



利用R参数加以程序跳转功能编程可以实现较复杂的程序编制。它同其他的数控系统(如FANUC系统、华中系统)的宏指令编程是一致的。只是它们采用的地址单元不同。宏指令采用#加数字表示地址单元。如:#100=#100+10,相当于R100=R100+10。图5-69为在钢板上打24个ϕ5mm孔,如果按常规的方法给出24个孔点坐标,则编程太繁杂。下面用R参数和程序跳转编制程序。
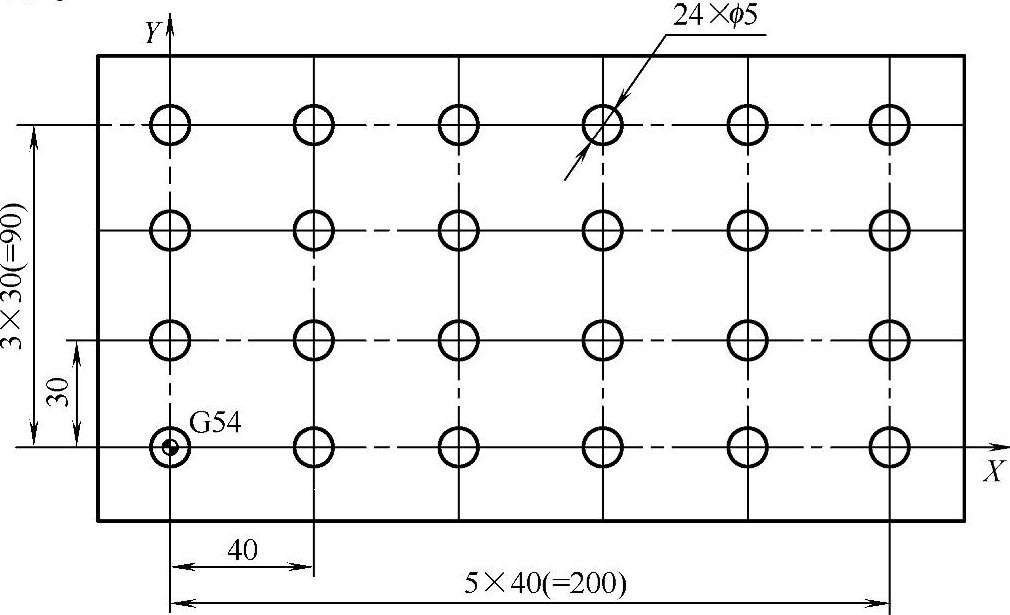
图5-69 R参数和程序跳转举例
程序名为:ZJG1_MPF
%_N_ZJG1_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面指定
N20 T1 M6 ;换刀1号刀,ϕ5mm钻头
N30 M3 S700 ;转速700r/min,主轴正转
N40 G0 G54 X0 Y0 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N50 Z50 M7 ;快速进刀,切削液开.
N60 R0=0R1=0R2=0R3=0 ;给R参数赋初值,R0为X方向上孔的排数,R1为X方向上的孔距,R2为Y方向上孔的孔距,R3为Y方向上的排数
N70 AA1: ;AA1为标记符,跳转目标程序段。
N80 G0 X=R1Y=R2 ;快速定位到钻孔点(https://www.xing528.com)
N90 R0=R0+1 ;X方向上孔的记数,由原来的R0加上1后赋值给新的R0
N10 0R1=R1+40 ;X方向上孔的尺寸,由原来的R1加上40后赋值给新的R1
N110 CYCLE81(30,,3,-10,,) ;调用钻孔指令钻孔
N120 IFR0<6 GOTOB AAA1 ;判别第一排X方向上的孔有没有被钻完成,没有的话再继续
N130 R2=R2+30 ;Y方向上孔的尺寸,由原来的R2加上30后赋值给新的R2
N140 R3=R3+1 ;Y方向上孔的记数,由原来的R3加上1后赋值给新的R3
N150 R0=0 R1=0 ;R0为X方向上孔的排数重新置零,R1为X方向上的孔距重新置零
N160 IF R3<4 GOTOB AAA1 ;判别Y方向上的孔有没有被钻完成,没有的话再继续
N170 G0 G90 Z200 ;快速抬刀
N180 M5 ;主轴停止
N190 M9 ;切削液关
N200 M30 ;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。