



切削加工前,必须将工件装夹在车床夹具上,经过找正和夹紧,使工件在整个切削过程中始终保持正确、稳定的位置。
车削时,根据工件的形状、大小和所切削的部位不同,常用自定心卡盘、单动卡盘、两顶尖或一夹一顶的方式进行装夹。下面介绍用自定心卡盘安装工件和一夹一顶安装工件的方法。
1.用自定心卡盘安装工件
为确保安全,将主轴置于空挡位置。用卡盘扳手将卡爪张开,张开量略大于工件直径,右手握稳工件,将工件平行地放入卡爪内,并稍作转动,使工件在卡爪内的位置合适。左手转动卡盘扳手,将卡爪拧紧,待工件被夹住后,右手方可松开工件,如图4⁃10所示。
用自定心卡盘(图4⁃11)装夹工件一般不需校正,但当工件夹持长度较短而伸出部分较长时,往往会产生歪斜。发现工件歪斜时,用卡盘扳手轻轻敲击工件即可校正。当歪斜量大于加工余量时,必须先校正,然后双手用力拧紧扳手,将工件夹紧。
由于自定心卡盘可自动定心,所以装夹方便、迅速,应用广泛;但其夹紧力较小,并且只能用来装夹截面为圆形、正六边形的轴类、盘套类工件。当工件直径较大,用正爪不便安装时,要采用反爪装夹,如图4⁃12所示。
用自定心卡盘装夹工件时应注意下列事项:
1)毛坯上的飞边、凸台应避开卡爪的位置。
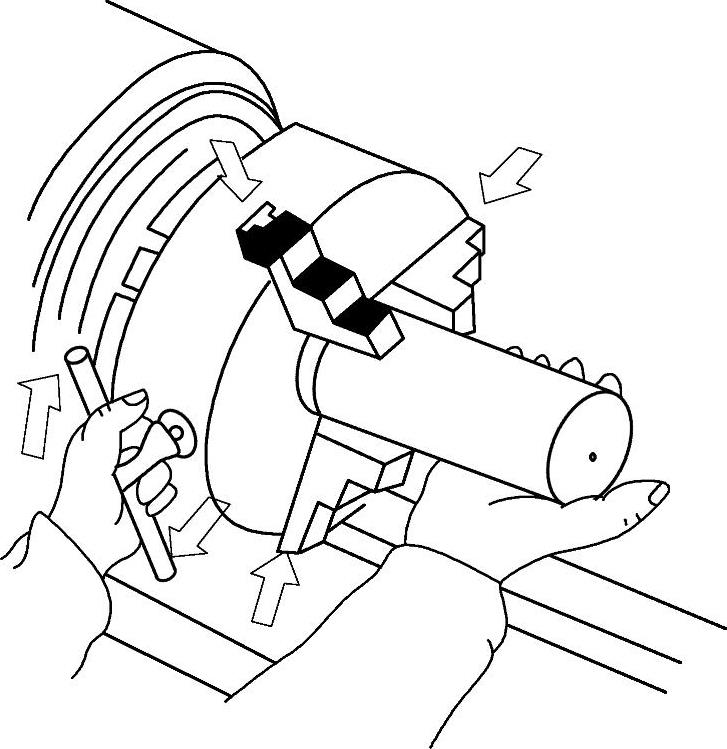
图4⁃10 工件的安装
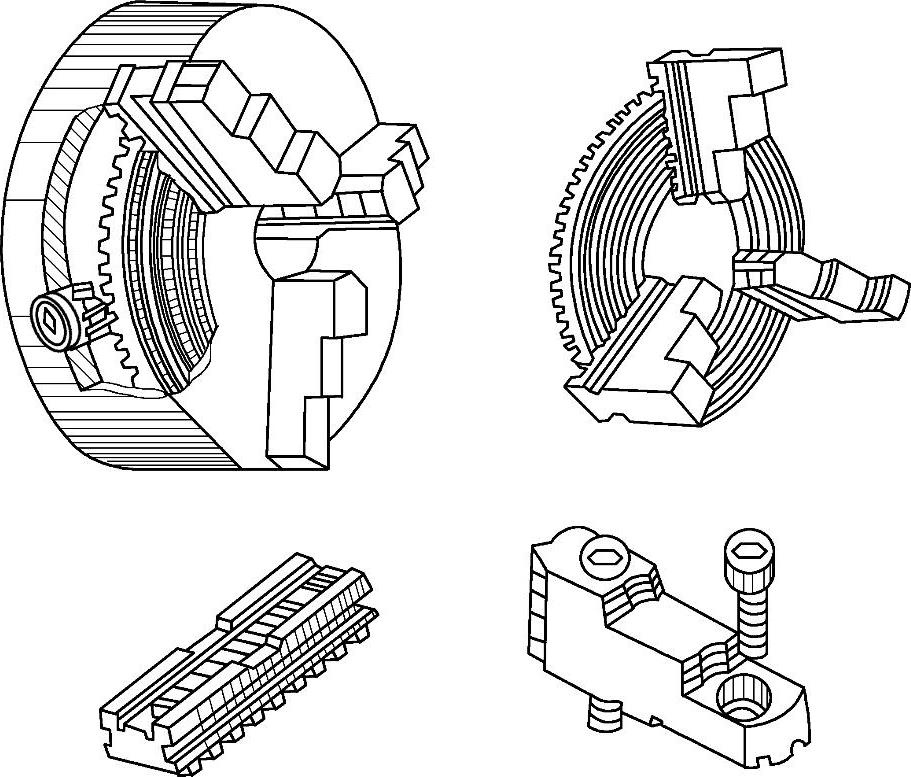
图4⁃11 自定心卡盘
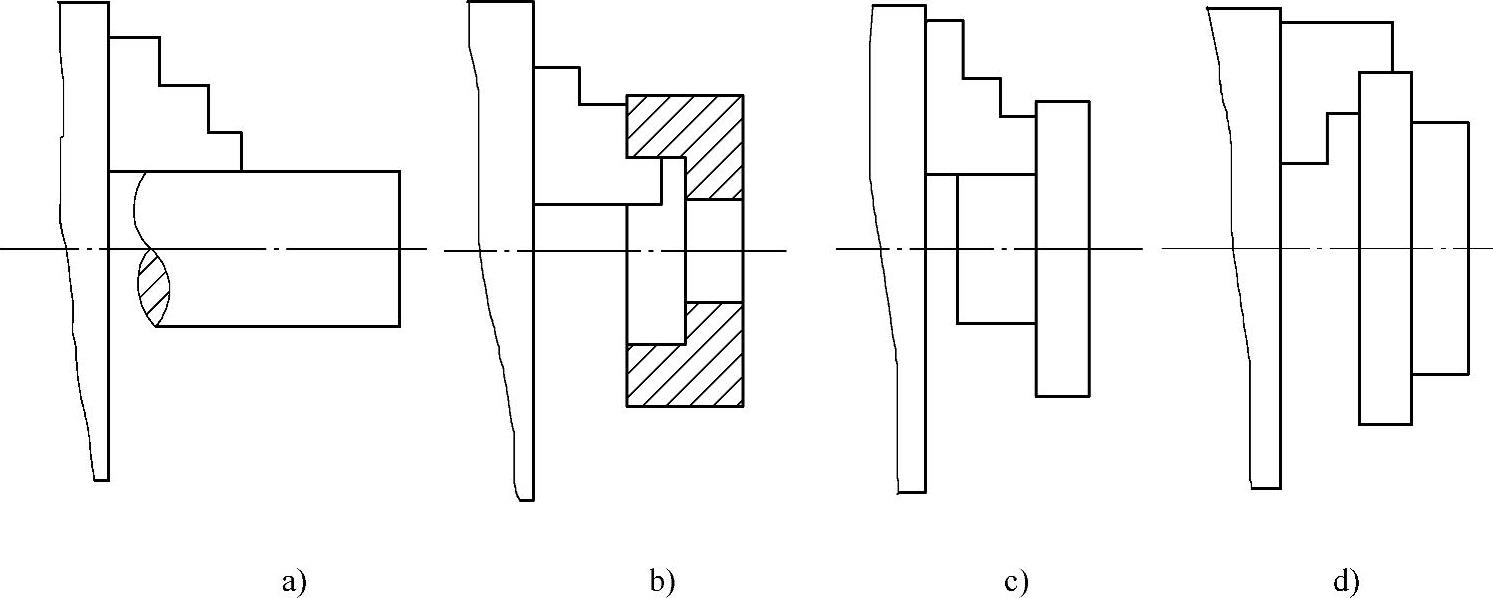
图4⁃12 自定心卡盘装夹工件形式
a)、b)、c)正爪装夹 d)反爪装夹
2)毛坯外圆应尽可能深夹,夹持长度一般不小于10mm。不宜夹持长度较小且有明显锥度的毛坯外圆。
3)工件必须装正夹牢。先轻轻夹紧工件,低速开车检验,若有偏摆应停车校正,再紧固工件。(https://www.xing528.com)
