



1.概述
钻孔循环用于钻孔、镗孔、攻螺纹等规定的动作顺序。这些循环以具有定义的名称和参数表的子程序的形式来调用。
钻孔循环需定义两种类型的参数:几何参数和加工参数。几何参数包括参考平面和返回平面,以及安全间隙或相对的最后钻孔深度。
(1)固定循环中各平面的定义
1)加工开始平面(亦称参考平面)。这一平面为固定循环加工时Z向由快进转变为进给的位置,不管刀具在Z轴方向的起始位置如何,固定循环执行时的第一个动作总是将刀具沿Z向快速移动到这一平面上,因此,必须选择加工开始平面高于加工表面。
2)加工底平面。这一平面的选择决定了最后钻孔的深度,因此,加工底平面在Z向的坐标即可作为加工底平面。在立式加工中心上,由于规定刀具离开工件为Z正向,因此,加工底平面必须低于加工开始平面。
3)加工返回平面。这一平面规定了在固定循环中Z轴加工至底面后,返回到哪一位置,而在这一位置上工作台X/Y平面应可以做定位运动,因此,加工返回平面必须等于或高于加工开始平面。
图5-34为各个平面在工件坐标系中的定义。

图5-34 固定循环中各个平面在工件坐标系中的定义
(2)平面选择原则 考虑到实际加工的需要,对这三个平面一般按如下原则选择:
1)对于毛坯加工,加工开始平面一般高于加工表面5mm左右;对于粗加工完成后的加工,加工开始平面一般高于加工表面2mm。
2)加工返回平面要求高于加工开始平面,并且保证在下次XY定位过程中不会碰撞工作台上的任何工件或夹具,同时,即使加工表面为平面也必须遵循以下原则:对于毛坯,使用刚性攻螺纹(CYCLE84)时,返回平面必须高于加工表面8~10mm;对于柔性攻螺纹(CYCLE840),返回平面必须高于加工表面5mm以上。
3)加工底面选择应考虑到通孔时的加工实际情况,因此在这种情况下应在加工底面再加上一个钻头的半径为宜,以保证能可靠钻通。通常通孔钻孔深度H=h(孔深)+0.5D(钻头直径)。
(3)钻孔循环调用和返回条件 钻孔循环是独立于实际轴名称而编程的。所以调用时要注意几个方面:
1)循环调用之前,在前面程序中必须使之到达孔的位置。
2)在钻孔循环中没有定义进给率、主轴转速和主轴旋转方向的值,则必须在零件程序中给定。
3)循环指令之前,有效的G功能和当前数据记录在循环之后仍然有效。
(4)钻孔循环的运动顺序
1)孔点坐标X、Y轴定位。
2)Z轴快速靠近参考平面。
3)Z轴以进给速度加工至底平面。
4)在孔底的动作。
5)退回到参考平面。
6)Z轴快速返回到初始平面(返回平面)。
此运动顺序所有钻孔循环都遵守,但具体的循环指令定义的步骤又有所不同,要分别对待。
2.钻孔,中心钻孔——CYCLE81
(1)指令功能 刀具按照编程的主轴速度和进给率钻孔,直至到达输入的最后的钻孔深度,然后刀具从孔底快速移动退回,从而加工出一个简单的孔。
(2)编程格式
CYCLE81(RTP,RFP,SDIS,DP,DPR)
(3)参数说明 CYCLE81参数及其说明见表5-12。
表5-12 CYCLE81参数及其说明

(4)运动顺序(见图5-35)
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)Z轴以进给速度(G1)进给至最后的钻孔深度。
3)Z轴快速(G0)返回至返回平面RTP。
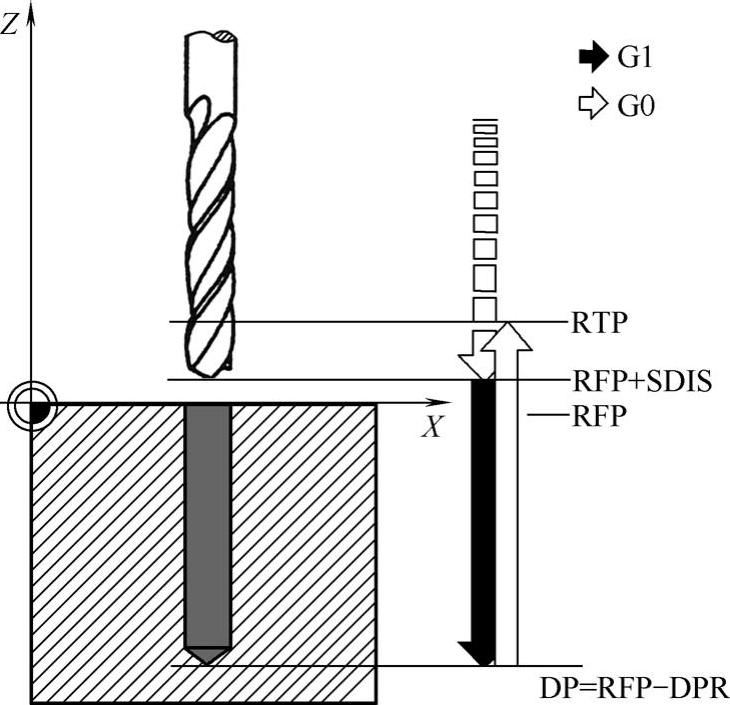
图5-35 CYCLE 81钻孔的运动顺序

