



1.教学目的
1)了解影响尺寸精度的因素,掌握尺寸精度的控制方法。
2)了解影响形位精度的因素,掌握形位精度的控制方法。
3)掌握孔加工程序的编制。
4)掌握零件内外轮廓的编程方法。
2.实训内容
请在加工中心上完成如图8-5所示零件的编程与加工,毛坯尺寸为75mm×75mm×20mm,材料为45钢。六面为已加工表面。
(1)零件图(见图8-5)
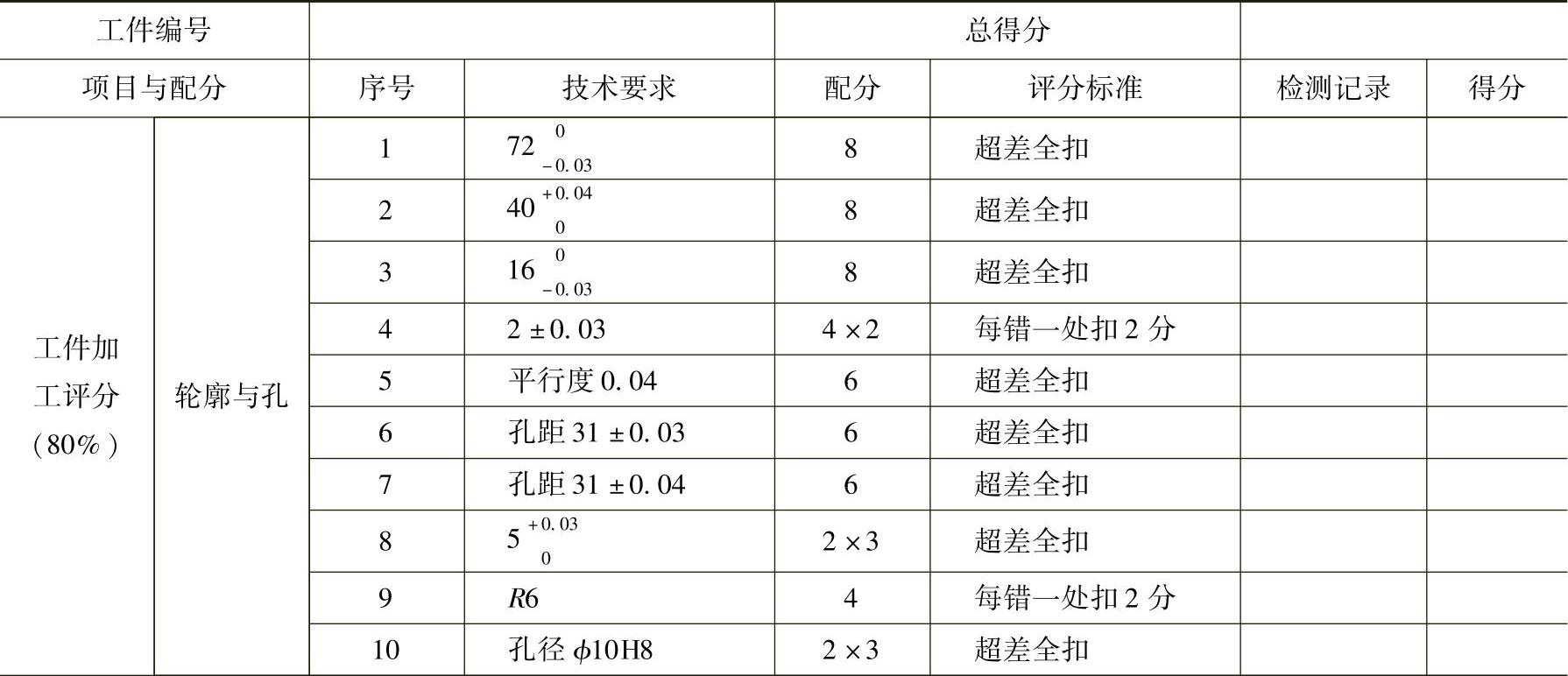
(2)评分表(见表8-4)
表8-4 零件加工训练评分表(二)
(续)
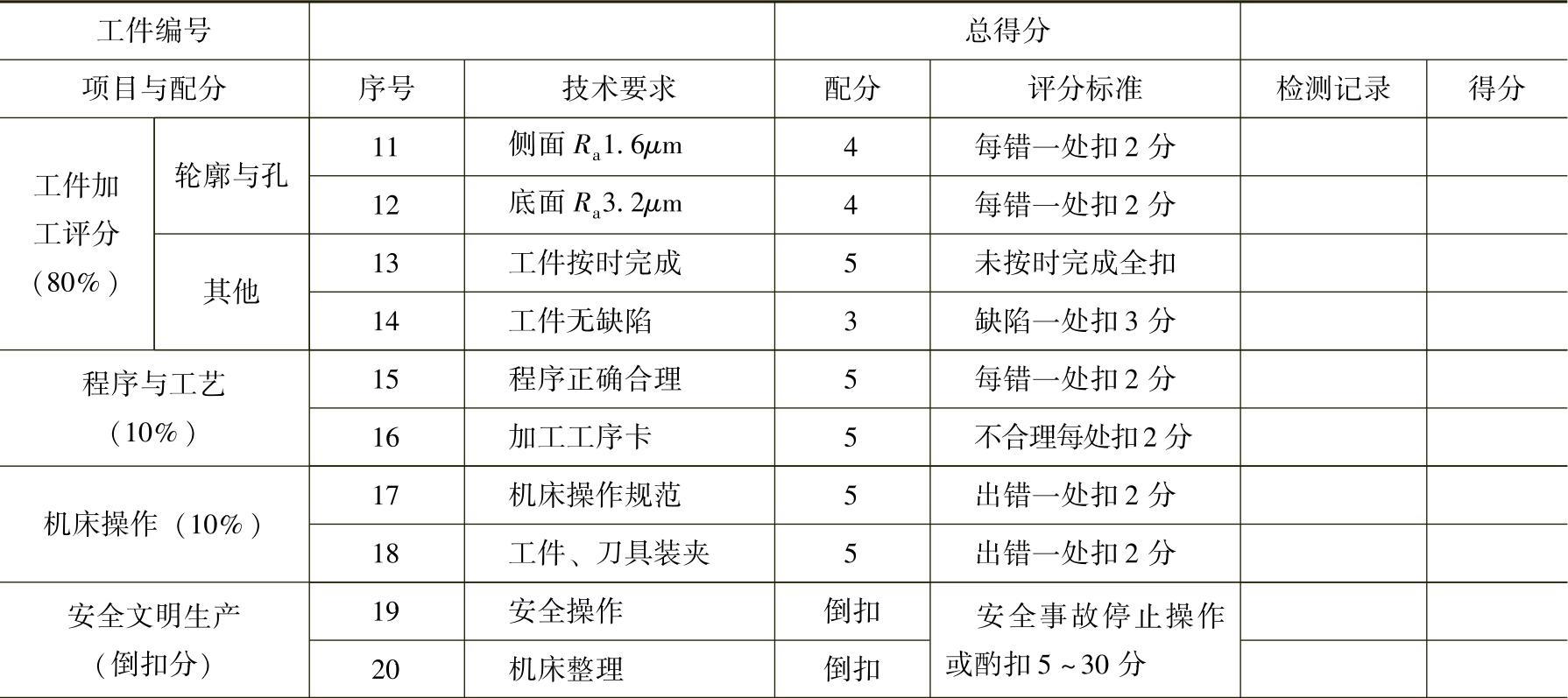
