



1.功能
刀具沿圆弧轮廓从起点运行到终点。运行方向由G功能定义:G2为顺时针方向;G3为逆时针方向。图5-8为圆弧插补的方向规定。

图5-8 圆弧插补在三个平面中的方向规定
2.指令格式
G2/G3 X_Y_Z_I_J_K_ 圆弧终点和圆心。
G2/G3 X_Y_Z_CR_圆弧终点和半径。
G2/G3 X_Y_Z_AR_圆弧终点和张角。
G2/G3 I_J_K_AR_圆心和张角。
G2/G3 AP=_RP=_极坐标和极点圆弧。
其中,G2为顺时针圆弧插补;G3为逆时针圆弧插补;X_、Y_、Z_为直角坐标系中的圆弧终点坐标;I_、J_、K_为直角坐标系中的圆心坐标(分别在X、Y、Z方向);CR=_为圆弧半径;AR=_为圆心角;AP=_为极坐标系的终点坐标,这里是极角;RP=_为极坐标系的终点坐标,这里是极径,对应圆弧半径。
3.说明
1)圆弧的起始点和终点,如果差值在公差之内,则系统可以精确地设定圆心,否则会发出报警。公差值可以通过机床数据调整。
2)只有用圆心和终点定义的程序段才可以编程整圆。
3)在用半径定义的圆弧中,CR=_的符号用于选择正确的圆弧。使用同样的起始点、终点、半径和相同的方向,可以编程两个不同的圆弧。CR=-_中的负号说明圆弧段大于半圆;否则,圆弧段小于或等于半圆,如图5-9所示。(https://www.xing528.com)
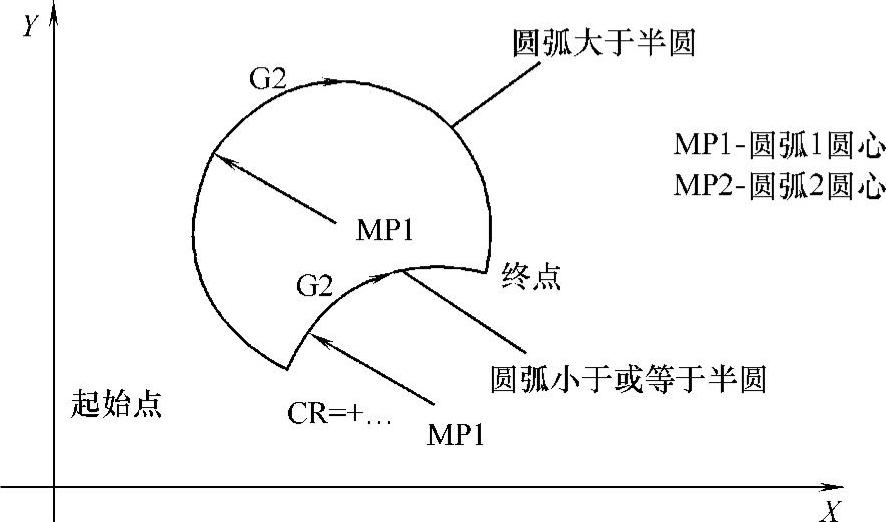
图5-9 在使用半径定义的程序段中,使用CR=的符号选择正确的圆弧
4.编程举例
【例5-7】 图5-10为圆弧插补编程举例,所要编程的是A➝B的圆弧轨迹,可以采用六种方法编制,第一种方法(终点和圆心增量坐标)是所有的数控系统通用的,而第二种方法(终点和半径)编程简单,较容易掌握,所以应用较广。其他四种圆弧编程方法是SIEMENS系统特有的,它有时使圆弧编程更简单、更容易。
六种方法如下:
1)圆弧终点、圆心相对于圆弧起点的坐标增量。G02X90Y50I0J40F100
2)圆弧终点、圆弧半径(圆弧所对应的圆心角≤180°时,CR值为正;圆弧所对应的圆心角>180°时,CR值为负)。G02 X90 Y50 CR=-40F100

图5-10 圆弧插补编程举例
3)圆弧终点、圆心绝对坐标。G02 X90 Y50 I=AC(50)J=AC(50)F100
4)张角、圆心相对于圆弧起点的坐标增量。G02 AR=270 I0 J40 F100
5)张角、终点坐标。G02 AR=270 X90 Y50 F100
6)极角、极半径。G2 RP=40 AP=0 F100
7)定义圆心为极坐标原点。G111 X50 Y50
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。