



【摘要】:根据工件形状及工件原点的选择不同,可分以下4种情况。图7-11 X、Y向对刀示意图图7-12 X、Y向对刀示意图3)以圆形工件圆心点作为工件坐标零点的对刀,如图7-13所示,其方法与长方形一样。图7-13 X、Y向对刀示意图图7-14 X、Y向对刀示意图工件坐标零点到机械零点的X、Y距离值为:X=/2,Y=/2
根据工件形状及工件原点的选择不同,可分以下4种情况。
1)以长方形工件左下角为工件坐标零点的对刀,如图7-11所示,把工件左下角作为编程零点。
工件坐标零点到机械零点的X、Y距离值为:X=X1(机床坐标)+d/2 Y=Y1(机床坐标)+d/2
式中,d表示刀具(或找正棒、光电寻边器球头)直径,单位为mm。
注意:X、Y距离值不是所有情况都是加一个半径值,它与对刀点的位置(比如取右上角为工件坐标零点时减一个半径值等)和机械零点的处于最大最小极限有关,在使用中要认真考虑。
2)以长方形工件中心点作为工件坐标零点的对刀,如图7-12所示。
工件坐标零点到机械零点的X、Y距离值为:X=(X1+X2)/2,Y=(Y1+Y2)/2
注意:所有的X、Y坐标值均取机械坐标值。
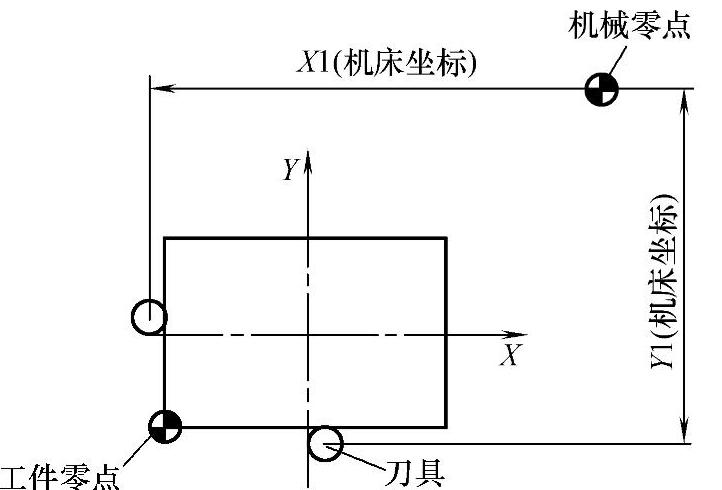
图7-11 X、Y向对刀示意图
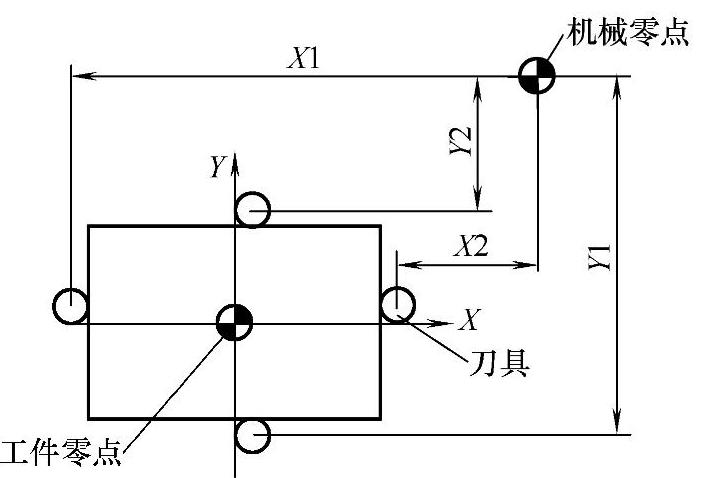
图7-12 X、Y向对刀示意图(https://www.xing528.com)
3)以圆形工件圆心点作为工件坐标零点的对刀,如图7-13所示,其方法与长方形一样。
工件坐标零点到机械零点的距离X、Y值为:X=(X1+X2)/2,Y=(Y1+Y2)/2
注意:所有的X、Y坐标值均为机械坐标值,在对刀过程中,如对X轴时,Y轴不能移动,对Y轴时,X轴不能移动,否则圆弧弦长将发生变化。
对于加工精度较高的圆孔加工,可用杠杆百分表找正工件中心与主轴同轴,直接获得工件坐标零点X、Y值。具体操作见后续的对刀方法。
4)以工件内型腔中心点作为工件坐标零点的对刀,如图7-14所示。
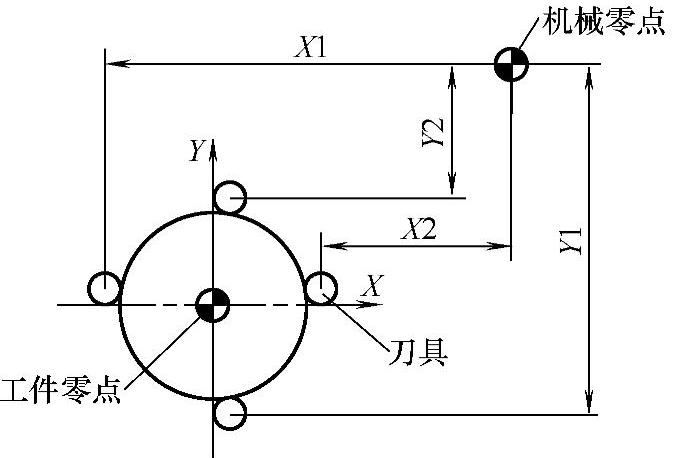
图7-13 X、Y向对刀示意图
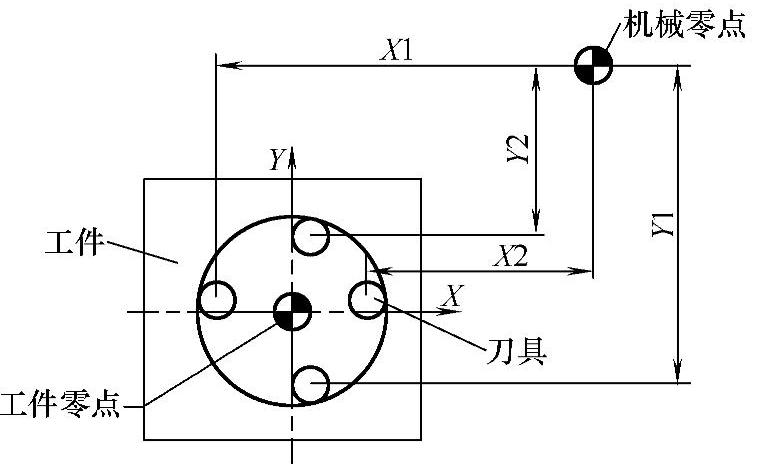
图7-14 X、Y向对刀示意图
工件坐标零点到机械零点的X、Y距离值为:X=(X1+X2)/2,Y=(Y1+Y2)/2
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。