



1.錾削平面
如图3⁃34所示,起錾时錾子尽可能向右倾斜45°左右,从工件尖角处向下倾斜30°,轻打錾子,錾开缺口,然后把錾子逐渐移向中间,转入全面錾削。粗錾时,錾刃表面与工件的夹角α为3°~5°,并且用力应重;细錾时α应略大一些,并且用力应较轻,如图3⁃35所示。当錾削到靠近工件尽头10mm左右时必须停止,然后调头錾掉余下的部分,如图3⁃36所示。否则,錾到最后工件会崩裂。
錾削宽平面时,应用狭錾先在工件上錾开若干平行槽,然后用扁錾将平行槽间的凸起部分錾平,如图3⁃37a所示。錾削窄平面时,錾子刃口和錾削方向应保持一定的角度,这样工件与錾子有较大的接触面,使錾出的平面较平整,此法类似于用扁錾錾削平面上的凸起部分,如图3⁃37b所示。
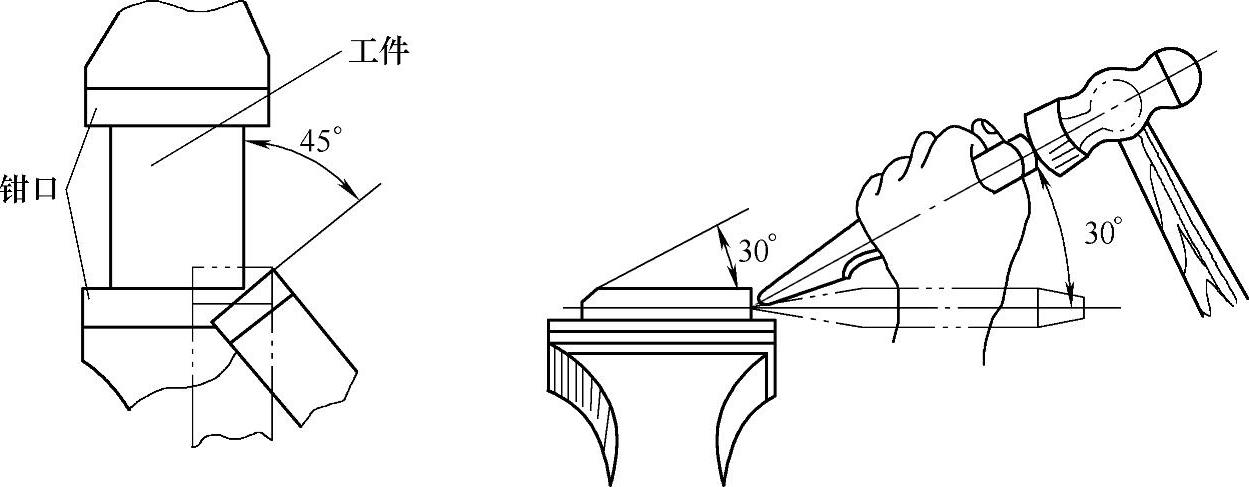
图3⁃34 起錾方法
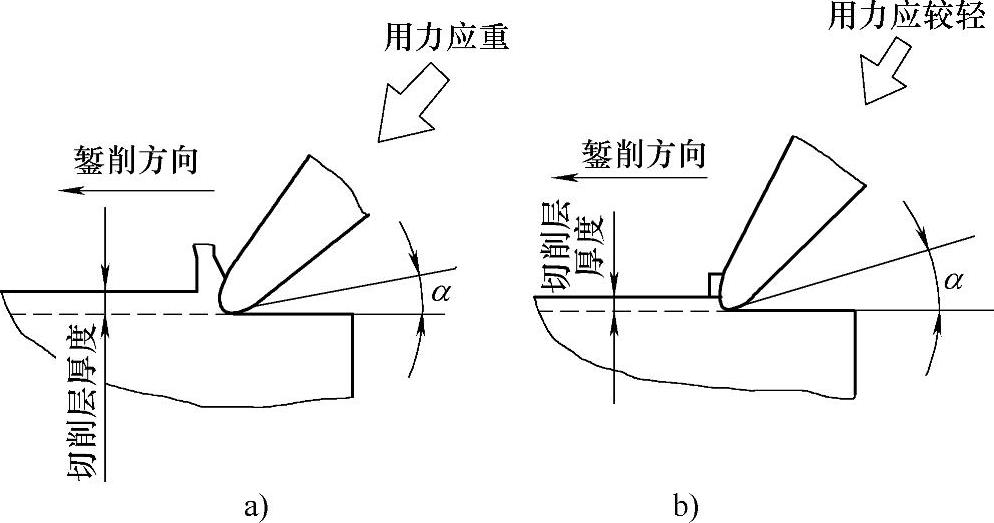
图3⁃35 保持錾平的方法
a)粗錾 b)细錾
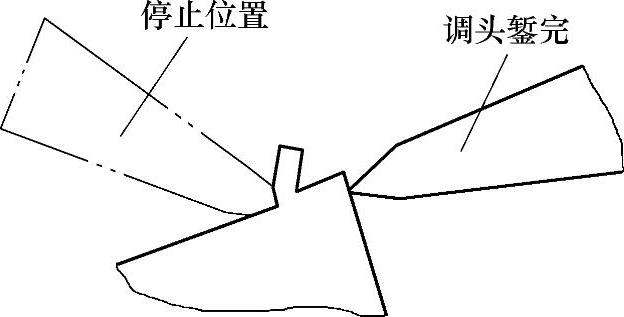
图3⁃36 錾出时的情形
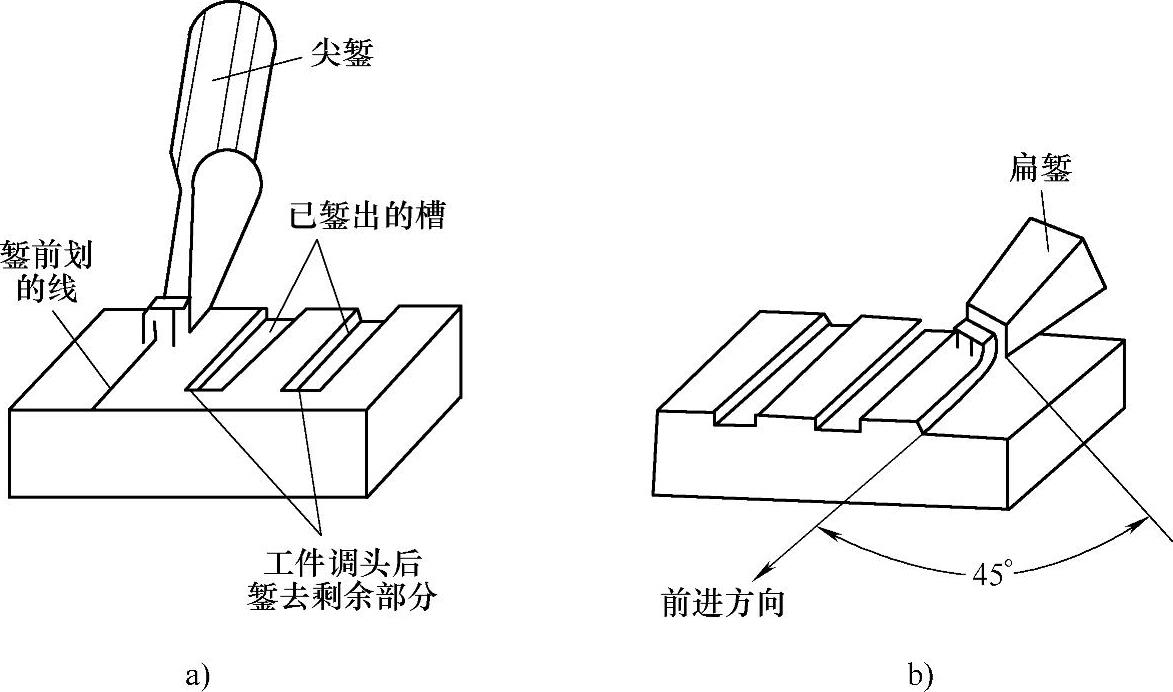
图3⁃37 平面的錾法
a)先开槽 b)錾成平面
2.錾切板料
对于厚度在2mm以下的薄板料,可夹在台虎钳上錾切。夹紧工件时,使板料上划的线与钳口平齐,用扁錾沿着钳口并斜对着板料(约成45°角)自右向左錾切,如图3⁃38所示。
