



用钻头在工件上加工出孔的方法称为钻孔。钻孔多用于工件上中、小直径及精度不高的孔的加工,尺寸公差等级约为IT12,表面粗糙度值为Ra12.5左右。
1.钻床
钳工常用的钻床有台式钻床、立式钻床和摇臂钻床。
(1)台式钻床 台式钻床如图3⁃52所示,它是一种放在工作台上使用的小型钻床。主轴进给是手动的,操作灵活,使用方便,主要用于钻削小型零件上的各种小孔,在仪表制造、钳工装配中用得较多。
(2)立式钻床 立式钻床如图3⁃53所示。这种钻床的最大钻孔直径有25mm、35mm、40mm和50mm等几种,其规格用最大钻孔直径表示。主轴进给既可手动也可自动,可以适应不同的刀具进行钻孔、扩孔、铰孔、攻螺纹等多种加工。立式钻床多用于加工中、小型工件上的孔。
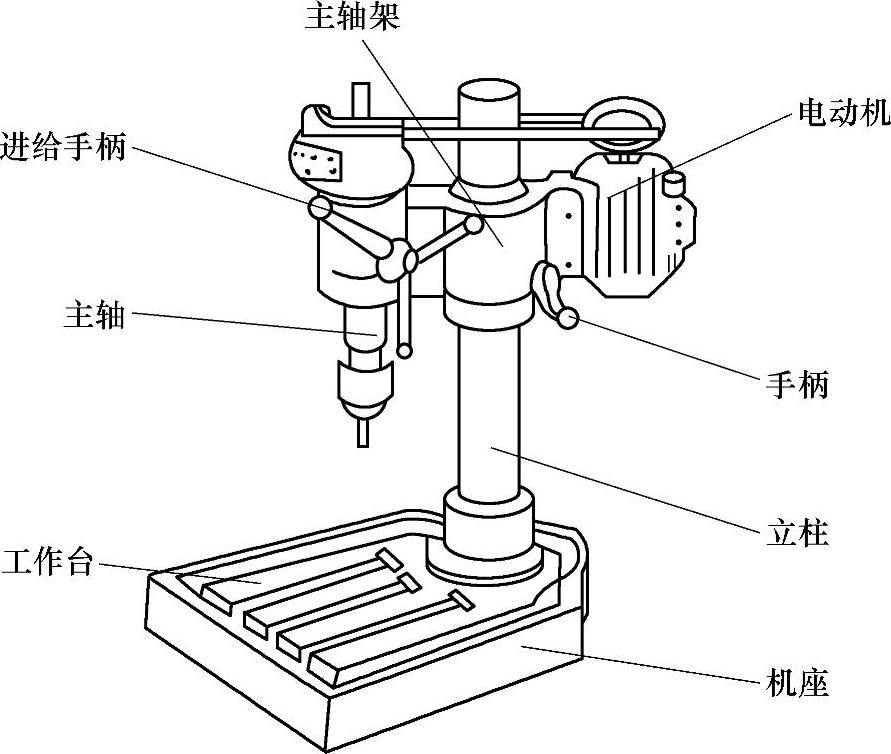
图3⁃52 台式钻床
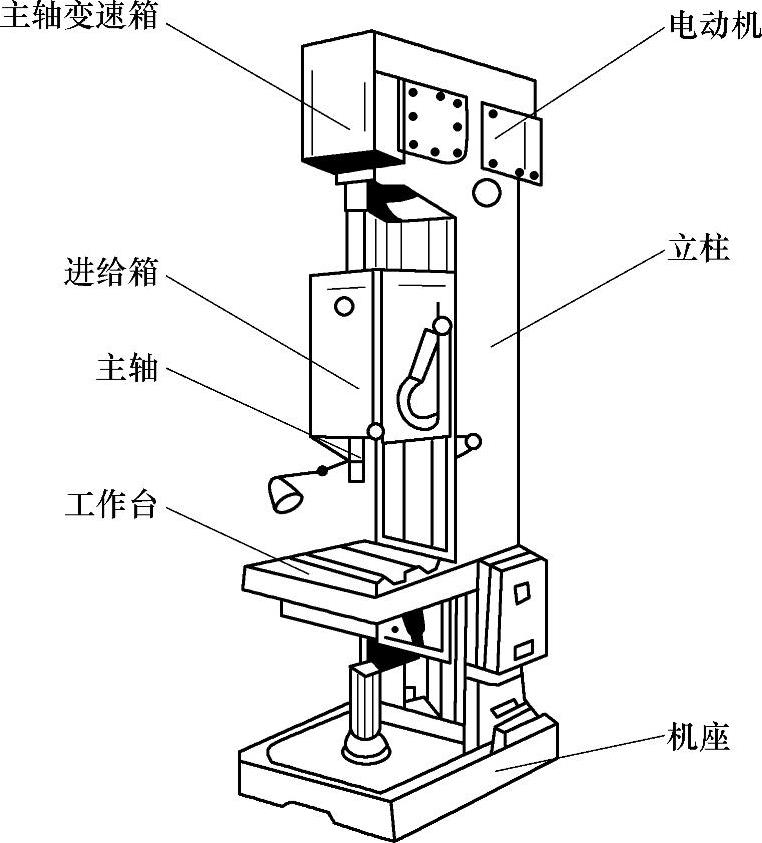
图3⁃53 立式钻床
(3)摇臂钻床 摇臂钻床如图3⁃54所示。这种钻床的主轴箱能沿摇臂上的导轨移动,而摇臂又能绕立柱旋转和上下移动。操作时能很方便地调整刀具,对准被加工孔中心的位置,而工件不需要移动。此外,其主轴转速和进给量的调节范围很大。摇臂钻床多用于笨重、大型工件及多孔工件的加工。
2.麻花钻
麻花钻是在实体材料上钻孔所用的刀具,它由柄部、颈部及工作部分组成,如图3⁃55所示。柄部是钻头的夹持部分,分为直柄和锥柄两种。颈部是制造钻头时供砂轮磨削用的退刀槽,其上可刻印钻头直径、材质、商标等内容。