



请编写如图8-13所示零件的加工程序并在加工中心上加工出该零件。毛坯尺寸分别为150mm×120mm×25mm,150mm×120mm×20mm。材料为45钢。
1.零件图(见图8-13)
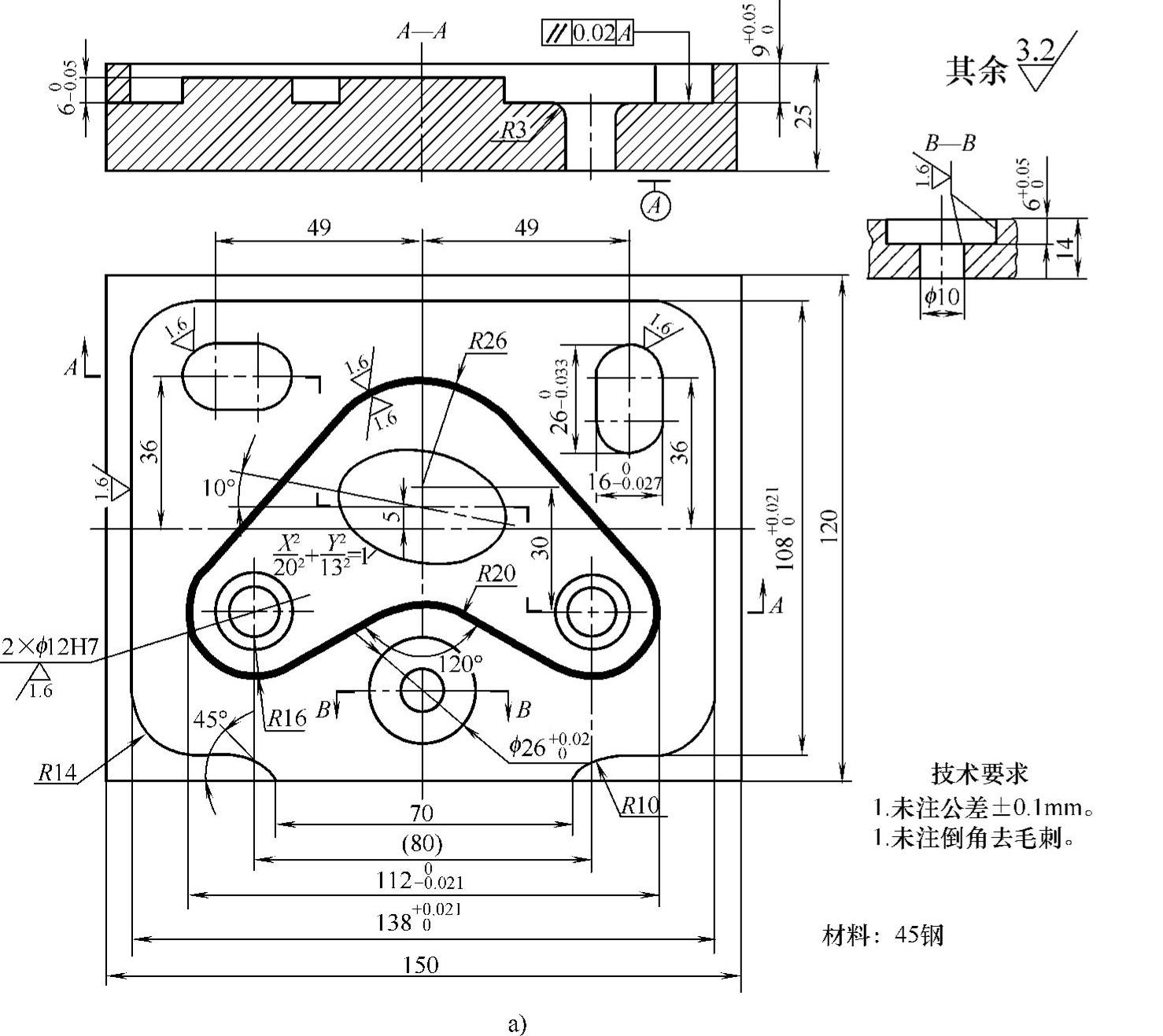
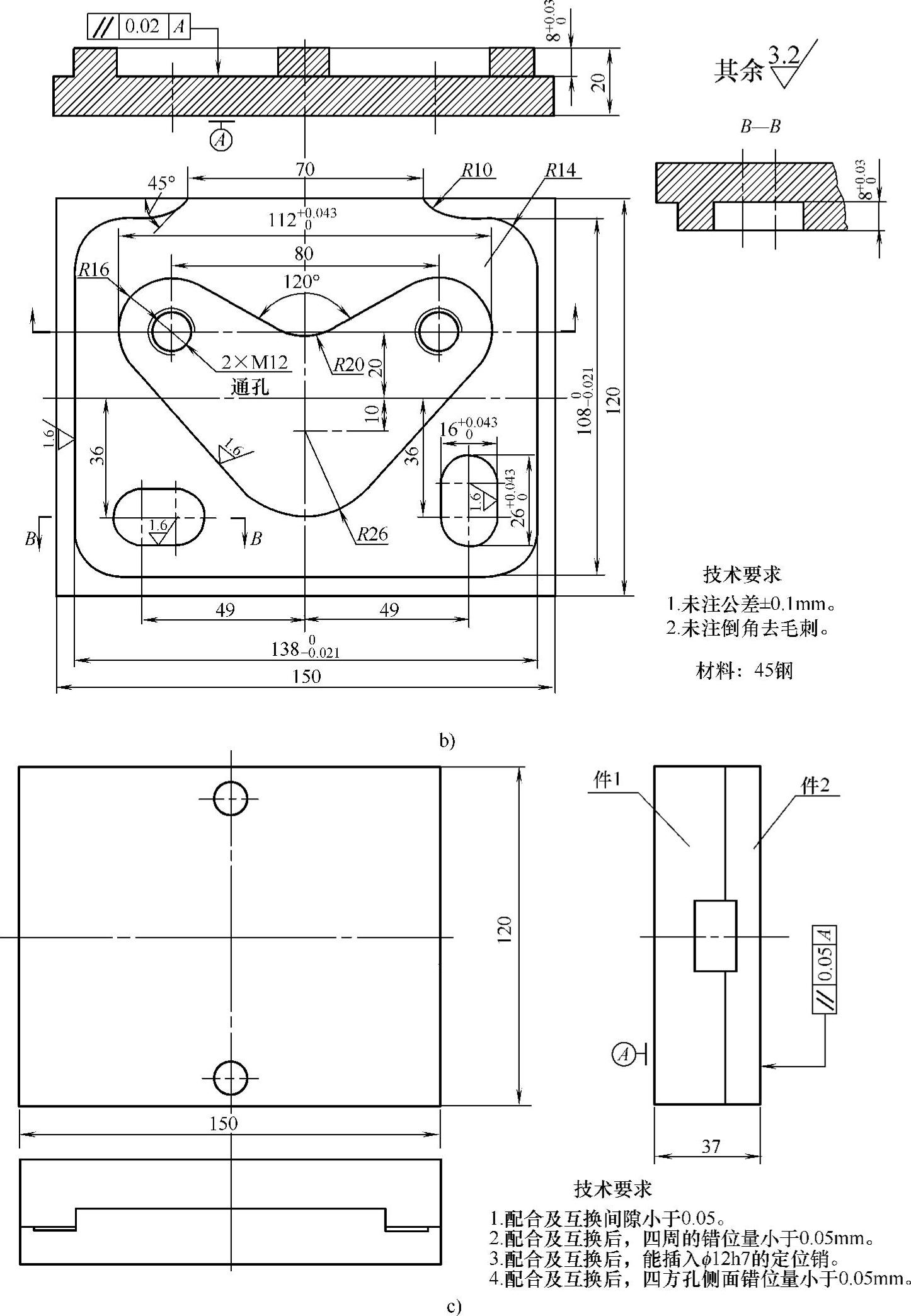