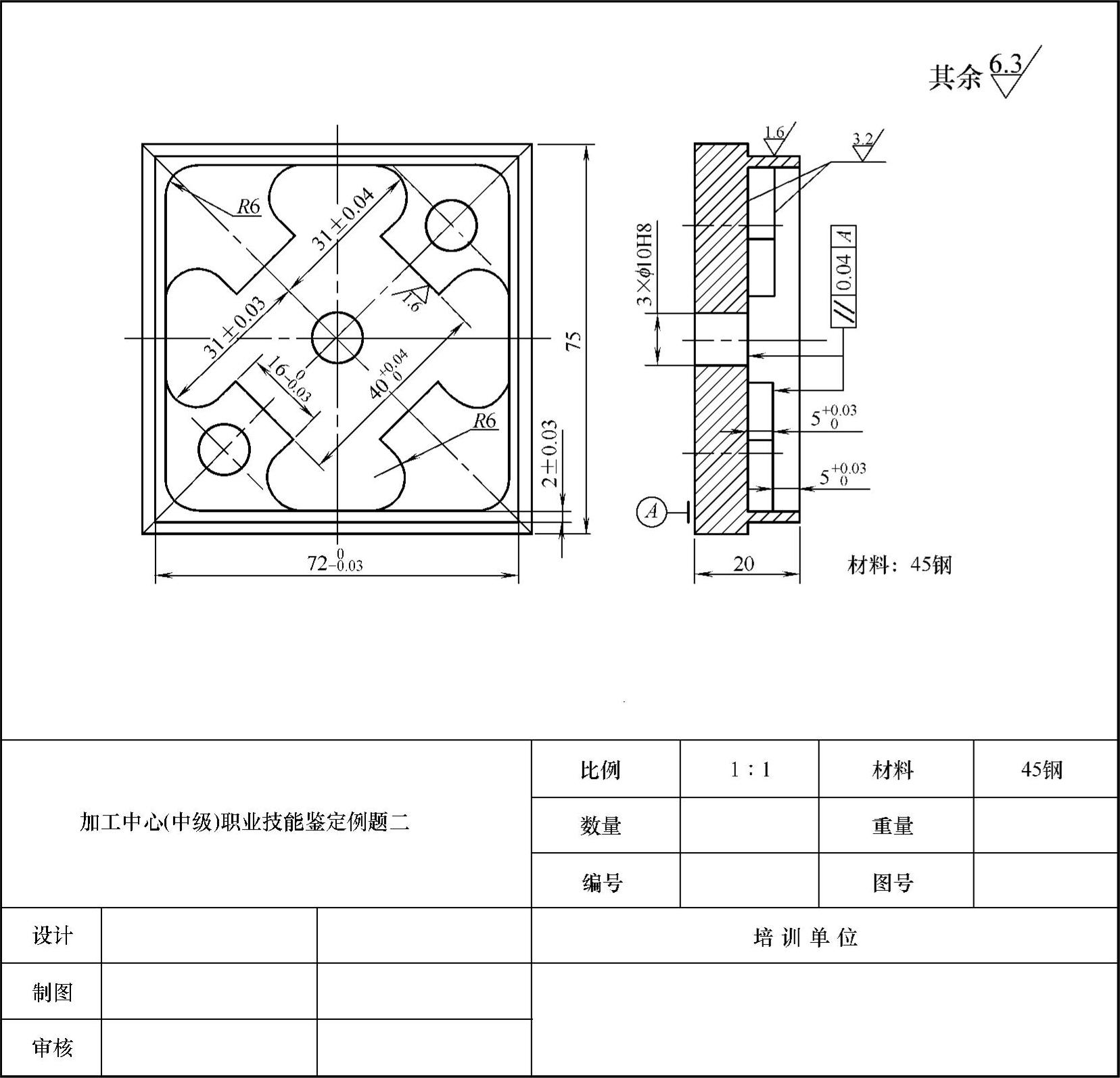
图8-5 加工中心中级工强化训练零件图(二)
3.加工工艺与知识积累
根据具体情况选用精密平口钳装夹,所用刀具、量具与工具可参照表8-2。
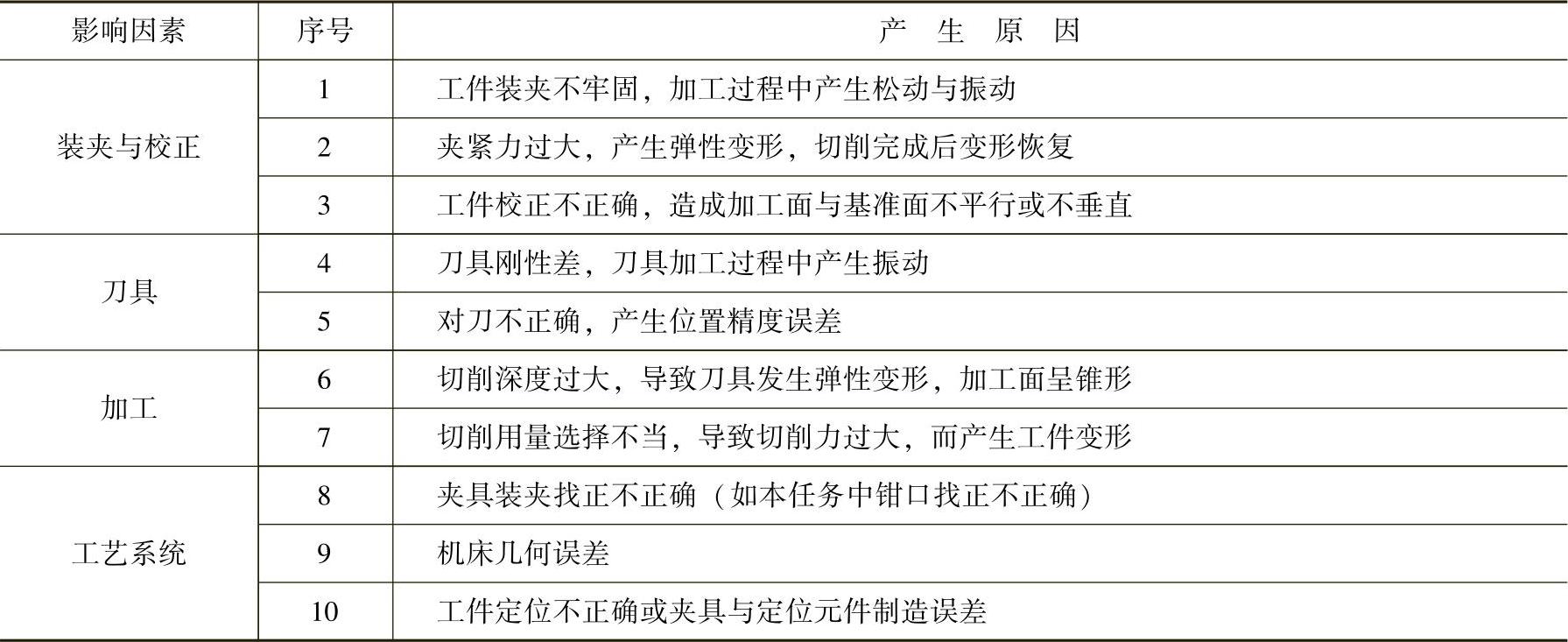
