



手动控制运行方式有JOG方式、手轮方式、MDA方式和端面铣削。
1.JOG运行方式——“加工”操作区
操作步骤:
1)通过按机床控制面板上的“JOG”键,选择JOG手动运行方式。
2)按下相应的方向键X、Y或Z,可以使坐标轴运行。只要相应的键一直按着,坐标轴就一直连续不断地以设定的进给速度运行。如果设定数据中此值为“零”,则按照机床参数数据中存储的值运行。松开按键,坐标轴就停止运行。
3)需要时可以通过倍率开关调节速度。
4)如果同时按下相应的坐标轴键和“快进”键,则坐标轴以快进速度运行。
5)选择“增量选择”键以步进增量方式运行时,坐标轴以选择的步进增量移动,步进增量的大小在屏幕上显示。再按一次“点动”键就可以去除步进增量方式。
6)在JOG状态图上显示位置、进给值、主轴值和刀具值,如图7-30所示。
7)测量工件,测量零点偏置。
8)测量刀具,测量刀具偏置。
9)设置,在“设置”屏幕格式下,可以设置带有安全距离的退回平面,以及在MDA方式下自动执行零件程序时主轴的旋转方向。此外,还可以在此屏幕上设定JOG进给率和增量值,如图7-31所示。
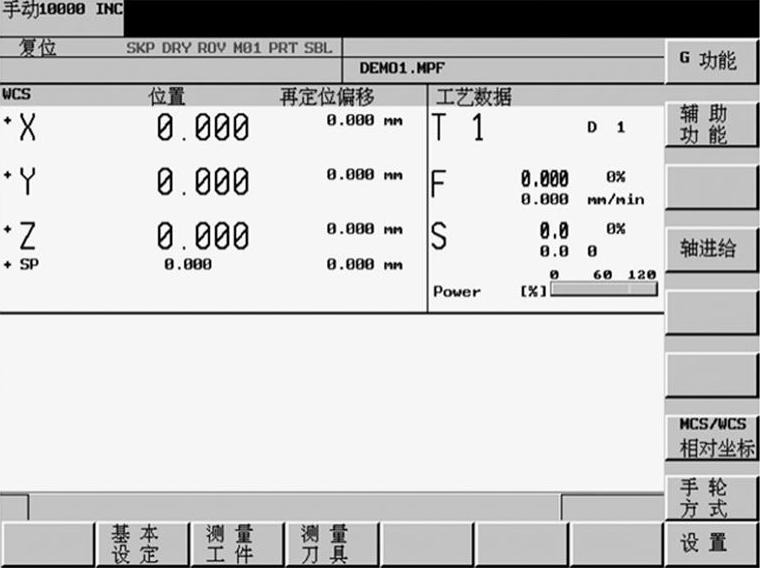
图7-30 “JOG”状态图
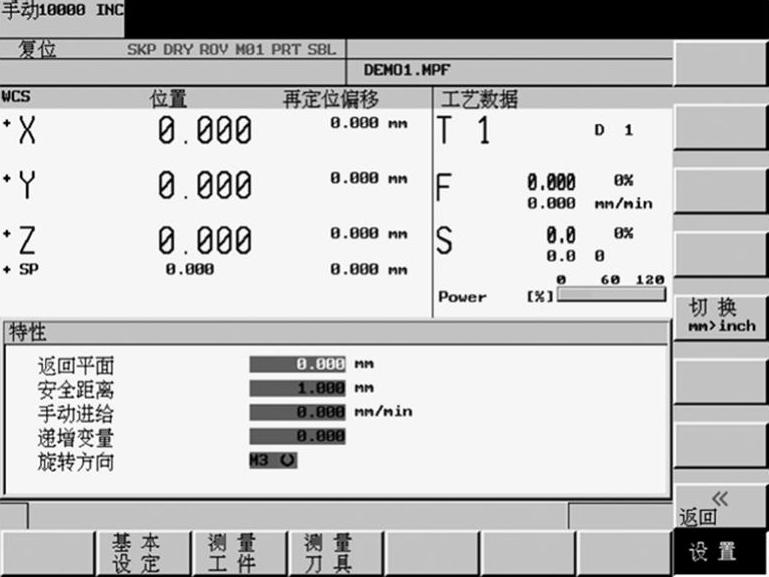
图7-31 设置状态
10)切换mm>inch,通过按软件“切换”键,可以在公制和英制尺寸之间进行转换。
2.手轮运行方式
操作步骤:
1)依次按“手动”键 和“手轮方式”软键,在JOG运行状态出现“手轮”窗口,如图7-32所示。
和“手轮方式”软键,在JOG运行状态出现“手轮”窗口,如图7-32所示。
2)选择手轮运行方式,在“坐标轴”一栏显示所有的坐标轴名称,它们在软键菜单中也同时显示机床坐标X、Y、Z。根据所连接的手轮数,可以通过光标移动在手轮之间进行转换。
3)移动光标到所选的手轮,然后按动相应坐标轴的软键。