图8-13 技师职业技能鉴定样题(一)零件图
a)件1零件图 b)件2零件图 c)配合零件图
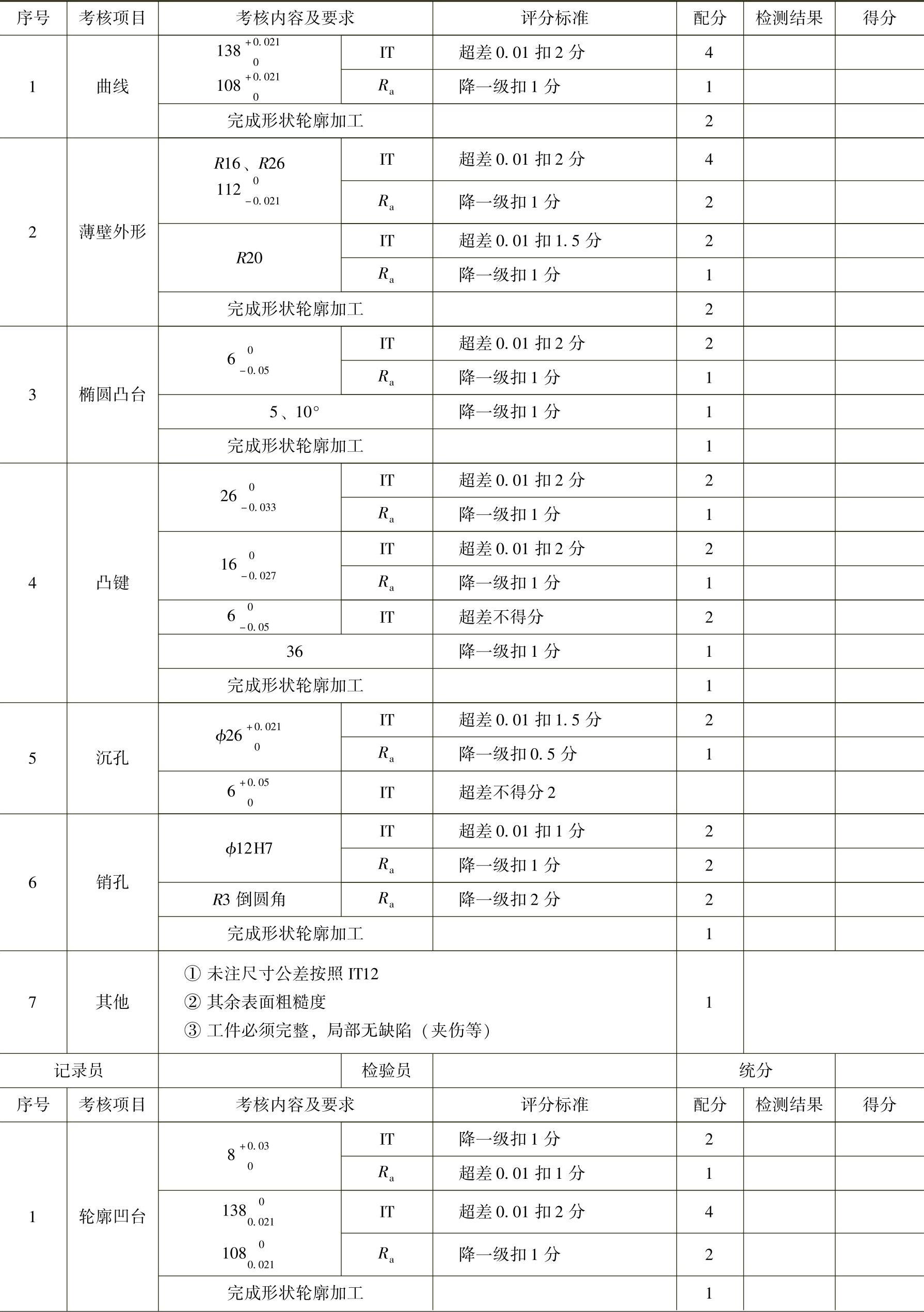
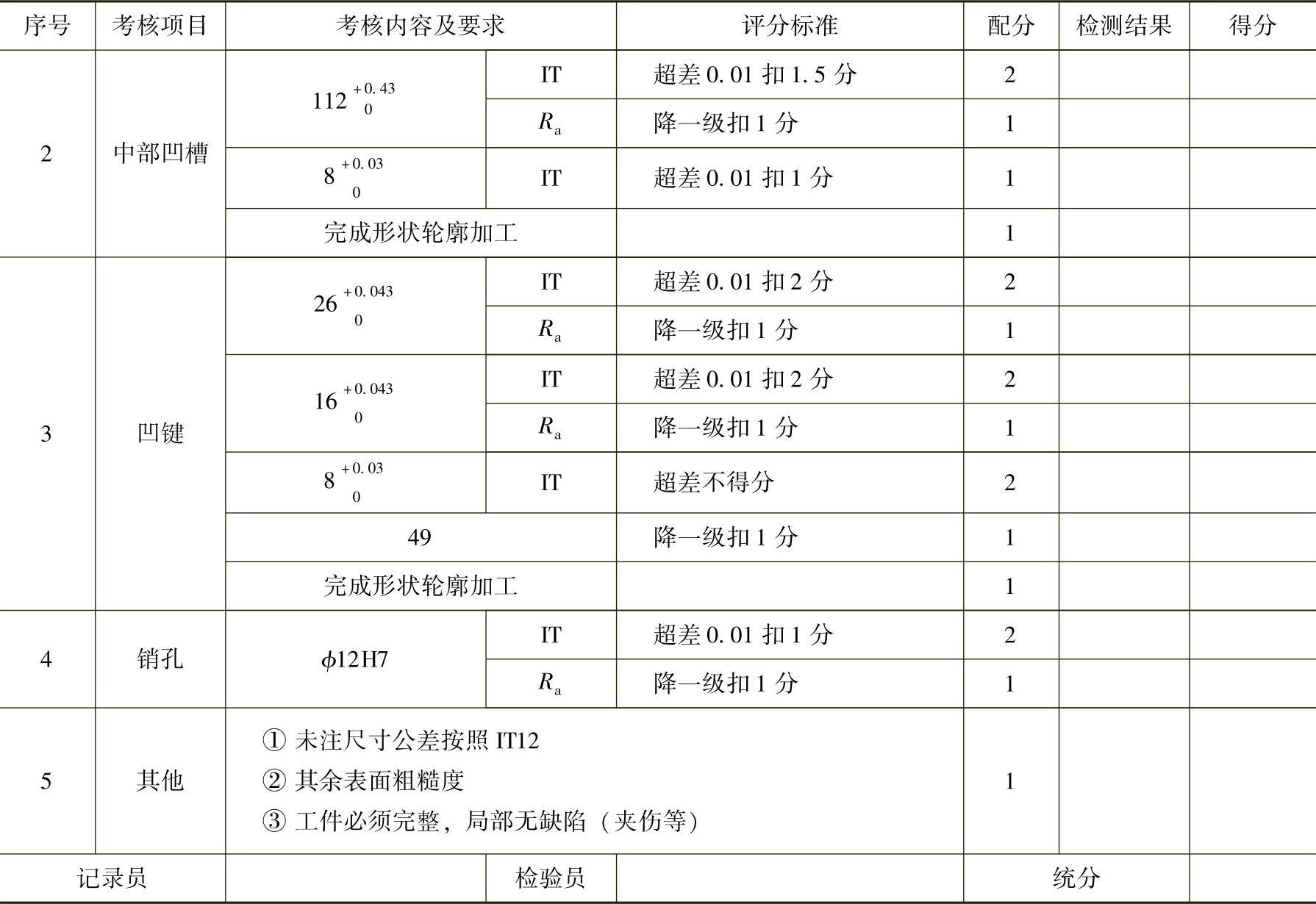
2.评分表(见表8-22)
1)操作现场记录配分:6分。
2)零件1和零件2配合分:18分。
3)零件1检测精度配分表:46分。