图5-36 为CYCLE 81钻孔举例
(5)编程举例
【例5-17】 图5-36为CYCLE81钻孔举例。程序编写为MAIN01.MPF。
%_N_MAIN01_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N50 M3 S600 F50 ;主轴正转,转速600r/min,定义进给速度
N60 G0 G54 X20 Y10 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N70 Z50 M7 ;快速进刀,切削液开
N80 CYCLE81(30,,3,-15) ;调用钻孔指令钻孔,退回平面在Z30处,参考平面Z0,安全间隙3,最后钻孔深度Z-15,相对于参考平面的最后钻孔深度15
N90 X20 Y20 ;移动到下一个钻孔位置
N100 CYCLE81(30,,3,,15) ;调用钻孔指令钻孔,退回平面在Z30处,参考平面Z0,安全间隙3,最后钻孔深度Z-5,相对于参考平面的最后钻孔深度15
N110 G0 G90 Z200 M5 ;快速抬刀,主轴停止
N120 M9 ;切削液关
N130 M30 ;程序结束
说明:
1)RTP项不可省略。
2)如果RFP省略,系统认为参考平面取在Z0处。
3)如果SDIS省略,则Z轴以G0快速移动到RFP确定的平面,然后以G1钻孔。
4)DP与DPR两者只能省略其一。如果同时输入DP和DPR,最后钻孔深度则来自DPR;如果该值不同于由DP编程的绝对值深度,在信息栏会出现“深度:符合相对深度值”。
5)省略时用逗号“,”隔开,逗号与逗号之间可以加空格,也可以连续两个逗号;省略最后一个时,可不加逗号。
以下的程序段等效:
CYCLE81(30,0,3,-15,15) G0移动到Z3;钻孔深度为Z-15。
CYCLE81(30,,3,-15,) 参考平面为Z0省略;DPR省略。
CYCLE81(30,3,,-15) 参考平面为Z3;无安全间隙(SDIS省略);DPR省略。
CYCLE81(30,,3,,15) 参考平面Z0省略;DP省略,由参考平面往下计算孔深0-15=-15。
CYCLE81(30,1,2,-20,16)或CYCLE81(30,1,2,,16)或CYCLE81(30,1,2,-3,16) 参考平面为Z1;安全间隙为2;-20及-3不起作用;由参考平面往下计算孔深1-16=-15。
CYCLE81(30,-2,5,-15,13)或CYCLE81(30,-2,5,-15)或CYCLE81(30,-2,5,,13) 参考平面为Z-2;安全间隙为5;由参考平面往下计算孔深-2-13=-15。
3.中心钻孔(锪孔)——CYCLE82
(1)指令功能 刀具按照编程的主轴转速和进给速度钻孔,直至到达最后的钻孔深度。到达孔底时允许停顿一段时间,然后刀具从孔底快速移动退回。
(2)编程格式
CYCLE82(RTP,RFP,SDIS,DP,DPR,DTB)
(3)参数说明 CYCLE82参数及其说明见表5-13。
表5-13 CYCLE82参数及其说明

(4)CYCLE82钻孔的运动顺序(见图5-37):
1)Z轴快速(G0)到达安全间隙之前的平面即安全平面。
2)Z轴以G1进给至最后的钻孔深度。
3)在最后钻孔深度处的停顿时间。
4)Z轴快速(G0)返回至返回平面RTP。
(5)编程举例
【例5-18】 图5-38为CYCLE82中心钻孔举例。程序编写为MAIN02.MPF。
%_N_MAIN02_MPF;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 TI M6 ;换1号刀
N50 M3 S500 F50 ;主轴正转,转速500r/min
N60 G0 G54 G25 X28 Y20 D1;快速定位,工件坐标系建立,刀具长度补偿值加入
N70 Z50 M7;快速进刀,切削液开
N80 CYCLE82(30,,3,-12,,2);调用钻孔指令钻孔,退回平面在Z30处,参照平面Z0,安全间隙3,最后钻孔深度Z-12,相对于参考平面的最后钻孔深度12,孔底暂停2s
N110 G0 G90 Z200 M5;快速抬刀,主轴停止
N120 M9;切削液关
N130 M30;程序结束
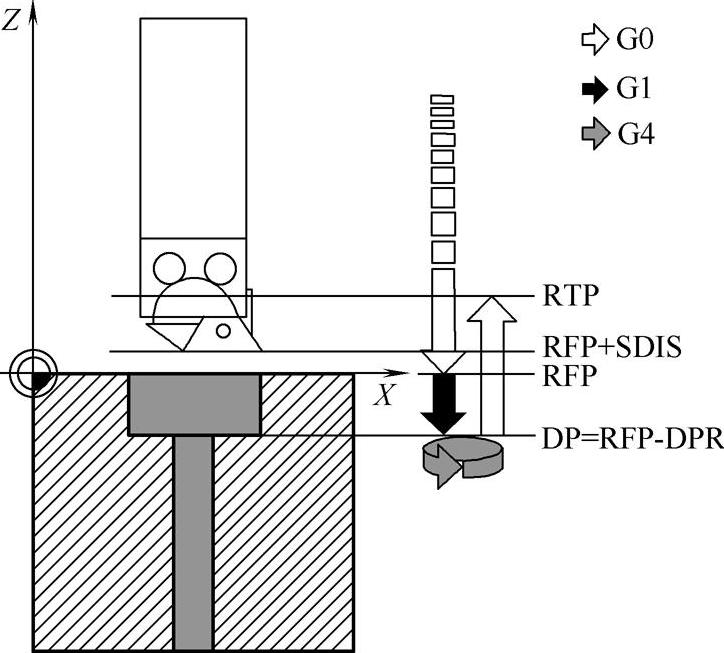
图5-37 CYCLE82钻孔的运动顺序