尺寸较大的板料不能在台虎钳上錾切时,可在铁砧(或旧平板)上进行,如图3⁃39所示。
錾切轮廓形状复杂的板料时,先在划好的轮廓线外围钻出密集的小孔,再用扁冲錾或狭錾逐步錾断,如图3⁃40所示。
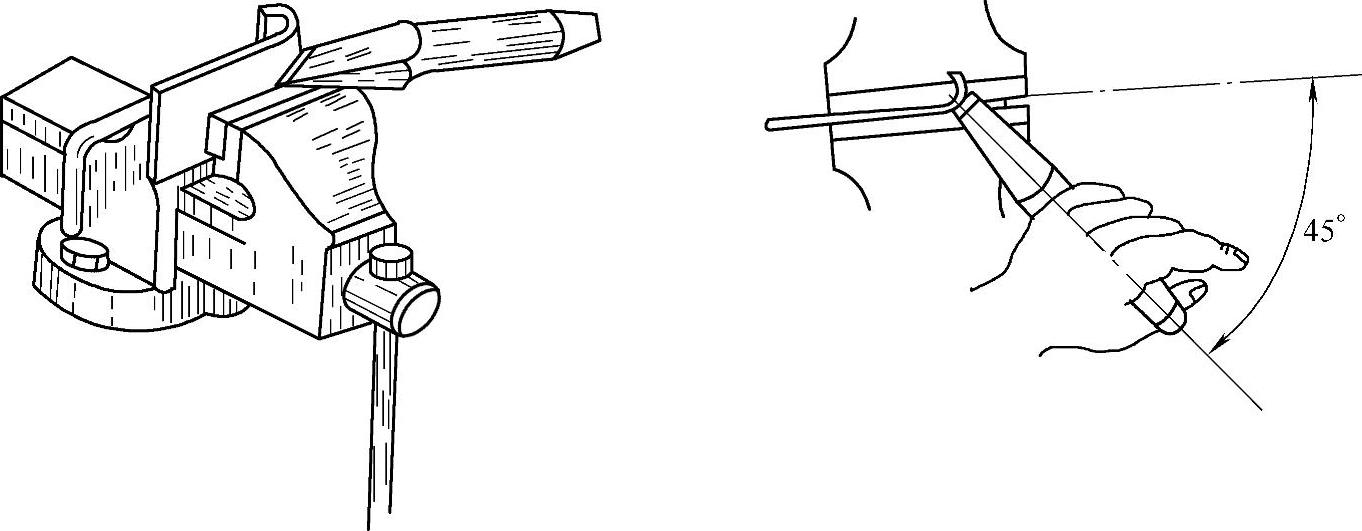
图3⁃38 在台虎钳上錾切板料(https://www.xing528.com)

图3⁃39 在铁砧上錾切板料
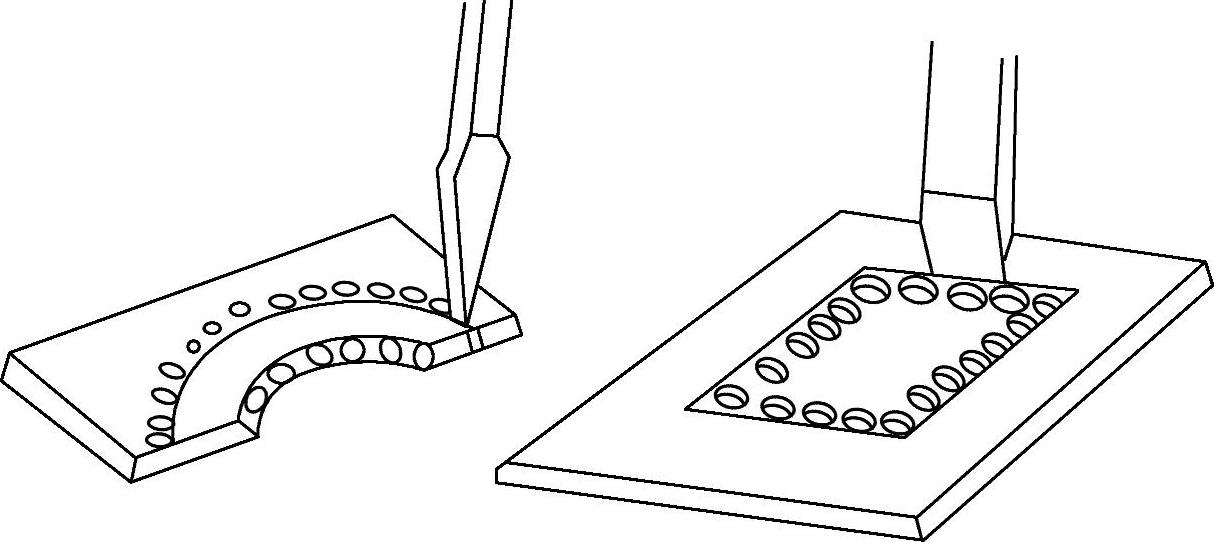
图3⁃40 弯曲部分的錾切
【技能训练3】 錾削
1.操作任务
在ϕ30mm×115mm的圆钢(45钢)上完成图3⁃41所示工件的平面錾削。技术要求:表面粗糙度值为Ra3.2~1.6μm,平面度公差为0.5mm。