4)零件2检测精度配分表:30分。
表8-22 技师职业技能鉴定样题(一)评分表
(续)
3.加工工艺
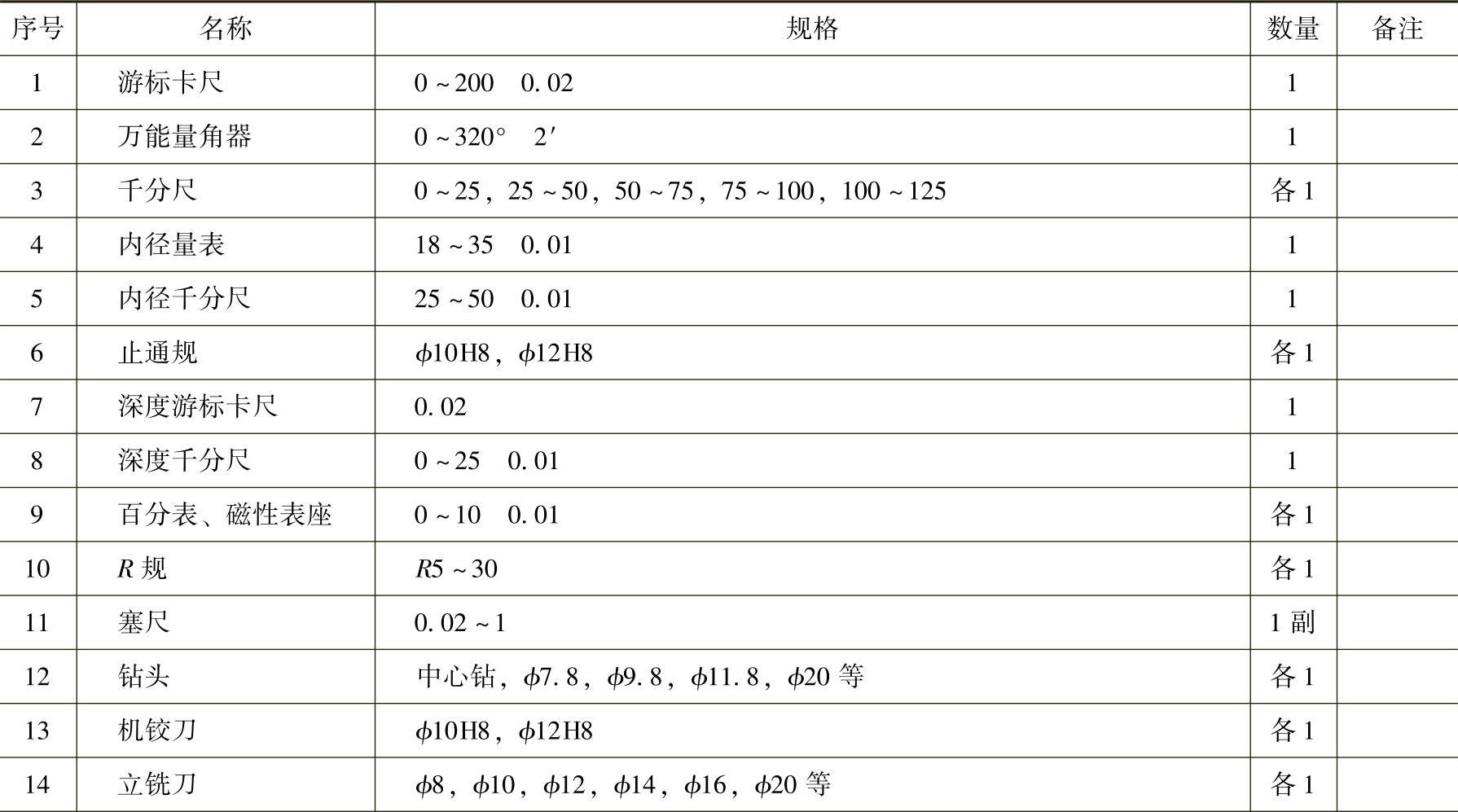
(1)工具、量具、刀具及材料清单 加工过程中所用工具、量具、刀具及材料清单见表8-23。
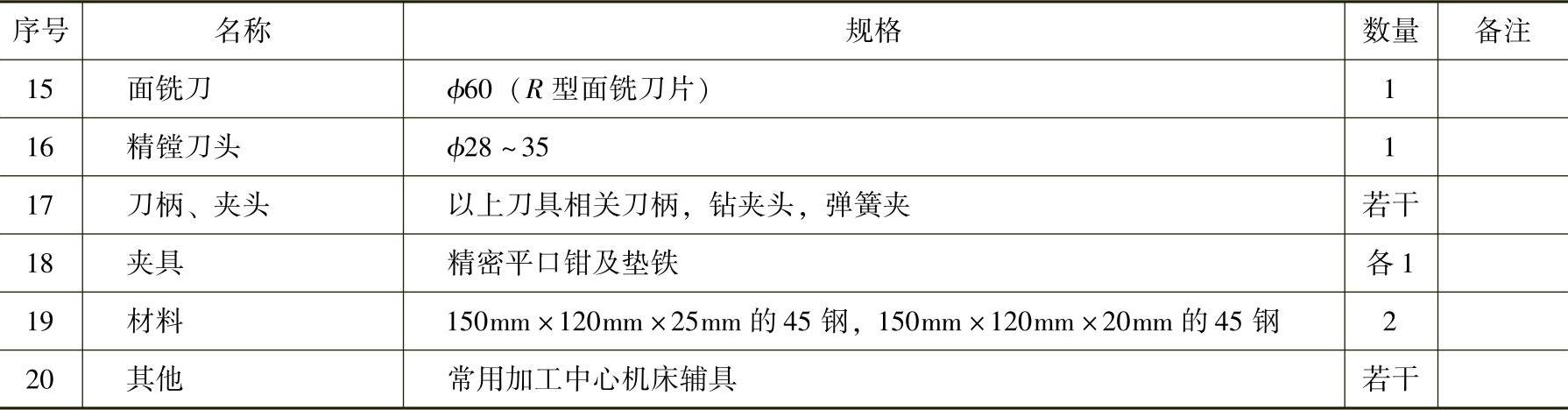