图5-38 CYCLE82中心钻孔举例
4.深孔钻孔——CYCLE83
(1)指令功能 刀具以编程的主轴速度和进给率开始钻孔,通过分步钻入直至到达最后的钻孔深度。钻头既可以在每次到达进给深度后退回参考平面+安全间隙用于排屑,也可以每次退回1mm用于断屑。
(2)编程格式
CYCLE83(RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS,FRF,VA-RI)
(3)参数说明 CYCLE83参数及其说明见表5-14。
表5-14 CYCLE83参数及其说明

(4)CYCLE83深孔钻削排屑和断屑的运动顺序(见图5-39)

图5-39 CYCLE83深孔钻削排屑(左)和断屑(右)的运动顺序
1)钻削排屑的运动顺序:
①Z轴快速(G0)到达安全间隙之前的参考平面。
②使用G1移动到起始钻孔深度,进给来自程序调用中的进给率,它取决于参数FRF(进给率系数)。
③在最后钻孔深度处的停顿时间(参数DTB)。
④使用G0快速返回安全间隙之前的参考平面,用于排屑。
⑤起始点的停顿时间(参数DTS)。
⑥使用G0快速回到上次到达的钻孔深度,并保持预留量距离。
⑦Z轴以进给速度(G1)进给至下一个钻孔深度(持续动作顺序直至到达最后的钻孔深度)。
⑧Z轴快速(G0)返回至返回平面RTP。
2)钻削断屑的运动顺序:
①Z轴快速(G0)到达安全间隙之前的参考平面。
②使用G1移动到起始钻孔深度,进给来自程序调用中的进给率,它取决于参数FRF(进给率系数)。
③在最后钻孔深度处的停顿时间(参数DTB)。
④使用G1从当前钻孔深度后退1mm,采用调用程序的进给率(用于断屑)。
⑤使用G1按所编程的进给率执行下一个钻孔切削(该过程一直进行下去,直至到达最后的钻孔深度)。
⑥Z轴快速(G0)返回至返回平面RTP。
(5)编程举例
【例5-19】 图5-40为CYCLE83深孔钻孔举例。程序编写为MAIN03.MPF。

图5-40 CYCLE83深孔钻孔举例
%_N_MAIN03_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面
X/Y
N20 T1 M6 ;换1号刀
N50 M3 S500 F50 ;主轴正转,转速500r/min,进给速度50mm/min
N60 G0 G54 X30 Y40 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N70 Z50 M7 ;快速进刀,切削液开
N80 CYCLE83(30,,3,-75,, ;调用深孔钻孔指令钻孔,排屑钻孔。各个参数意义请-10,,3,0,1,0.8,1) 对照参数表
N90 G0 X30 Y100 ;定位
N100 CYCLE83(30,,3,,75,, ;调用深孔钻孔指令钻孔,断屑钻孔。各个参数意义请10,3,1,0,0.8,0) 对照参数表
N110 G0 G90 Z200 M9 ;快速抬刀,切削液关
N120 M5 ;主轴停止
N130 M30 ;程序结束
5.刚性攻螺纹——CYCLE84
(1)指令功能 刀具以编程的主轴速度和进给率进行钻削,直至定义的最终螺纹深度。CYCLE84可以用于刚性攻螺纹。对于带补偿夹具的攻螺纹,可以使用另外的循环CYCLE840。
(2)编程格式
CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SSTl)
(3)参数说明 CYCLE84参数及其说明见表5-15。
表5-15 CYCLE84参数及其说明

