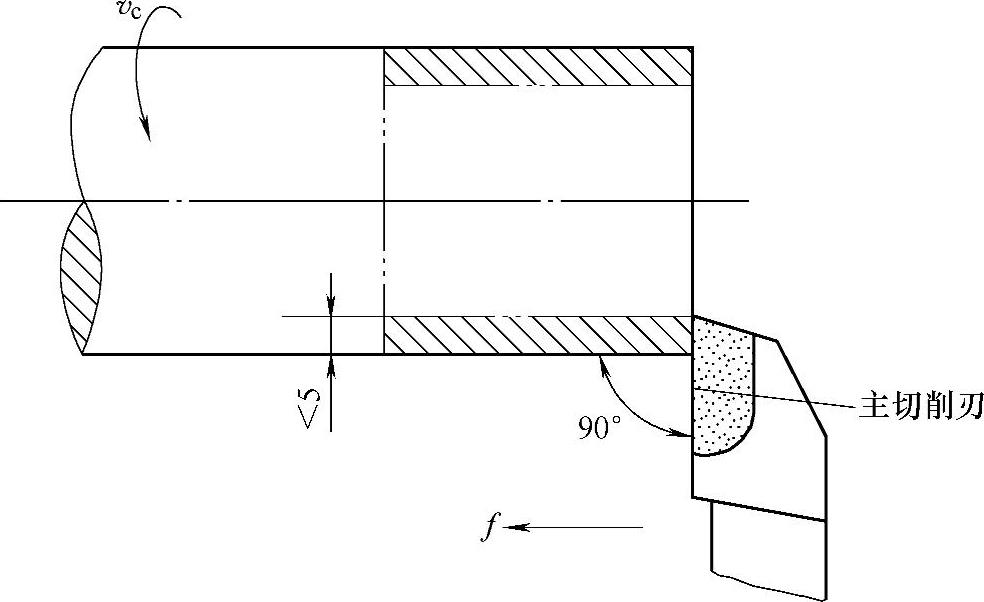
图4⁃19 车低台阶
车削高度在5mm以上的直角台阶,装刀时应使主切削刃与工件轴线的夹角大于90°,然后分层纵向进给,如图4⁃20a所示。在末次纵向进给后,车刀横向退出,车出90°台阶,如图4⁃20b所示。

图4⁃20 车高台阶(https://www.xing528.com)
2.台阶长度尺寸的控制方法
台阶的长度可用钢直尺确定,如图4⁃21所示。车削前先用刀尖划出切痕,以此作为加工界线。切痕所确定的长度一般应比要求的长度略短,以留有余地。台阶的准确长度可用游标卡尺上的深度尺测量。
3.车台阶的质量分析
(1)台阶长度不正确、不垂直、不清晰 原因是操作粗心,测量失误,自动进给控制不当,刀尖不锋利,车刀刃磨或安装不正确。
(2)表面粗糙度差 原因是车刀不锋利,手动进给不均匀或太快,自动进给切削用量选择不当。
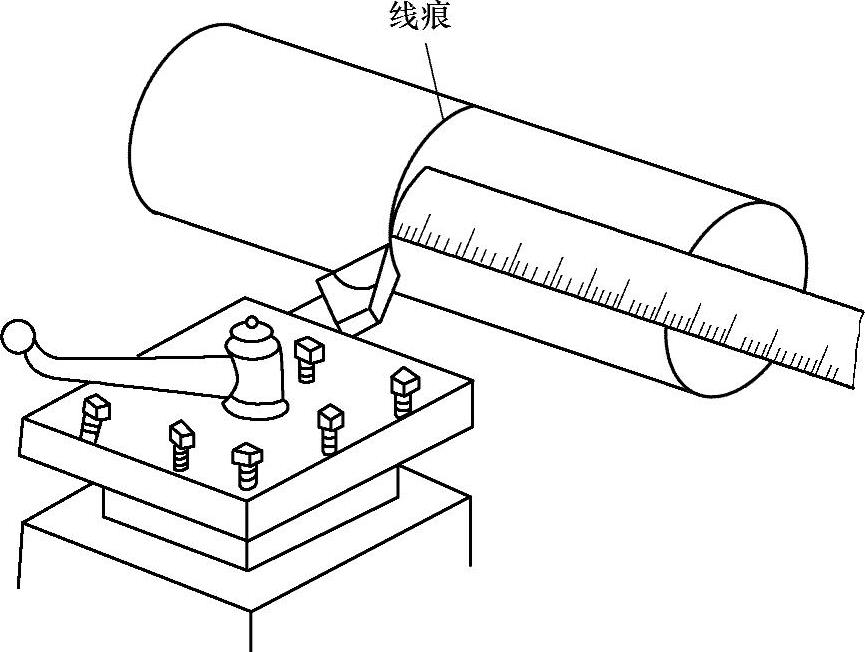
图4⁃21 用钢直尺确定台阶长度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。