



1.锉削平面
常用的平面锉削方法如图3⁃48所示。锉削平面时应使用扁(平)锉,常采用交叉锉法,这样容易锉出符合要求的平面。交叉锉法主要用于粗加工,其特点是去屑快,工作效率高。顺锉法主要用于精加工时锉平锉光平面。推锉法用于细长工件表面和台阶面的锉削及修光。
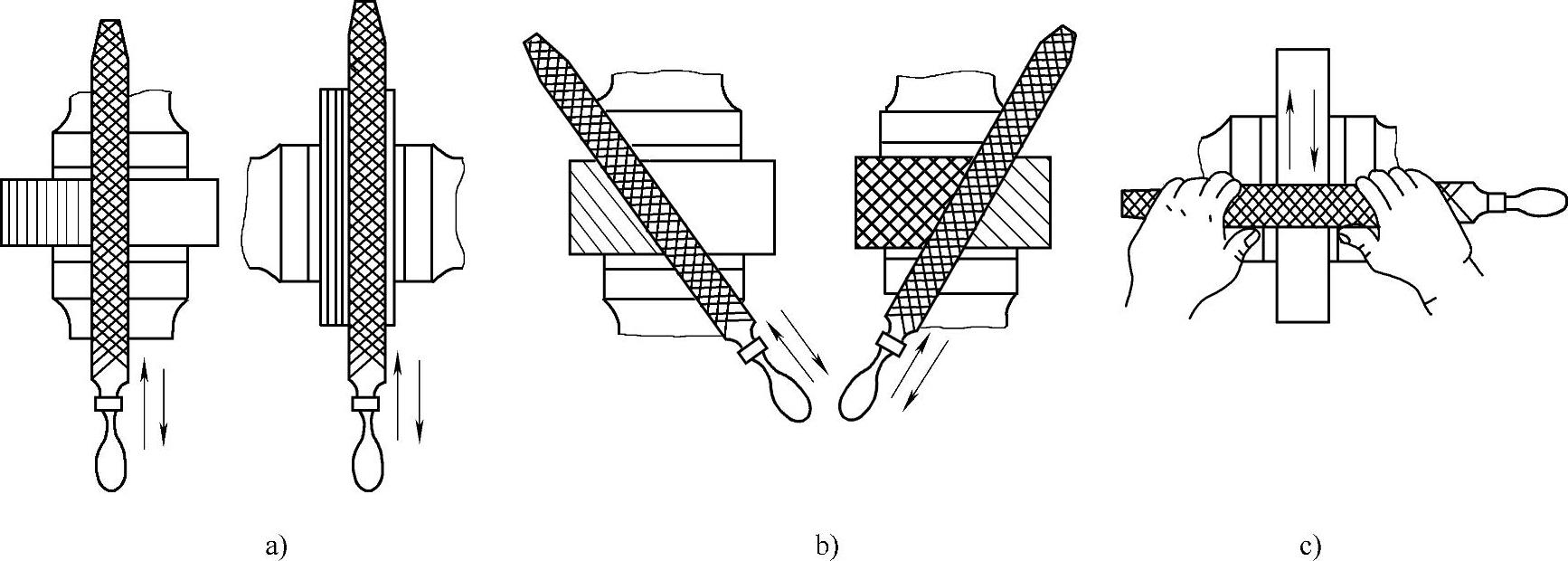
图3⁃48 平面锉削方法
a)顺锉法 b)交叉锉法 c)推锉法

图3⁃49 外圆弧面的锉削
a)滚锉法 b)顺锉法
2.锉削圆弧面
圆弧面分为外圆弧面和内圆弧面。锉削外圆弧面常用滚锉法和顺锉法,如图3⁃49所示。顺锉法主要用于粗加工,滚锉法主要用于精加工。锉削内圆弧面要同时完成锉刀的前进、向左或向右横向移动、绕锉刀中心线转动三个运动,如图3⁃50所示。
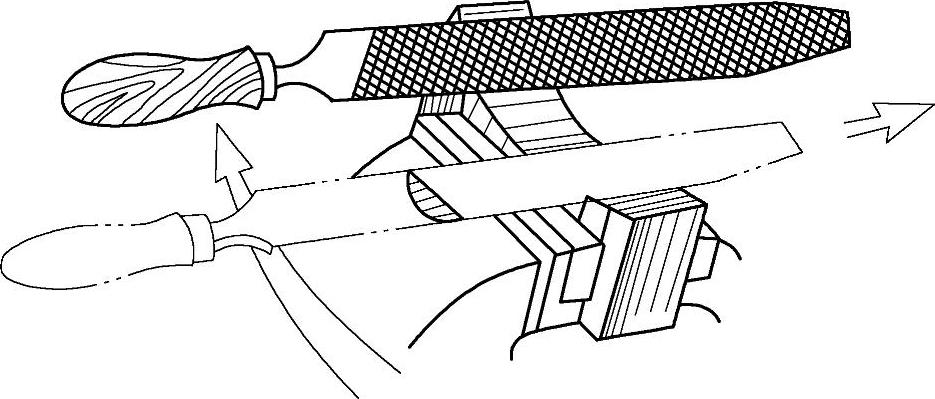
图3⁃50 内圆弧面的锉削
【技能训练4】 锉削
1.操作任务
锉削如图3⁃51所示的长方体。
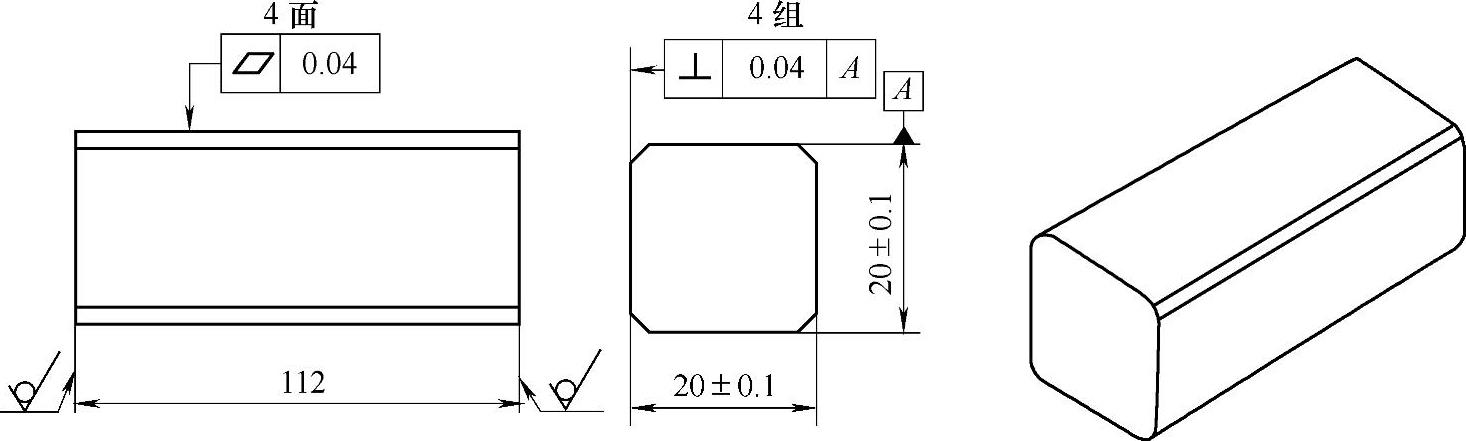
图3⁃51 锉削长方体
(1)毛坯材料 45钢。
(2)毛坯尺寸 115mm×23mm×23mm。(https://www.xing528.com)
(3)技术要求
1)尺寸及各项精度符合图样要求。
2)锉纹整齐,各边倒角C1均匀。