工作部分由切削部分和导向部分构成。切削部分(图3⁃56)有两个对称布置的主切削刃,相当于两把内孔车刀的组合,两刃之间的夹角称为顶角,通常2ϕ=116°~118°。钻头顶部两主后面的交线是横刃,钻孔时进给力很大,这在其他刀具上是没有的,是麻花钻的一个重要特点。导向部分有两个刃带和螺旋槽,刃带的作用是引导钻头并修光孔壁,螺旋槽的作用是排屑和输进切削液。
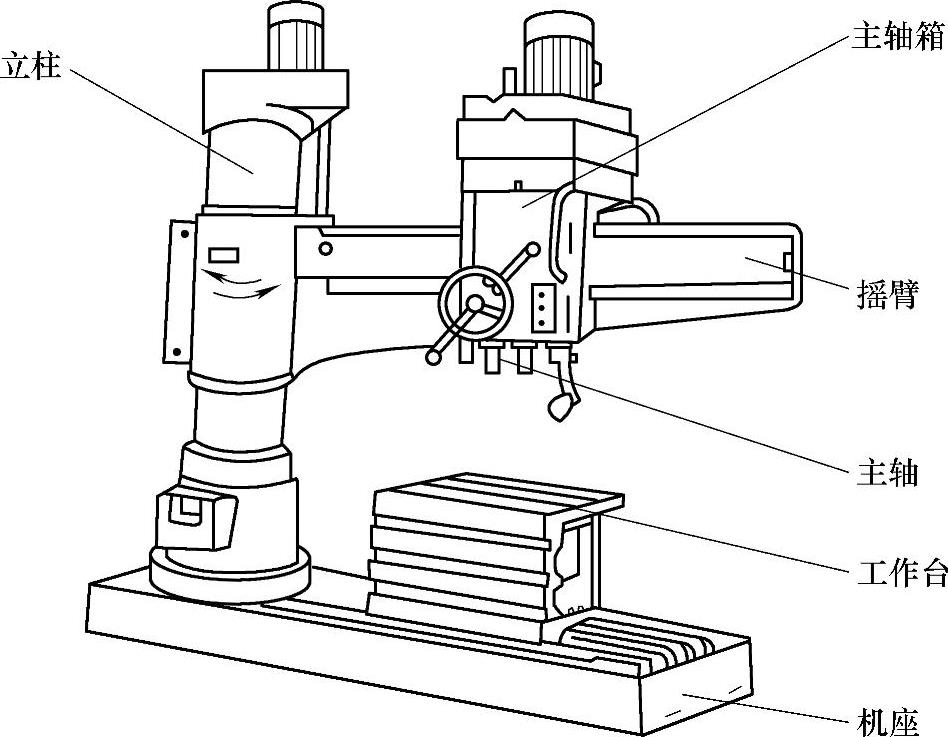
图3⁃54 摇臂钻床
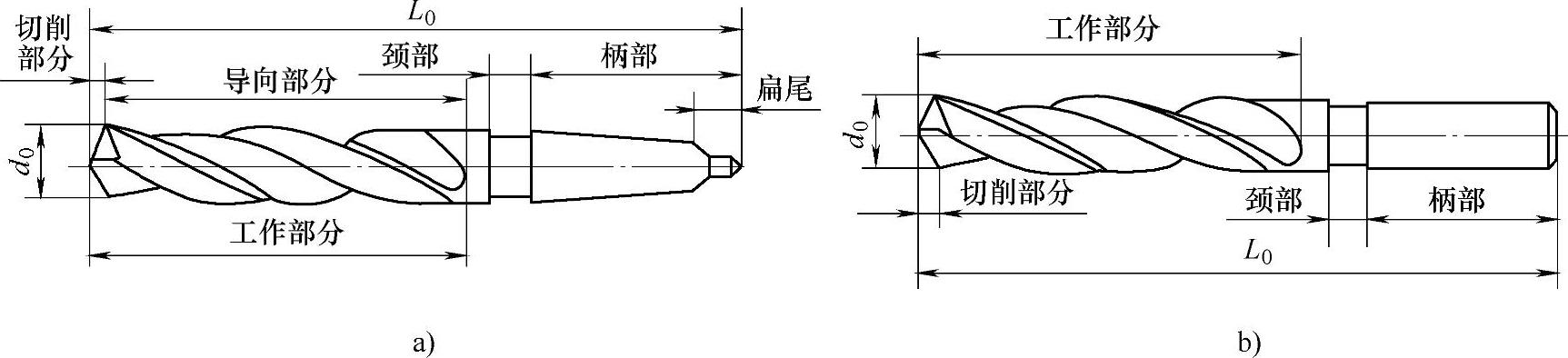
图3⁃55 麻花钻(https://www.xing528.com)
a)锥柄麻花钻 b)直柄麻花钻