(4)CYCLE84刚性攻螺纹的运动顺序(见图5-41)
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)定位主轴停止(值在参数POSS中)以及将主轴转换为进给模式。
3)Z轴以攻螺纹进给速度SST进给至底平面DP。
4)底面暂停DTB确定的时间。
5)Z轴以返回速度SSTl到达安全间隙之前的参考平面。
6)Z轴以G0速度和SDAC确定的主轴旋转方向返回至返回平面RTP。
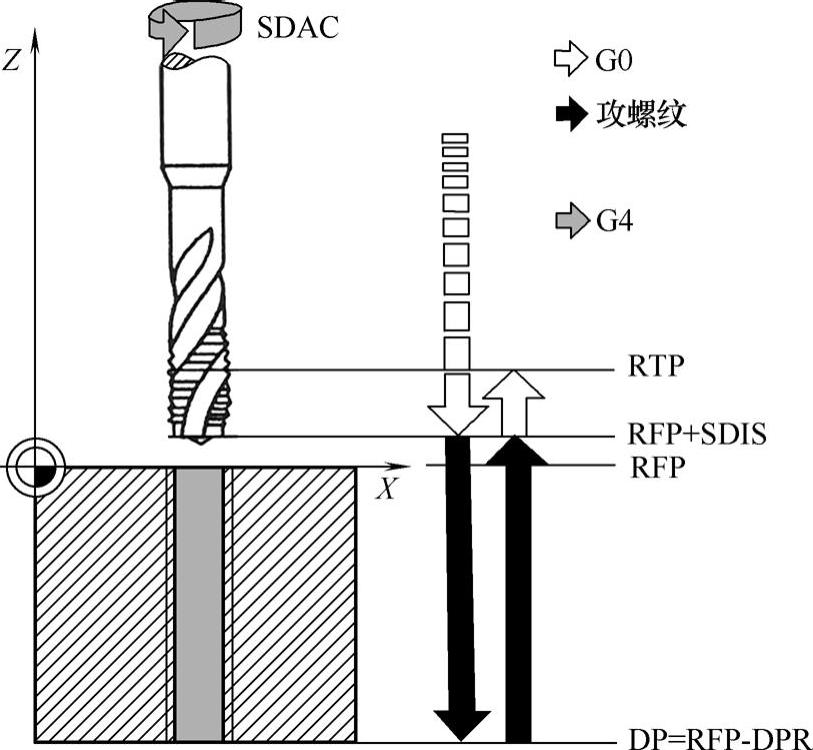
图5-41 CYCLE84刚性攻螺纹的运动顺序
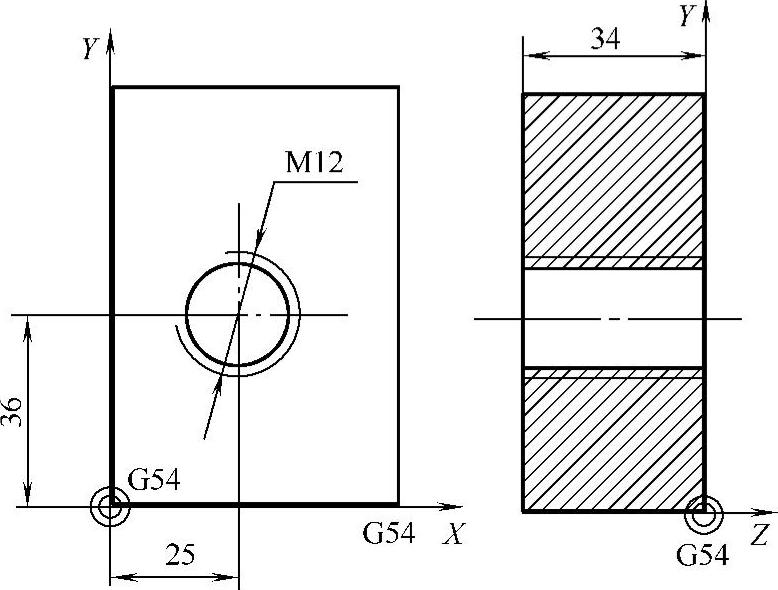
图5-42 CYCLE84刚性攻螺纹举例
(5)编程举例
【例5-20】 图5-42为CYCLE84刚性攻螺纹举例。程序编写为MAIN04.MPF。
%_N_MAIN04_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N30 M3 S200 ;主轴正转,转速200r/min
N40 G0 G54 X25 Y36 D1 ;快速定位攻螺纹点,工件坐标系建立,刀具长度补偿值加入(https://www.xing528.com)
N50 Z50 M7 ;快速进刀,切削液开
N60 SPOS=0 ;主轴定位
N70 CYCLE84(30,,5,-43,,,3,, ;调用刚性攻螺纹,孔深43mm,螺距1.75mm
1.75,0,100,300)或CYCLE84 (粗牙标准螺距),攻螺纹速度100,回退速度