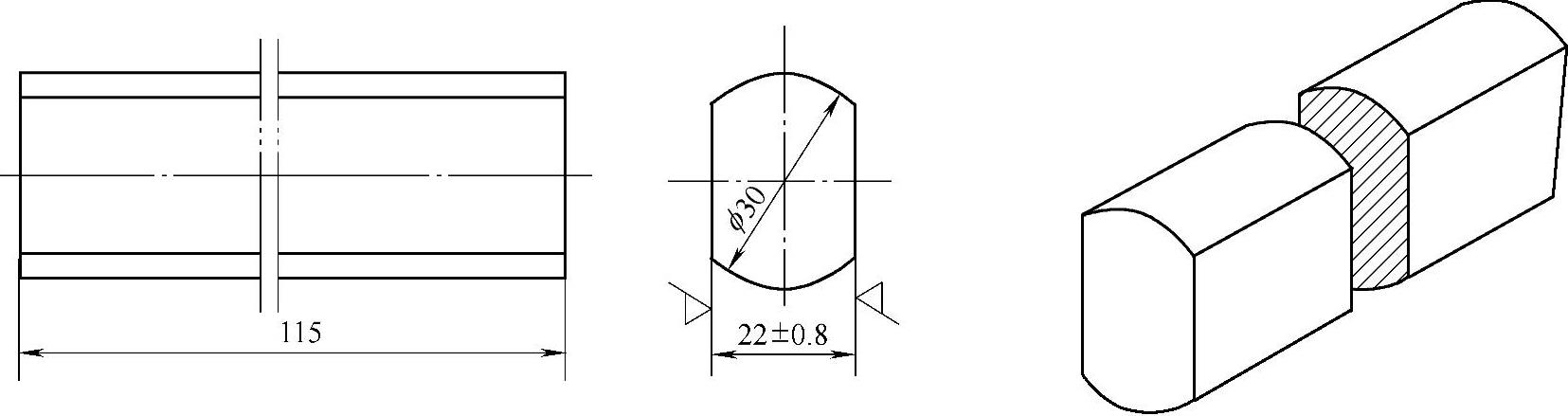
图3⁃41 錾削钢件
2.操作步骤
1)划出(22±0.8)mm平面的加工线。
2)粗、细錾两平面,达到图样要求。
3)用锉刀修去毛刺并在两端倒棱。
3.操作时的注意事项
1)錾削前应检查锤子锤头是否松动,如有松动,应先楔紧。
2)必须把锤子、錾子头部和木柄上的油污擦净,以免锤击时滑落伤人。
3)錾子头部如有毛刺或卷边,要立即停止錾削,以免碎屑弹出伤人。
4)錾削工作台上要安装防护网,操作时最好戴上防护眼镜,以防止切屑飞溅伤人。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。