表8-23 工具、量具、刀具及材料清单
(续)
(2)加工工序 根据图样要求加工件1,然后加工件2。工件2完成加工后必须在拆卸之前与工件1进行配合。
1)工件1的加工工序
①钻孔加工,选用ϕ9.8mm直柄麻花钻。
②粗加工铣削ϕ26mm孔,选用ϕ10mm三刃立铣刀。
③粗加工曲线凹槽,选用ϕ10mm三刃立铣刀。
④粗加工薄壁外形,选用ϕ10mm三刃立铣刀。
⑤粗加工椭圆台,选用ϕ10mm三刃立铣刀。
⑥粗加工方键,选用ϕ10mm三刃立铣刀。(https://www.xing528.com)
⑦精加工曲线凹槽,选用ϕ10mm三刃立铣刀。
⑧精加工薄壁外形,选用ϕ10mm三刃立铣刀。
⑨精加工椭圆台,选用ϕ10mm三刃立铣刀。
⑩精加工方键,选用ϕ10mm三刃立铣刀。
(11)精铣ϕ26mm孔,选用ϕ10mm三刃立铣刀。
(12)扩孔加工,选用ϕ11.8mm直柄麻花钻。
(13)铰孔加工,选用ϕ10mm、ϕ12mm机用铰刀。
(14)R3倒角加工,选用ϕ10mm三刃立铣刀。
2)工件2的加工工序
①钻孔加工,选用ϕ9.8mm直柄麻花钻。
②粗加工曲线凸台,选用ϕ12mm三刃立铣刀。
③粗加工中部凹槽,选用ϕ12mm三刃立铣刀。
④粗加工方键槽,选用ϕ12mm三刃立铣刀。
⑤精加工曲线凸台,选用ϕ12mm三刃立铣刀。