3.钻孔用夹具
钻孔用夹具主要包括钻头夹具和工件夹具两种。
(1)钻头夹具 常用的钻头夹具是钻夹头和过渡套筒。钻夹头是夹持直柄钻头用的工具,如图3⁃57所示。其柄部是圆锥形,可以与钻床主轴锥孔相配合安装。自动定心夹爪有同时张开或合拢的功能,拆装方便。锥柄钻头可以直接装入钻床主轴的锥孔内,如图3⁃58a所示。过渡套筒(又称钻套)用于装夹锥柄小于钻床主轴锥孔的锥柄钻头,因为过渡套筒要与各种规格的麻花钻安装在一起,所以需要各种不同规格的过渡套筒,如图3⁃58b所示。
(2)工件夹具 根据钻孔直径和工件的大小、形状选用不同的装夹工具,如图3⁃59所示。一般小型工件可用手虎钳、平口钳夹持;圆柱形工件可用V形块、压板夹持;较大工件可用压板、螺栓直接固定在钻床工作台上;成批、大量生产常用钻模夹具。
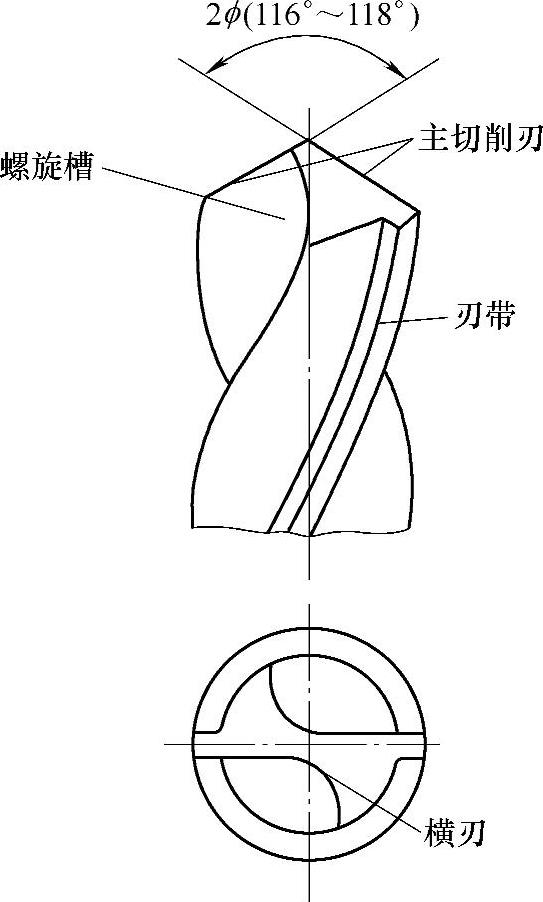
图3⁃56 麻花钻的切削部分
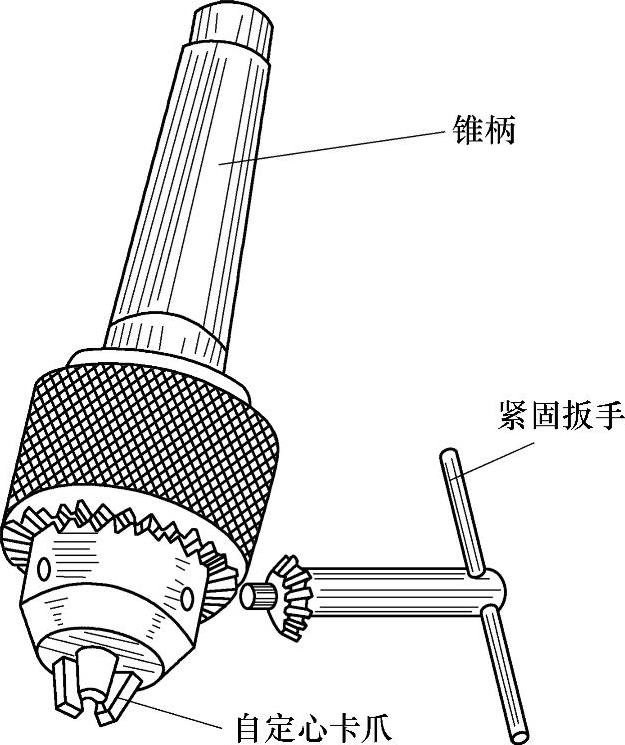
图3⁃57 钻夹头
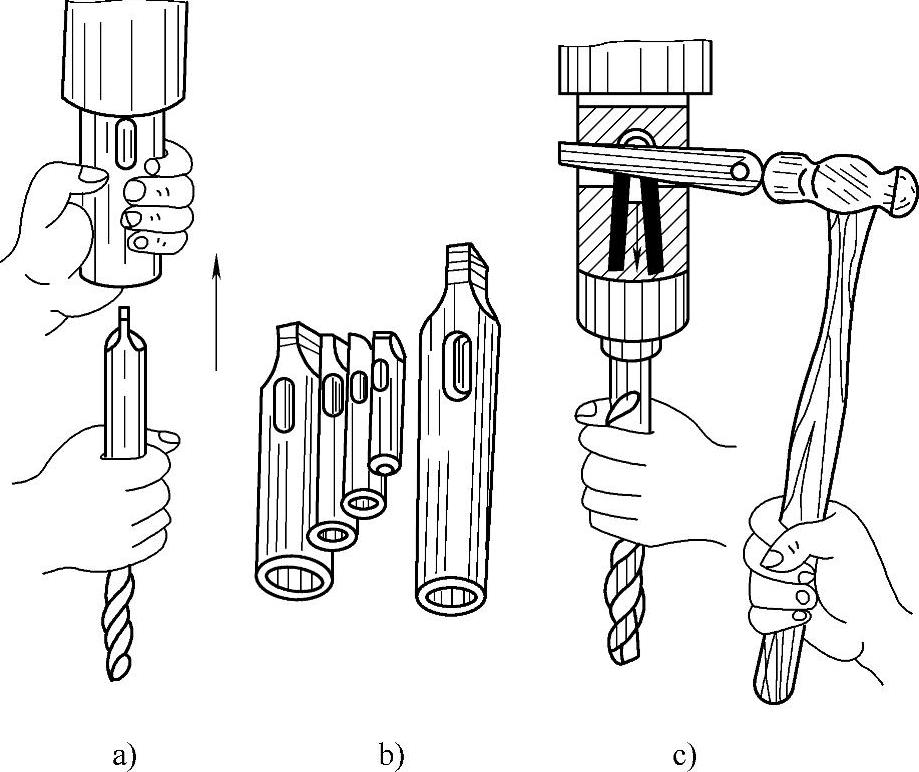
图3⁃58 锥柄钻头的装拆及过渡套筒
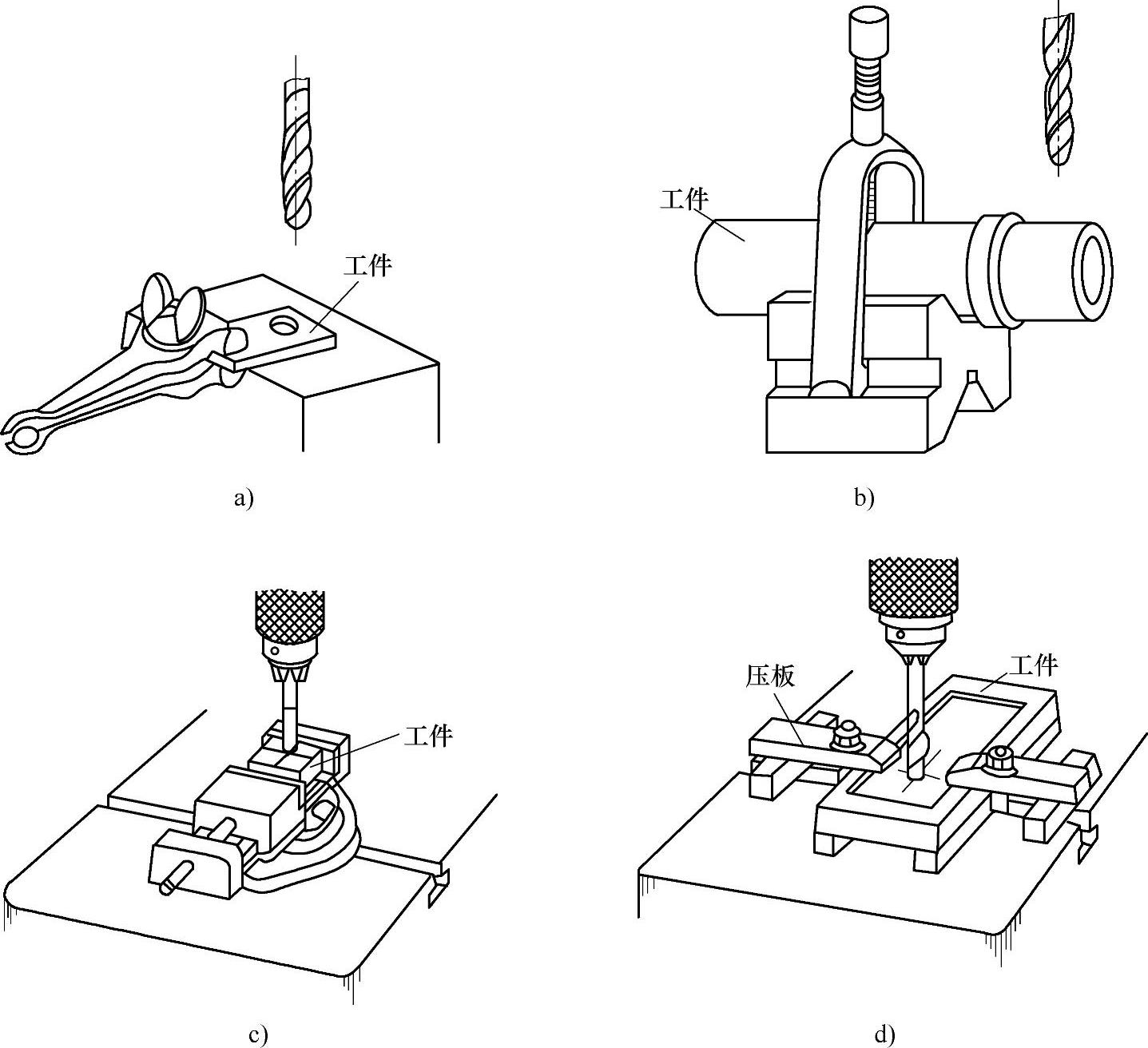
图3⁃59 工件的夹持方法
a)用手虎钳装夹 b)用V形块装夹 c)用平口钳装夹 d)用压板、螺栓装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。