3)安全文明生产。
4)额定工时为4h。
2.操作步骤
1)粗、精锉基准面A。粗锉用300mm的粗扁锉,精锉用250mm的细扁锉。加工后要达到平面度误差不大于0.04mm和表面粗糙度值小于Ra3.2μm的要求。
2)粗、精锉基准面A的对面。用高度划线游标卡尺划出与A面相距20mm平面的加工线,先粗锉,留0.15mm左右的精锉余量,再精锉达到图样要求。
3)粗、精锉基准面A的任一邻面。A面紧靠方箱,用高度划线游标卡尺划出平面加工线,然后锉削达到图样相关要求。
4)粗、精锉基准面A的另一邻面。先以相距对面20mm的尺寸划出平面加工线,然后粗锉,留0.15mm左右的精锉余量,再精锉达到图样要求。
5)复查全部精度,并作必要的修整锉削,最后将各锐边均匀倒角C1。
3.操作时的注意事项
1)锉刀必须装好刀柄后才能使用,否则易刺伤手掌。
2)不要锉削毛坯件的硬皮及淬硬的工件,以免锉纹过快磨损。
3)锉削时不准用手摸锉过的表面,以免伤手。
4)锉削时禁止用嘴吹锉屑,也不要用手指清除锉屑。锉纹堵塞后,应用钢丝刷顺着锉纹方向刷去锉屑。
5)放置锉刀时,不要把锉刀露出钳工工作台台面外沿,以免碰落摔断或伤人。
6)使用完锉刀后,必须将锉刀清理干净;锉刀不可沾水,以免锈蚀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。