4)在所选的坐标轴后出现符号 ,该轴即被接通。手轮的速度可以通过增量按键选择来控制,分别为1μm、10μm、100μm、1000μm。
,该轴即被接通。手轮的速度可以通过增量按键选择来控制,分别为1μm、10μm、100μm、1000μm。
5)用“机床坐标”或“工件坐标”软键,可以从机床坐标系或工件坐标系中选择坐标轴,用来选通手轮。所设定状态显示在“手轮”窗口中。
3.MDA运行方式(手动数据输入)——“加工”操作区
(1)功能 在MDA运行方式下可以编制一个零件程序段来执行。
注意:此运行方式中所有的安全锁定功能与自动运行方式一样,其他相应的前提条件也与自动运行方式一样。
(2)操作步骤
1)通过机床控制面板上的“MDA”键 选择MDA运行方式,如图7-33所示。
选择MDA运行方式,如图7-33所示。
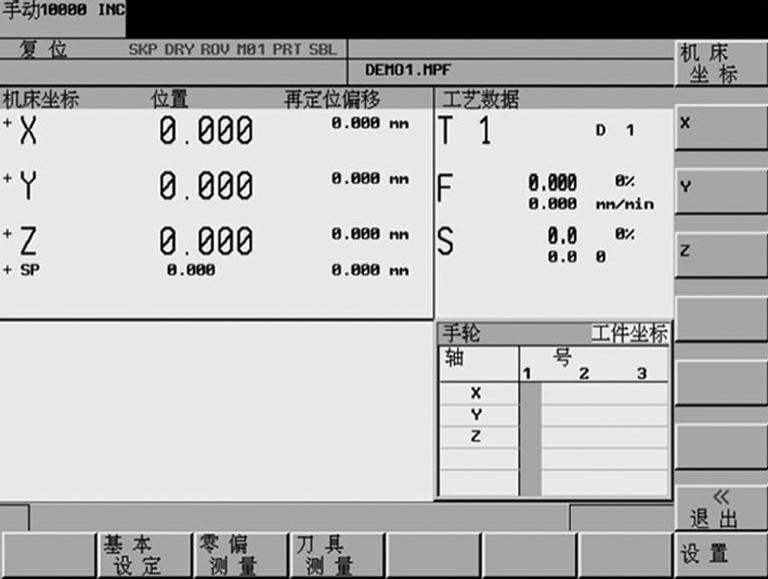
图7-32 “手轮”方式窗口(https://www.xing528.com)
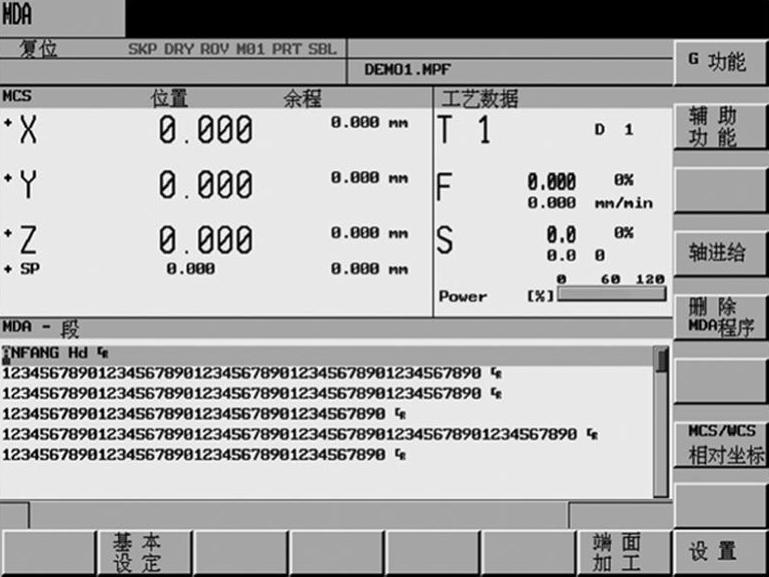
图7-33 MDA状态图
2)通过操作面板输入程序段。
3)按“数控启动”键 执行输入的程序段。在程序执行时不可以再对程序段进行编辑。
执行输入的程序段。在程序执行时不可以再对程序段进行编辑。
执行完毕后,输入区的内容仍保留,该程序段可以通过按“数控启动”键再次重新运行。
(3)软键含义
基本设定:设定基本零点偏置。
端面加工:铣削端面。
设置:设置主轴转速、旋转方向等。
G功能:G功能窗口中显示所有有效的G功能,每个G功能分配在一功能组下并在窗口中占有一固定位置。通过按“光标向上键”或“光标向下键”可以显示其他的G功能。再按一次该键可以退出此窗口。
 :打开M功能窗口,显示程序段中所有有效的M功能。再按一次该键可以退出此窗口。
:打开M功能窗口,显示程序段中所有有效的M功能。再按一次该键可以退出此窗口。