⑥精加工中部凹槽,选用ϕ12mm三刃立铣刀。
⑦精加工方键槽,选用ϕ12mm三刃立铣刀。
⑧扩孔加工,选用ϕ10.8mm直柄麻花钻。
⑨攻螺纹加工,选用M12mm机用丝锥。
(3)工件坐标系原点 工件坐标系原点(编程原点)选择在工件上表面对称中心处。
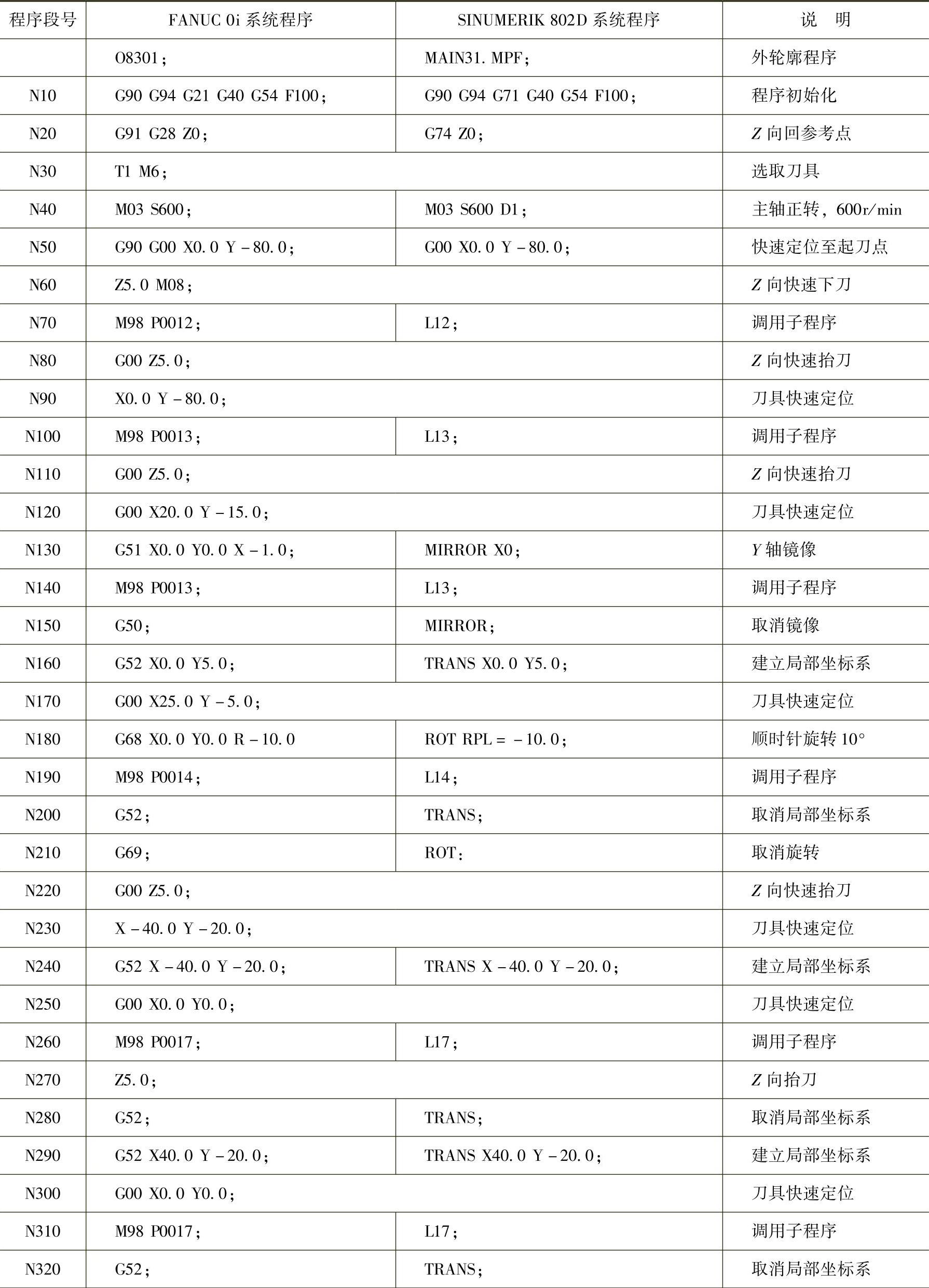
