



1.功能
如果工件的不同位置出现重复的形状或结构,或者选用了一个新的参考点,在这种情况下就需要使用可编程零点偏置。由此就产生了一个当前工件坐标系,新输入的尺寸均是该坐标系中的数据尺寸。可以在所有坐标轴中进行零点偏移。图5-24为可编程零点偏移图。
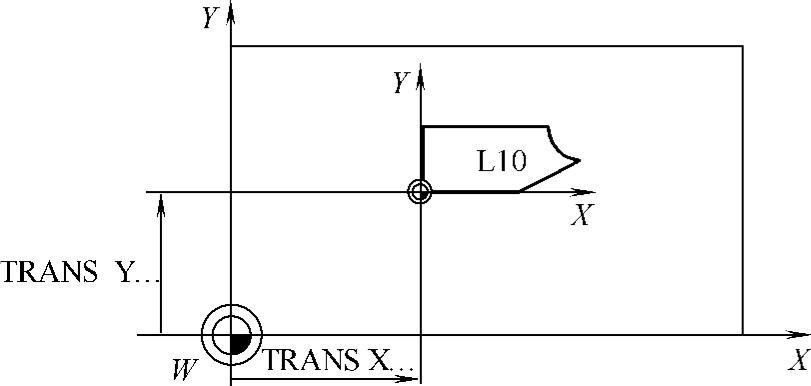
图5-24 可编程零点偏移举例
2.指令格式
1)TRANS X_Y_Z_ 可编程的偏移(绝对偏移),清除所有有关偏移、旋转、比例
系数、镜像的指令。
2)ATRANS X_Y_Z_ 可编程的偏移(相对偏移),附加于当前的指令。
3)TRANS 取消可编程的零点偏置(不带数值),清除所有有关偏移、旋转、比例系数、
镜像的指令。
3.说明
1)TRANS/ATRANS指令要求一个独立的程序段。TRANS/ATRANS可以用于所有坐标轴的平移编程,以便在不同的工件原点进行加工,比如在工件的不同位置对重复加工工艺过程进行编程时。
2)TRANS X_Y_Z_是通过在特定轴方向上编写的偏置值来实现坐标系平移的,是绝对坐标系转换,相对于目前有效的可设置零点偏置(G54~G59)设置的工件坐标系原点。
3)相对指令ATRANSX_Y_Z_也是通过在特定轴方向上编写的偏置值来实现坐标平移的,不过它以当前的或上一次的可编程零点位置作为参考点。
4)TRANS(不带数值),取消可编程的零点偏置,这里所有前面编程过的框架被取消,可设定的零点偏置(G54~G59)仍处于有效状态。
4.编程实例
【例5-14】 用TRANS/ATRANS指令编程实例。
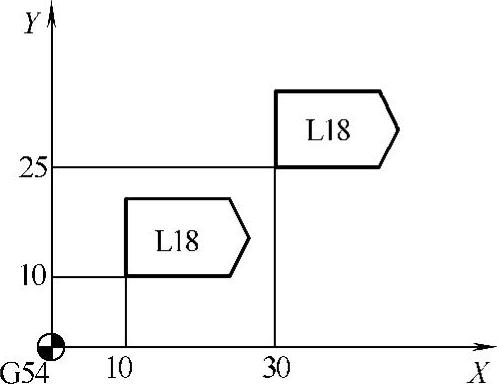
如图5-25所示工件里,所描述的形状在同一个程序里出现过两次。这个形状的加工程序编程子程序存储,用坐标系平移指令来设置这些位置的工件原点,然后去调用子程序。
对图示零件编写程序为JGSX6.MPF。程序内容如下:
 (https://www.xing528.com)
(https://www.xing528.com)
图5-25 可编程零点偏移编程实例
%_N_JGSX6_MPF;主程序名
;$PATH=/_N_MPF_DIR;传输格式
N10 G53 G90 G94 G40G 17 ;机床坐标系,绝对编程,分进给,取消刀补,切削平面X/Y
N20 T1 M6 ;换1号刀
N30 M41;低速挡开 ;小于800r/min
N40 S800 M3 ;转速800r/min,主轴正转
N50 G0 G54 X0 Y0 D1 ;工件坐标系建立,刀具长度刀补值加入,快速定位
N60 G0 Z2 ;快速下刀
N70 TRANS X10 Y10 ;绝对平移,将G54工件坐标系平移到位置(10,10)
N80 L18 ;调用子程序;在此省略
N90 TRANS X30 Y25 ;绝对平移,将G54工件坐标系平移到位置(30,25)
或N90 ATRANS X20 Y15 ;相对上一个可编程零点平移X20Y15
N100 L18 ;调用子程序
N110T RANS ;取消偏移,回到G54工件坐标系中
N120 G0 G90 Z200 ;快速抬刀
N130 M5 ;主轴停转
N140 M30 ;主程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。