



1.功能
螺旋插补由两种运动组成:在G17、G18或G19平面中进行的圆弧运动和垂直该平面的直线运动。此外,可用指令TURN=_来编程整圆循环的个数,这将附加到圆弧编程中。
螺旋插补可用于铣削螺纹,或者用于加工液压缸的润滑油槽。
2.指令格式
G2/G3 X_Y_Z_I_J_K_TURN=_ 圆心和终点。
G2/G3 X_Y_Z_CR=_TURN=_ 圆半径和终点。
G2/G3 AR=_I_J_K_TURN=_ 张角和圆心。
G2/G3 AR=_X_Y_Z_TURN=_ 张角和终点。
G2/G3 AP=_RP=_TURN=_ 极坐标系,极点圆弧。
其中,G2为顺时针圆弧插补;G3为逆时针圆弧插补;X_Y_Z_为直角坐标系中圆弧终点坐标;I_J_K_为直角坐标系中圆心相对于圆弧起点分别在X、Y、Z轴上的坐标;CR=_为圆弧半径;AR=_为圆弧角度;AP=_为极坐标系的终点坐标,这里是极角;RP=_极坐标系的终点坐标,这里是极径,对应圆弧半径;TURN=_为整圆的个数(范围0~999)。
3.说明
1)在螺旋插补中,平面中的圆弧运动和垂直该平面的直线运动是同时进行的,圆弧的运动由工作平面决定。如工作平面是G17,则圆弧插补的轴是X轴和Y轴,切入方向为垂直于这个平面的轴即Z轴。
2)运动顺序如下:
①到达起刀点。(https://www.xing528.com)
②带TURN=_,则执行一个完整的圆弧加工。
③到达圆弧终点。
④沿切入方向继续执行2)和3)步,加工出具有一定导程的螺旋槽,如图5-12所示。
4.编程举例
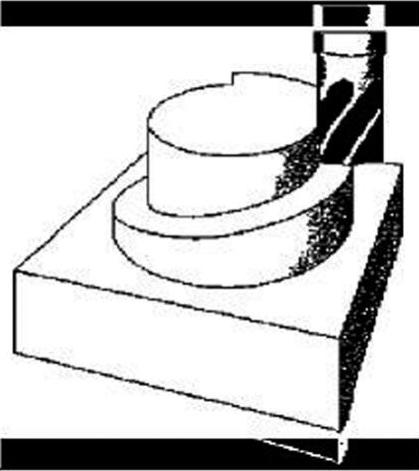
图5-12 螺旋插补
【例5-9】 编制图5-12螺旋插补程序。
加工程序及其说明如下:
N10 G17 ;X/Y平面,Z轴垂直于该平面
N20 G01 Z0;
N30 X0 Y50 F50;回到起始点
N40 G3 X0 Y0 Z33 I0J-25 TURN=3;螺旋插补
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。