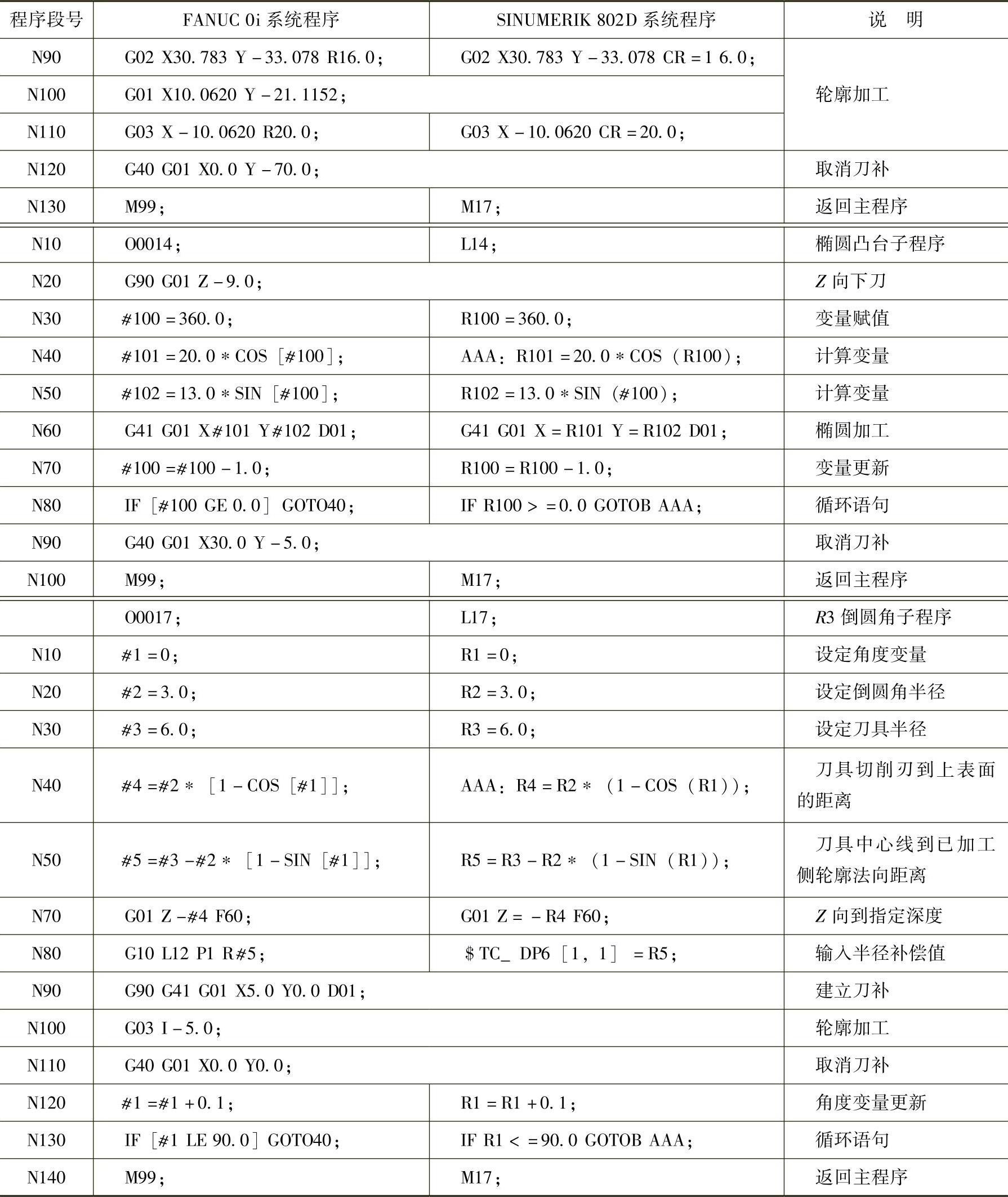
4.程序编制
加工程序及其说明见表8-24。
表8-24 技师职业技能鉴定样题(一)参考程序
(续)
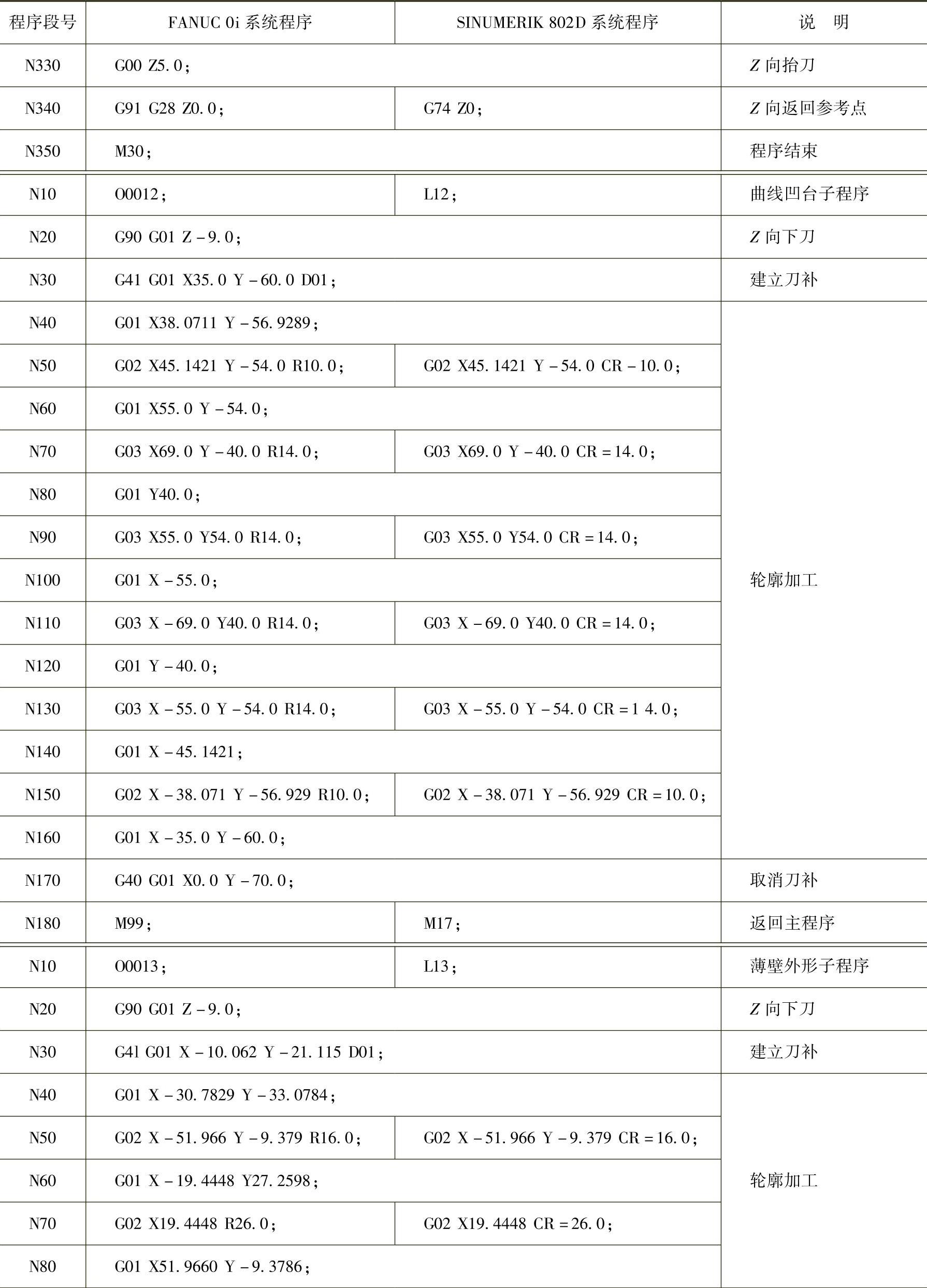
(续)
注:其他程序请自行编制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。