



【摘要】:G33一直保持有效,直到被G组中其他的指令(G0、G1、G2、G3、…圆锥螺纹:G33X_Z_K_SF=_K 用于<45°的锥螺纹。端面螺纹:G33X_I_SF=_ X是指直径,I是指导程。2)用G33编程螺纹,加工螺纹的轴速度由主轴转速和螺距决定。
1.功能
该功能要求主轴有位置测量系统。该功能可以用来加工带恒定螺距的螺纹,如果刀具合适,则可以使用带补偿夹具的攻螺纹。加工深度由坐标轴X、Y或Z定义,螺距由相应的I、J或K值决定。G33一直保持有效,直到被G组中其他的指令(G0、G1、G2、G3、…)取代为止。
2.指令格式
圆柱螺纹:G33Z_K_SF=_ SF=_多头螺纹时才需要。
圆锥螺纹:G33X_Z_K_SF=_K 用于<45°的锥螺纹。
G33X_Z_I_SF=_I 用于>45° 的锥螺纹。
端面螺纹:G33X_I_SF=_ X是指直径,I是指导程。
3.说明
1)左旋或右旋螺纹由主轴旋转方向M3、M4确定。
2)用G33编程螺纹,加工螺纹的轴速度由主轴转速和螺距决定。进给率F不起作用。但该进给率仍保持存储状态,同时不允许超出机床数据中规定的最大轴速度。
3)螺纹加工期间,主轴速度修调开关必须保持不变,而进给修调开关无效。(https://www.xing528.com)
4.编程举例
【例5-10】 图5-13为用G33攻螺纹编程举例。螺纹M5×0.8,底孔尺寸ϕ4.2mm已经钻好。
程序及其说明如下:
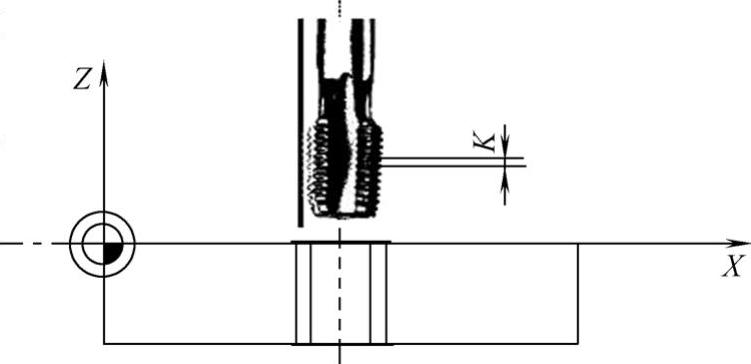
图5-13 G33攻螺纹编程举例
N10 G54 G0 G90 X10 Y10 Z5 S300 M3;回起始点,主轴顺时针旋转
N20 G33 Z-25 K0.8;攻螺纹,终点深-25mm
N30 Z5 K0.8 M4;回退,主轴逆时针旋转
N40 G0 X_Y_Z_;快速定位
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。