(30,0,5,-43,,,3,12,,0,100,300) 300,其他参数意义请对照参数表
N80 G0 G90 Z200 M9 ;快速抬刀,切削液关
N90 M5 ;主轴停止
N100 M30 ;程序结束
注意:丝锥的头部有3~5牙是不完整的牙型,在攻通孔螺纹时,其深度应加5倍螺距的量。
6.带补偿夹具攻螺纹——CYCLE840
(1)指令功能 刀具以编程的主轴速度和进给率钻孔,直至到达所定义的最终螺纹深度。使用CYCLE840可以进行带补偿夹具的攻螺纹。
(2)编程格式
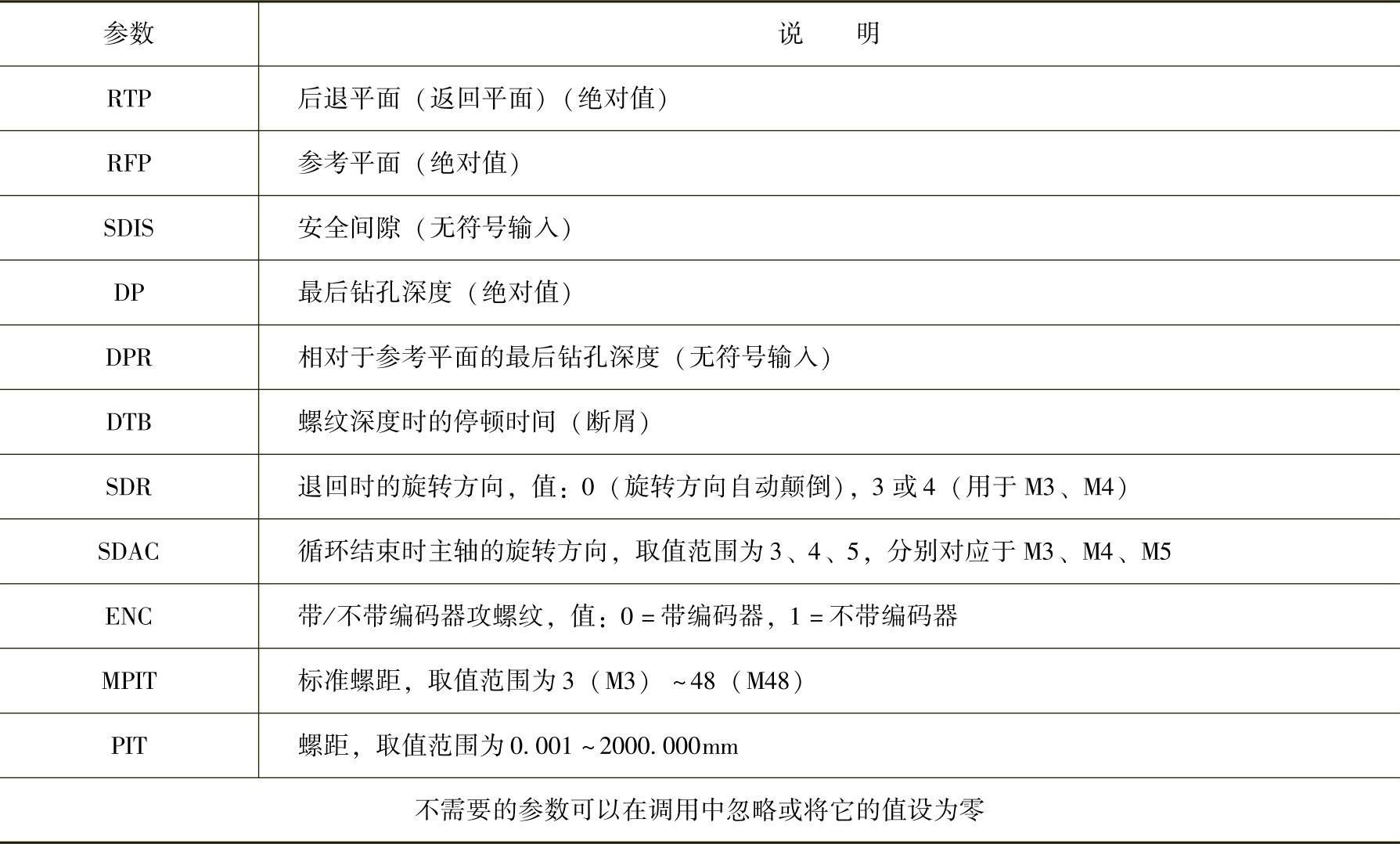
CYCLE840(RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT)
(3)参数说明 CYCLE840参数及其说明见表5-16。
表5-16 CYCLE840参数及其说明
(4)CYCLE840带补偿夹具攻螺纹的运动顺序(见图5-43)
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)Z轴以攻螺纹进给速度SST进给至底平面DP。
3)底面暂停DTB确定的时间。
4)Z轴以返回速度SSTl到达安全间隙之前的参考平面。
5)Z轴快速以G0速度返回至返回平面RTP。
(5)编程举例
1)无编码器攻螺纹:
CYCLE840(30,,5,-43,,,4,3,1,,);等同于G63。已忽略MPIT、PIT
2)带编码器攻螺纹:
CYCLE840(30,,5,-43,,,4,3,0,0,1.75);等同于G33