4)在满足加工要求的前提下,应尽可能减小伸出长度,防止工件被车刀顶弯、顶落,造成打刀等事故。
2.一夹一顶安装工件
加工长度较长的轴类零件时,为了保证每道工序内及各道工序间的加工要求,通常采用工件两端的中心孔作为定位基准。工件的装夹方法有两顶尖装夹和一夹一顶装夹两种。其中,一夹一顶的安装方法比较简单、方便,应用较为广泛,但其安装精度不如两顶尖装夹。
(1)顶尖 顶尖的作用是确定工件的旋转中心和承受工件的重量及刀具作用在工件上的切削力。
顶尖分为固定顶尖和回转顶尖两种,如图4⁃13所示。固定顶尖的特点是定位准确且刚性好,但它与工件中心孔会产生滑动摩擦,易发热,磨损大,适用于低速精车。有时也采用镶硬质合金的固定顶尖,以减少磨损,提高转速。使用固定顶尖时,须在中心孔内加润滑脂。回转顶尖与工件一起转动,适用于高速车削,应用较广。图4⁃14所示为采用回转顶尖一夹一顶安装工件的情形。
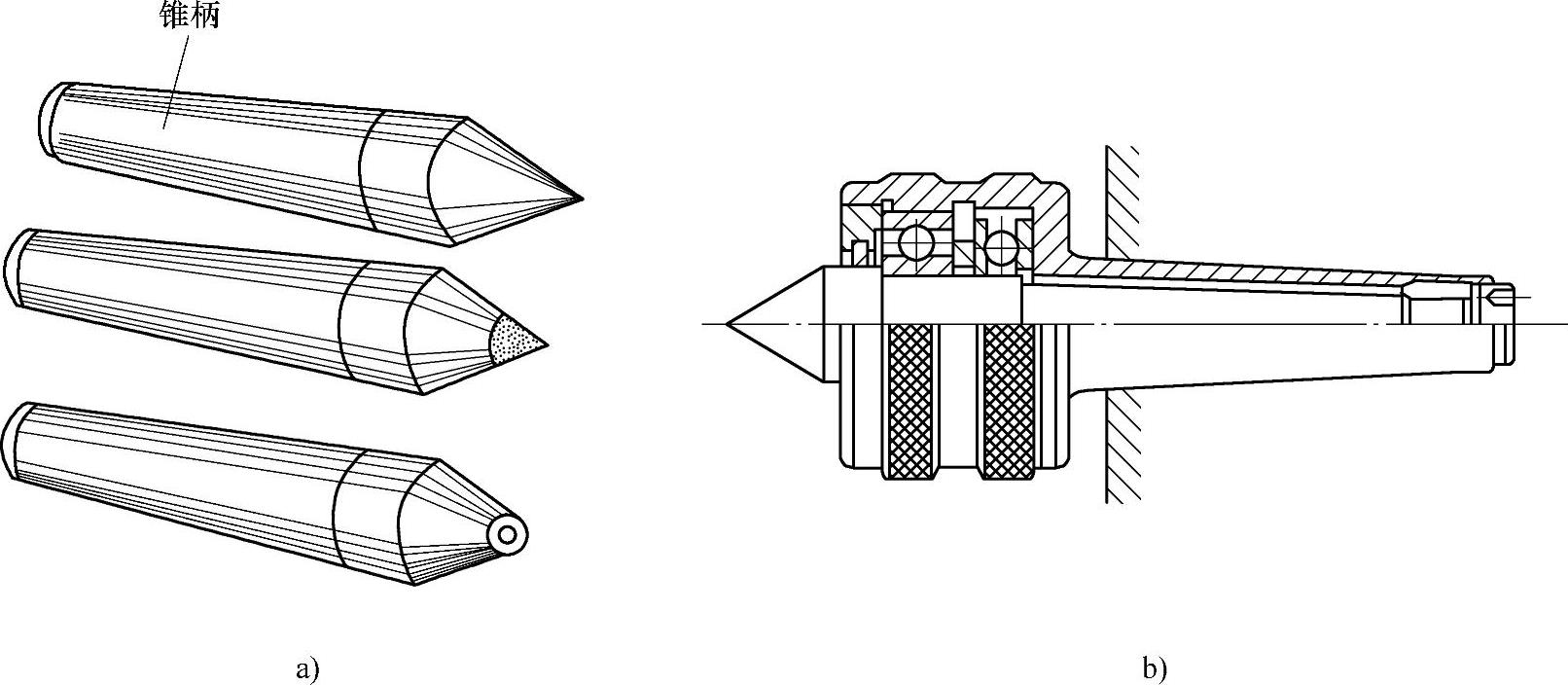
图4⁃13 顶尖
a)固定顶尖 b)回转顶尖
固定顶尖又分为前顶尖及后顶尖,前顶尖不淬火,后顶尖淬火。这是因为前顶尖装在主轴前端的锥孔内,与工件一起旋转,两者间不发生摩擦。而后顶尖装在尾座套筒内,不旋转,与工件产生摩擦。
(2)工件的安装
1)擦净工件端面的中心孔,并在中心孔内加注润滑脂。
2)将工件的一端夹在自定心卡盘上,左手托住工件的另一端。用右手摇动尾座手轮,使顶尖顶入工件中心孔内,然后将卡盘锁紧,将顶尖顶紧锁住。
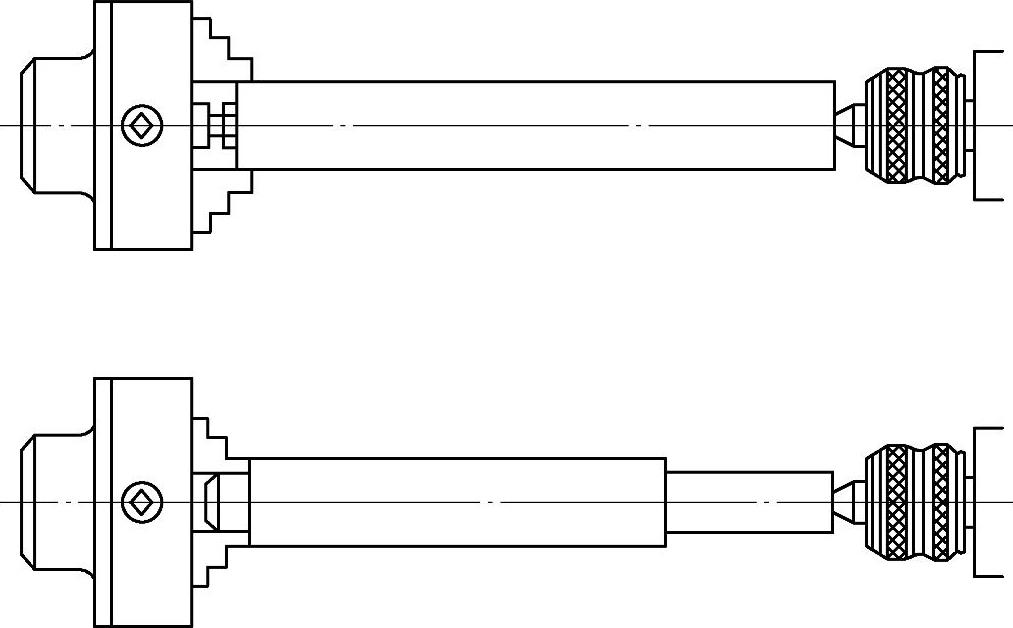
图4⁃14 一夹一顶装夹工件
3)移动床鞍,使车刀刀尖与工件右端面间的距离不少于5mm。如距离不够,则中滑板会与尾座相碰,此时应松开尾座重新调整套筒的伸出长度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。