轴进给:按该键出现轴进给率窗口。再按一次该键可以退出此窗口。
 :用此功能可以删除在程序窗口显示的所有程序段。
:用此功能可以删除在程序窗口显示的所有程序段。
 :在输入区中定义MDA程序保存的名称,也可以从列表中选择现有的程序名。用TAB键可以实现在输入区和程序列表之间切换。
:在输入区中定义MDA程序保存的名称,也可以从列表中选择现有的程序名。用TAB键可以实现在输入区和程序列表之间切换。
 :实际值的显示与所选的坐标系有关。
:实际值的显示与所选的坐标系有关。
4.端面铣削
(1)功能 使用端面铣削功能可以为以后的加工准备好毛坯,而无需为此编定一个专门的零件程序。
(2)操作步骤
1)按“MDA”键和“端面加工”软键,在MDA方式下使用端面铣削软键打开输入屏幕格式。
2)把坐标轴定位到起始点。
3)在屏幕格式中输入参数值,如图7-34所示。
4)在此屏幕格式中输入所有的参数,产生一个零件程序,然后按NC启动键 就可以执行此程序。此时关闭此屏幕格式,转换到加工屏幕格式,在此可以观察程序的执行过程。
就可以执行此程序。此时关闭此屏幕格式,转换到加工屏幕格式,在此可以观察程序的执行过程。
注意:必须事先在设定参数菜单中定义退回平面和安全距离。
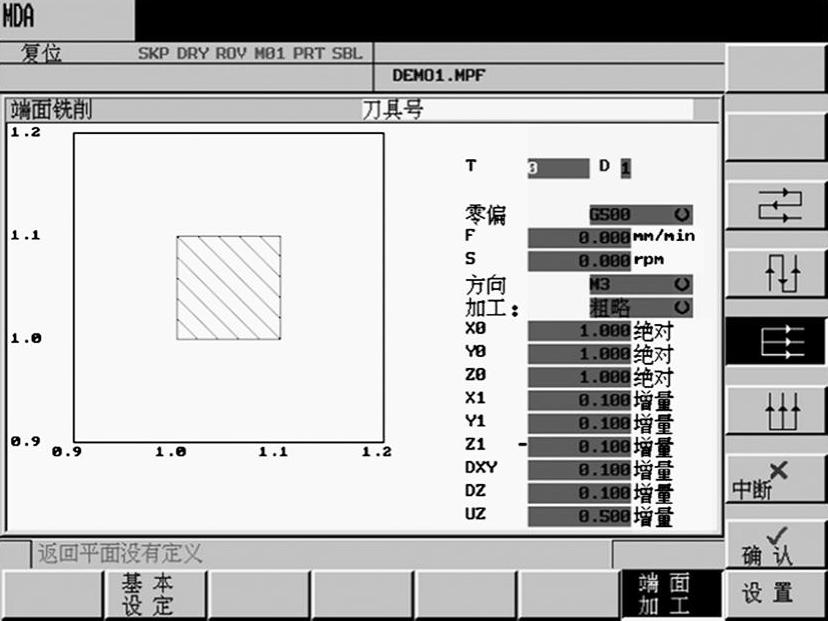
图7-34 端面铣削
(3)具有不同切削方向定义的软键
 :横坐标平行方向的加工,可以变换方向。
:横坐标平行方向的加工,可以变换方向。
 :横坐标平行方向的加工,只在一个方向。
:横坐标平行方向的加工,只在一个方向。
 :纵坐标平行方向的加工,可以变换方向。
:纵坐标平行方向的加工,可以变换方向。
 :纵坐标平行方向的加工,只在一个方向。
:纵坐标平行方向的加工,只在一个方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。