图5-43 CYCLE840带补偿夹具攻螺纹的运动顺序
7.铰孔1(镗孔1)——CYCLE85
(1)指令功能 刀具按编程的主轴速度和进给率钻孔,直至到达所定义的最后钻孔深度。
(2)编程格式
CYCLE85(RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF)
(3)参数说明 CYCLE85参数及其说明见表5-17。
表5-17 CYCLE85参数及其说明

(4)CYCLE85铰孔1的运动顺序(见图5-44)
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)Z轴以G1并且按参数FFR所编程的进给速度钻削至最终的钻孔深度。
3)最后钻孔深度时的停顿时间。
4)Z轴以G1插补RFF所编程的进给速度退回至安全间隙之前的参考平面。
5)Z轴快速(G0)返回至返回平面RTP。
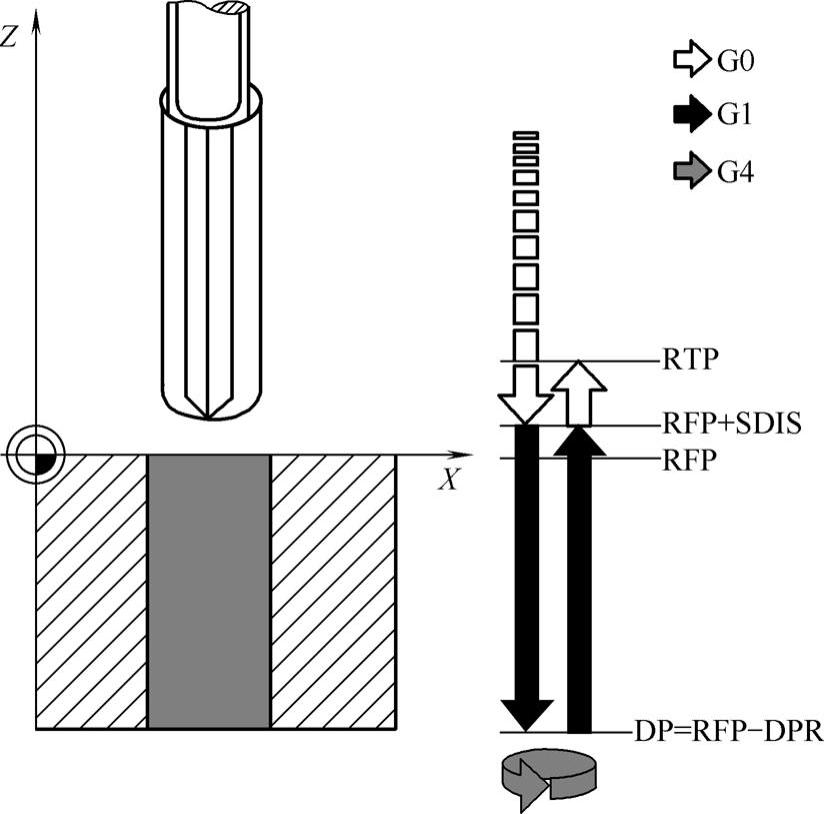
图5-44 CYCLE85铰孔1的运动顺序