(1)尺寸精度的影响因素 铣削加工过程中导致尺寸精度降低的原因有多方面,在实际加工过程中,造成尺寸精度降低的原因见表8-5。(https://www.xing528.com)
表8-5 数控铣尺寸精度降低原因分析
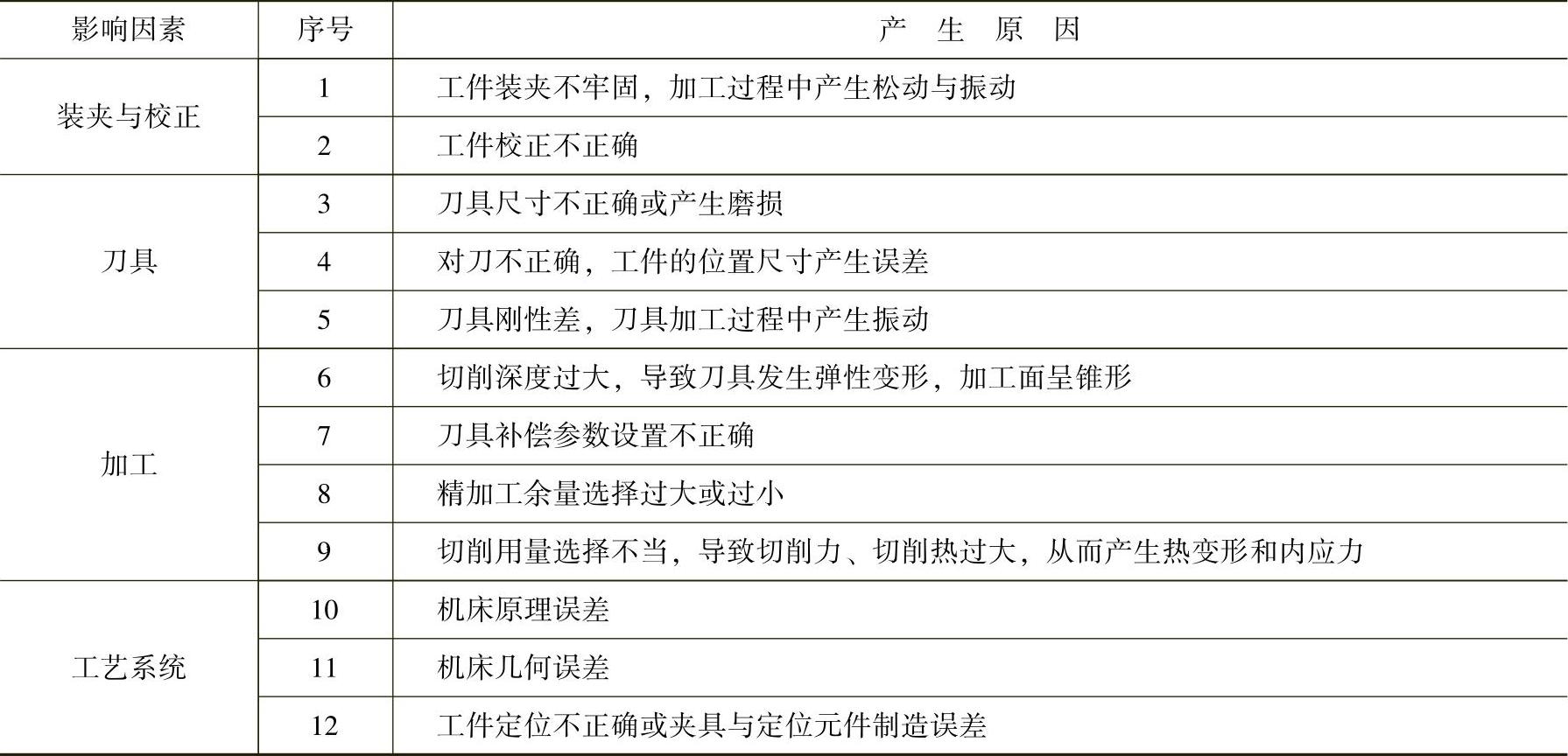