图5-45 CYCLE85铰孔1举例
(5)编程举例
【例5-21】 图5-45为CYCLE85铰孔1(镗孔1)举例。程序编写为MAIN05.MPF。
%_N_MAIN05_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N30 M3 S300 ;主轴正转,转速300r/min
N40 G0 G54 X50 Y65 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N50 Z50 M7 ;快速进刀,切削液开
N60 CYCLE85(30,,2,-20,,1,30,200) ;循环调用,其参数对照参数表,前同CYCLE81,孔底暂停1s,铰孔进给30mm/min,返回进给率200mm/min
N70 G0 G90 Z200 M9 ;快速抬刀,切削液关
N80 M5 ;主轴停止
N90 M30 ;程序结束
8.镗孔(镗孔2)——CYCLE86
(1)指令功能 刀具按照编程的主轴速度和进给率进行钻孔,直至到达最后钻孔深度。镗孔时,一旦到达钻孔深度,便激活了定位主轴停止功能。然后,主轴从返回平面快速回到编程的返回位置。
(2)编程格式
CYCLE86(RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)
(3)参数说明 CYCLE86参数及其说明见表5-18。
(4)CYCLE86镗孔的运动顺序(见图5-46)
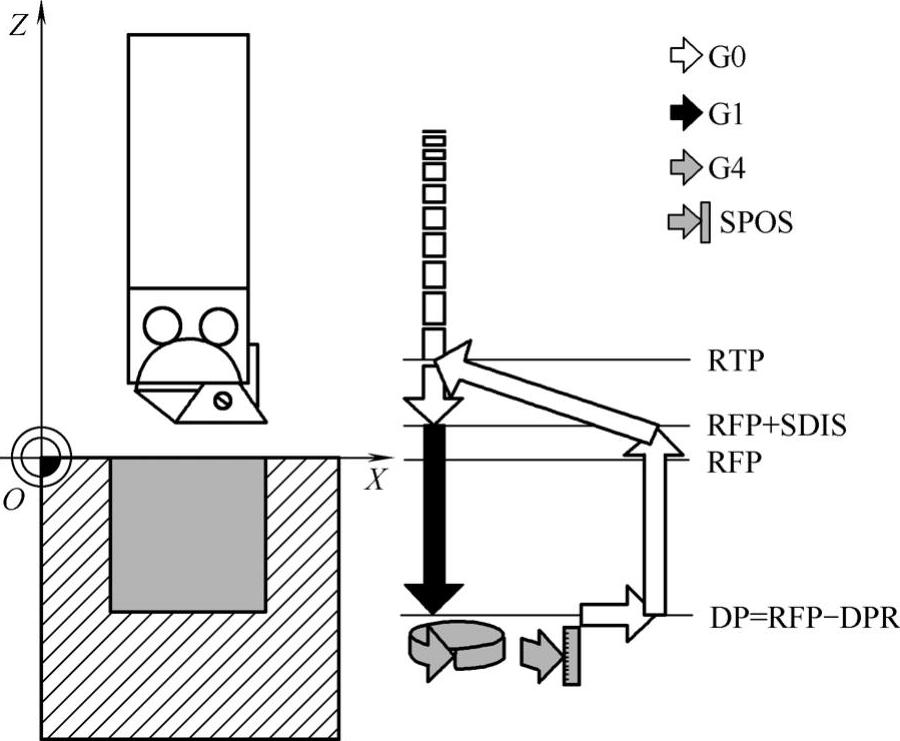
图5-46 CYCLE86镗孔的运动顺序
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)Z轴以G1插补及所编程进给速度进给至最终的钻孔深度。
3)最后钻孔深度时的停顿时间。
4)主轴定位停止在POSS编程的位置。
5)使用G0在三个轴方向上返回。
表5-18 CYCLE86参数及其说明

(续)

6)Z轴以G0速度退回至安全间隙之前的参考平面。
7)Z轴快速(G0)返回至返回平面RTP。

图5-47 CYCLE86镗孔举例
(5)编程举例
【例5-22】 图5-47为CYCLE86镗孔(镗孔2)举例。程序编写为MAIN06.MPF。
%_N_MAIN06_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10G53G90G94G40G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N30 M3S 600 F40 ;主轴正转,转速600r/min,进给速度40mm/min
N40 G0 G54 X45 Y38 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N50 Z50 ;快速进刀
N60 CYCLE86(30,,3,-32,,,3,-1,-1,,0) ;循环调用,其参数对照参数表,前同CY-CLE82,孔底X轴移到-1mm,Y轴移到-1mm,主轴停在0°位置
N70 G0 G90 Z200 ;快速抬刀
N80 M5 ;主轴停止
N90 M30 ;程序结束
9.带停止镗孔(镗孔3)——CYCLE87
(1)指令功能 刀具按编程的主轴速度和进给率钻孔,直至到达定义的最后钻孔深度。当停止钻孔时,到达最后钻孔深度时会产生无方向M5的主轴停止和已编程的停止。按NC START键快速移动退回,直到到达返回平面。
(2)编程格式
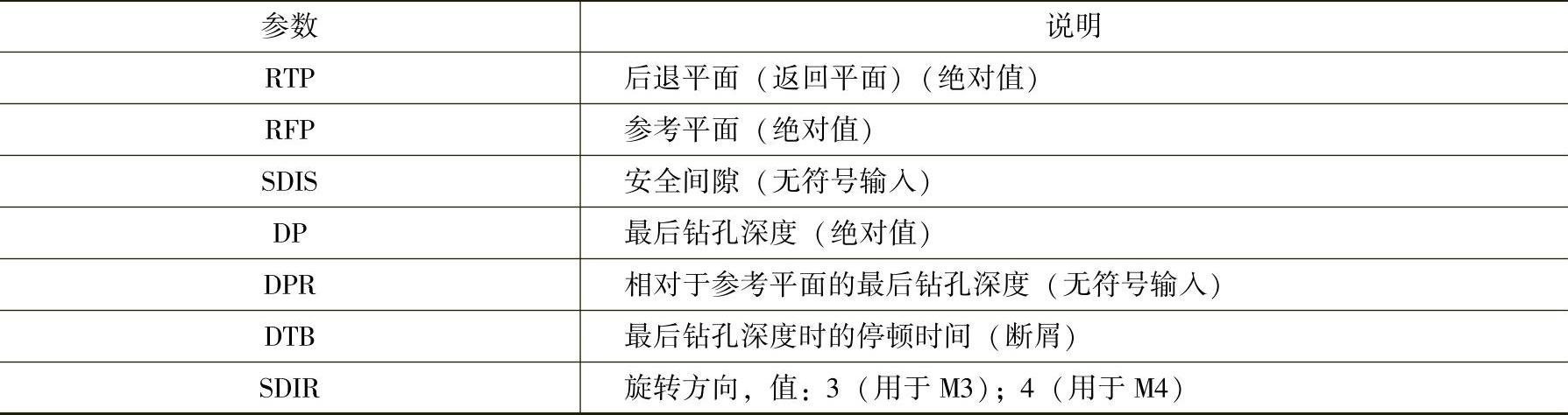
CYCLE87(RTP,RFP,SDIS,DP,DPR,DTB,SDIR)
(3)参数说明 CYCLE87参数及其说明见表5-19。
表5-19 CYCLE87参数及其说明
(4)CYCLE87镗孔的运动顺序
1)Z轴快速(G0)到达安全间隙之前的平面即安全平面。
2)Z轴以G1插补及所编程进给速度进给至最终的钻孔深度。
3)最后钻孔深度处的停顿时间。
4)主轴停止和程序停止(M5、M0)。程序停止后,按NCSTART继续。
5)Z轴快速(G0)返回至返回平面RTP。
(5)编程举例
【例5-23】 图5-47用CYCLE87带停止镗孔(镗孔3)举例。程序编写为MAIN07.MPF。
%_N_MAIN07.MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N30 M3 S600 F40 ;主轴正转,转速600r/min,进给速度40mm/min
N40 G0 G54 X45 Y38 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N50 Z50 ;快速进刀
N60 CYCLE87(30,,3,-32,,,3) ;循环调用,其参数对照参数表,前同CYCLE82,主轴正转返回
N70 G0 G90 Z200 ;快速抬刀
N80 M5 ;主轴停止
N90 M30 ;程序结束
10.带停止钻孔2(镗孔4)——CYCLE88
(1)指令功能 刀具按编程的主轴速度和进给率进行钻孔,直至到达所定义的最后钻孔深度。当停止钻孔时,到达最后钻孔深度时会产生无方向M5的主轴停止和已编程的停止。按NCSTART键快速移动退回,直到到达返回平面。
(2)编程格式 CYCLE88(RTP,RFP,SDIS,DP,DPR,DTB,SDIR)
(3)参数说明 CYCLE88参数及其说明见表5-19。
(4)CYCLE88钻孔的运动顺序
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)Z轴以G1插补及所编程进给速度进给至最终的钻孔深度。
3)最后钻孔深度处的停顿时间。
4)主轴停止和程序停止(M5、M0)。程序停止后,按NCSTART继续。
5)Z轴快速(G0)返回至返回平面RTP。
(5)编程举例
【例5-24】 图5-47用CYCLE88带停止钻孔2(镗孔4)举例。程序编写为MAIN08.MPF。
%_N_MAIN08_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 G90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
M30 M3 S600 F40 ;主轴正转,转速600r/min,进给速度40mm/min
N40 G0 G54 X45 Y38 D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N50 Z50 ;快速进刀
N60 CYCLE88(30,,3,-32,,1,3) ;循环调用,其参数对照参数表,前同CYCLE82,主轴正转返回
N70 G0 G90 Z200 ;快速抬刀
N80 M5 ;主轴停止
N90 M30 ;程序结束
11.铰孔2(镗孔5)——CYCLE89
(1)指令功能 在CYCLE89循环中,进入和退出的F值由调用循环之前的程序指定,达到最后的铰孔(镗孔)深度时,有一个DTB给定的停顿时间。
(2)编程格式 CYCLE89(RTP,RFP,SDIS,DP,DPR,DTB)
(3)参数说明 CYCLE89参数及其说明见表5-20。
表5-20 CYCLE89参数及其说明

(4)CYCLE89铰孔的运动顺序
1)Z轴快速(G0)到达安全间隙之前的参考平面。
2)Z轴以G1插补及所编程进给速度进给至最终的钻孔深度。
3)最后钻孔深度处的停顿时间。
4)Z轴以G1插补及所编程进给速度退回安全间隙之前的参考平面。
5)Z轴快速(G0)返回至返回平面RTP。
(5)编程举例
【例5-25】 图4-43用CYCLE89铰孔2(镗孔5)举例。程序编写为MAIN09.MPF。
%_N_MAIN09_MPF ;主程序名
;$PATH=/_N_MPF_DIR ;传输格式
N10 G53 C90 G94 G40 G17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N30 M3 S600 F40 ;主轴正转,转速600r/min,进给速度40mm/min
N40 G0 G54 X45 Y38D1 ;快速定位,工件坐标系建立,刀具长度补偿值加入
N50 Z50 ;快速进刀
N60 CYCLE89(30,,3,-32,,1) ;循环调用,其参数对照参数表,前同CYCLE82,主轴正转返回
N70 G0 G90 Z200 ;快速抬刀
N80 M5 ;主轴停止
N90 M30 ;程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。