(2)形位精度的影响因素 本例工件主要的形位精度有各加工表面与基准面的垂直度、平行度以及对称度等。在外轮廓的加工过程中,造成形位精度降低的可能原因见表8-6。
表8-6 数控铣形位精度降低原因分析
【操作提示】形位精度对配合精度有直接影响。
(3)工件坐标系原点 工件坐标系原点(编程原点)选择在工件上表面几何中心处。
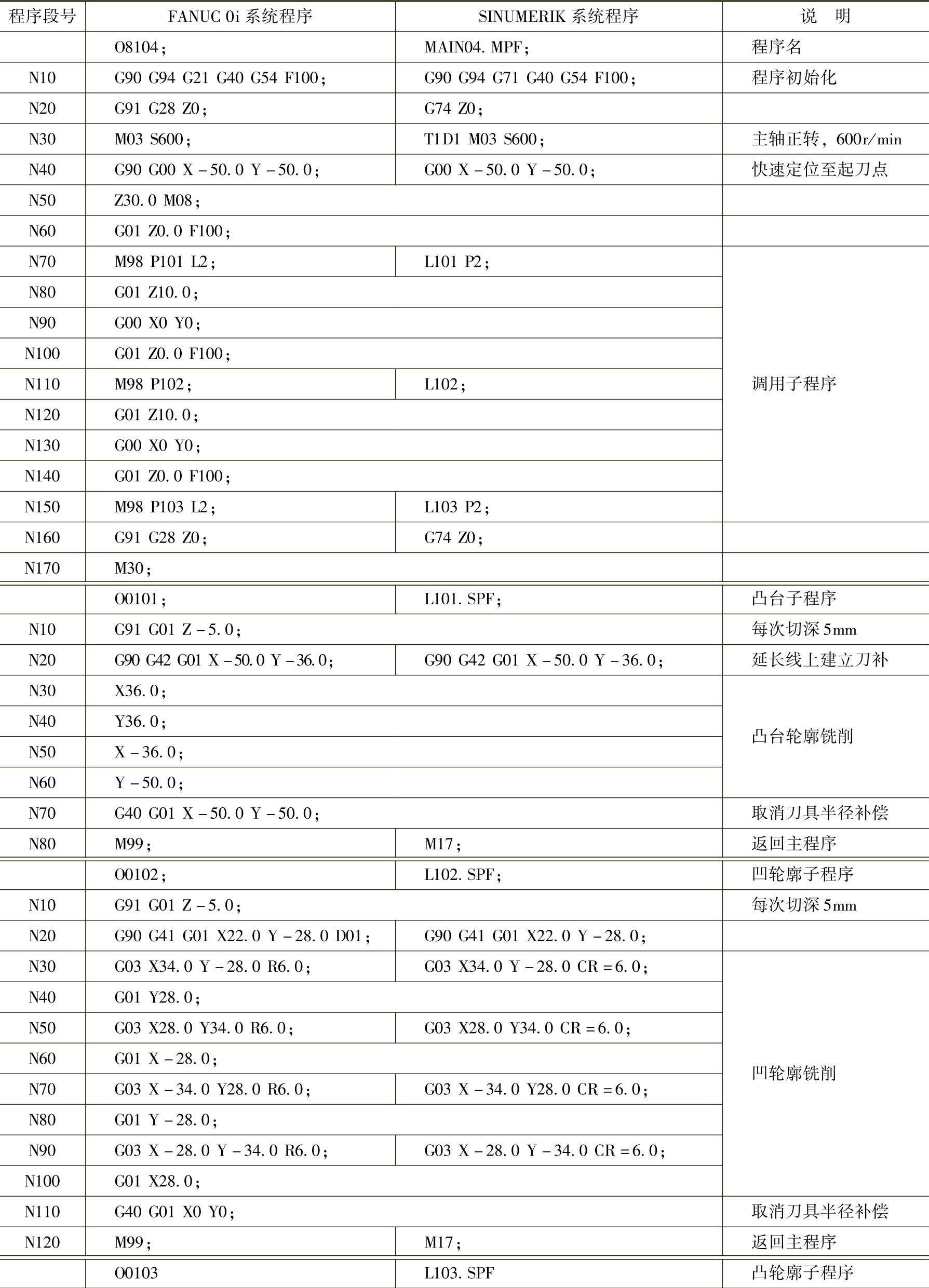
4.程序编制
加工程序及其说明见表8-7。
表8-7 加工程序及其说明
(续)
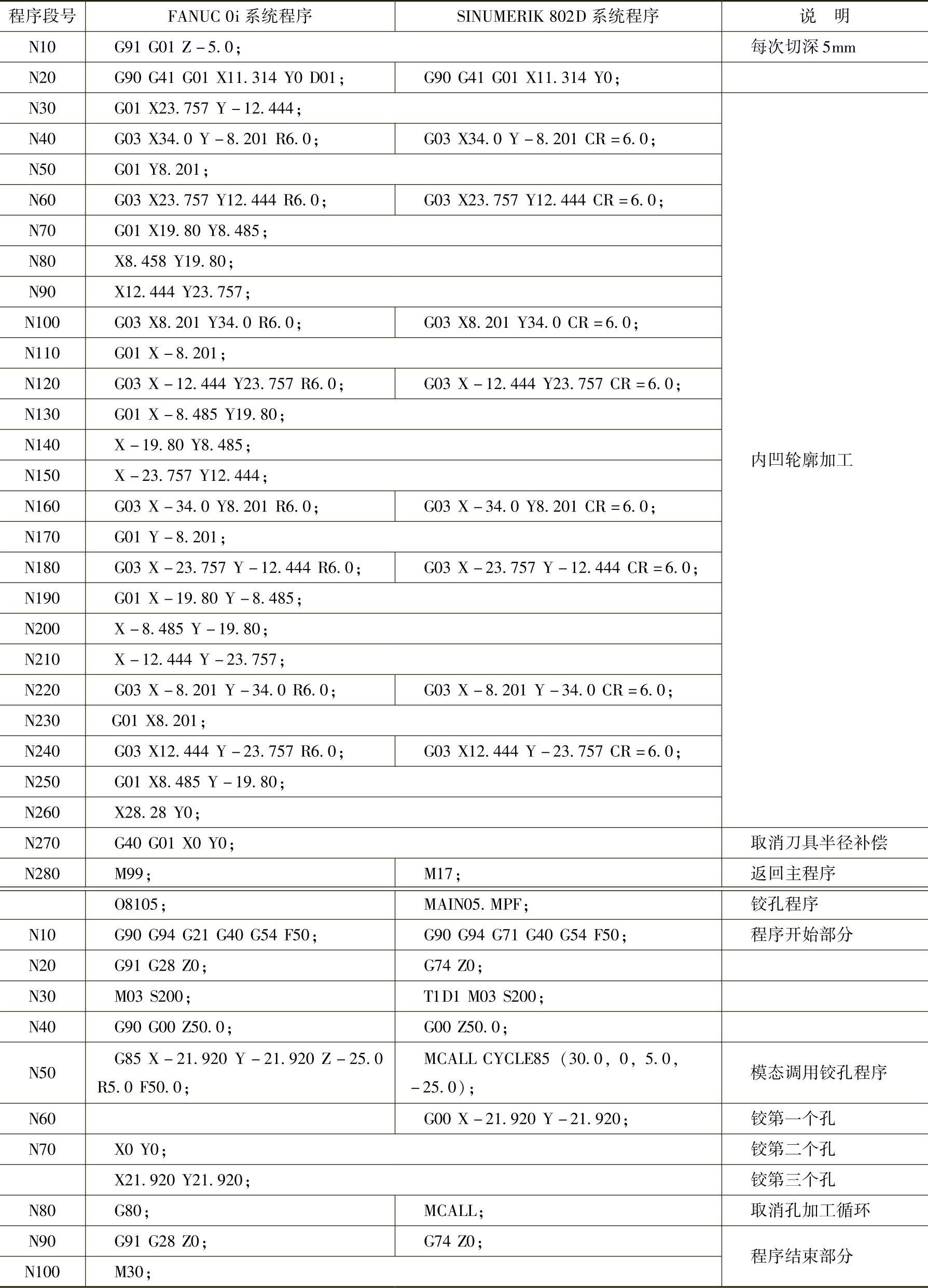
注:中心钻定位及扩孔程序与铰孔程序相类似,请自行编制。
5.实训小结
在数控机床所加工零件的尺寸精度和形位精度,一方面是由数控机床精度来保证的;另一方面,操作者的水平也对这些精度产生了直接的影响。因此,作为操作者应努力学好数控技能,认真细致完成各项操作工作,尽可能减少人为因素对这些精度的影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。