



【摘要】:在G17平面内加工椭圆用16mm立铣刀加工如图4-58所示椭圆的周边轮廓部分,材料为45钢,编写加工程序。孔加工时采用A3中心钻钻中心孔,在用9.8mm钻头钻孔、最后用10mm镗刀镗孔。表4-20 加工程序及其说明表4-21 加工程序及其说明
【例4-17】 在G17平面内加工椭圆
用ϕ16mm立铣刀加工如图4-58所示椭圆的周边轮廓部分,材料为45钢,编写加工程序。
1.建立数学模型
椭圆方程有两种格式:
椭圆的标准方程
椭圆的参数方程
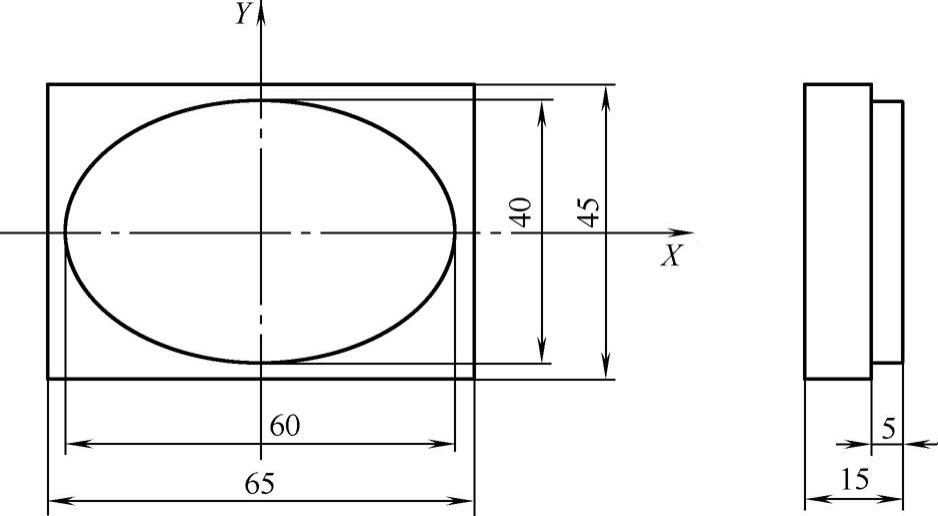
图4-58 零件图
2.工艺分析
该零件加工部分为椭圆,是非圆曲线。由于数控系统只能实现直线和圆弧插补,故考虑采用很多条直线段来逼近椭圆的外形轮廓,只要逼近的直线段足够多,便可保证椭圆的轮廓外形。这里利用三角函数关系求出椭圆上各点坐标,并把各点连在一起最终形成椭圆。
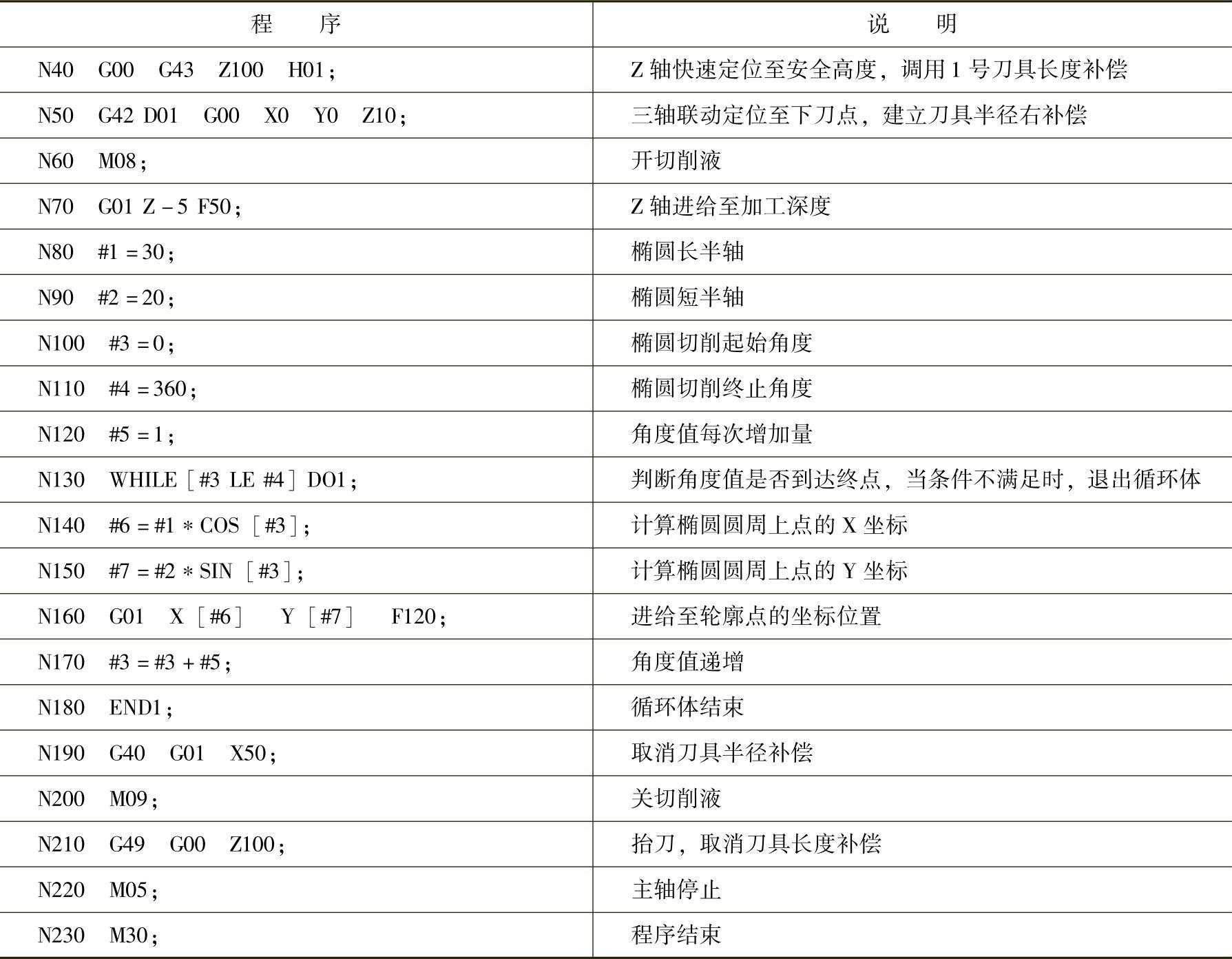
3.程序编制
加工程序及其说明见表4-19。
表4-19 加工程序及其说明

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
【例4-18】 矩阵孔加工
如图4-59所示,在一毛坯为100mm×100mm×10mm的方料上加工25个孔径均为ϕ10+0.060 mm的孔。孔加工时采用A3中心钻钻中心孔,在用ϕ9.8mm钻头钻孔、最后用ϕ10mm镗刀镗孔。
1.工艺分析
该零件加工部分为孔,且每个孔之间的孔间均为20mm,把编制排孔作为一个循环进行调用。每调用一次排孔后,在Y方向上增加一个孔间距,直至Y方向达到原点至最终孔在Y方向上的距离,最后进行一次循环即可完成方阵孔加工。
2.刀具选择
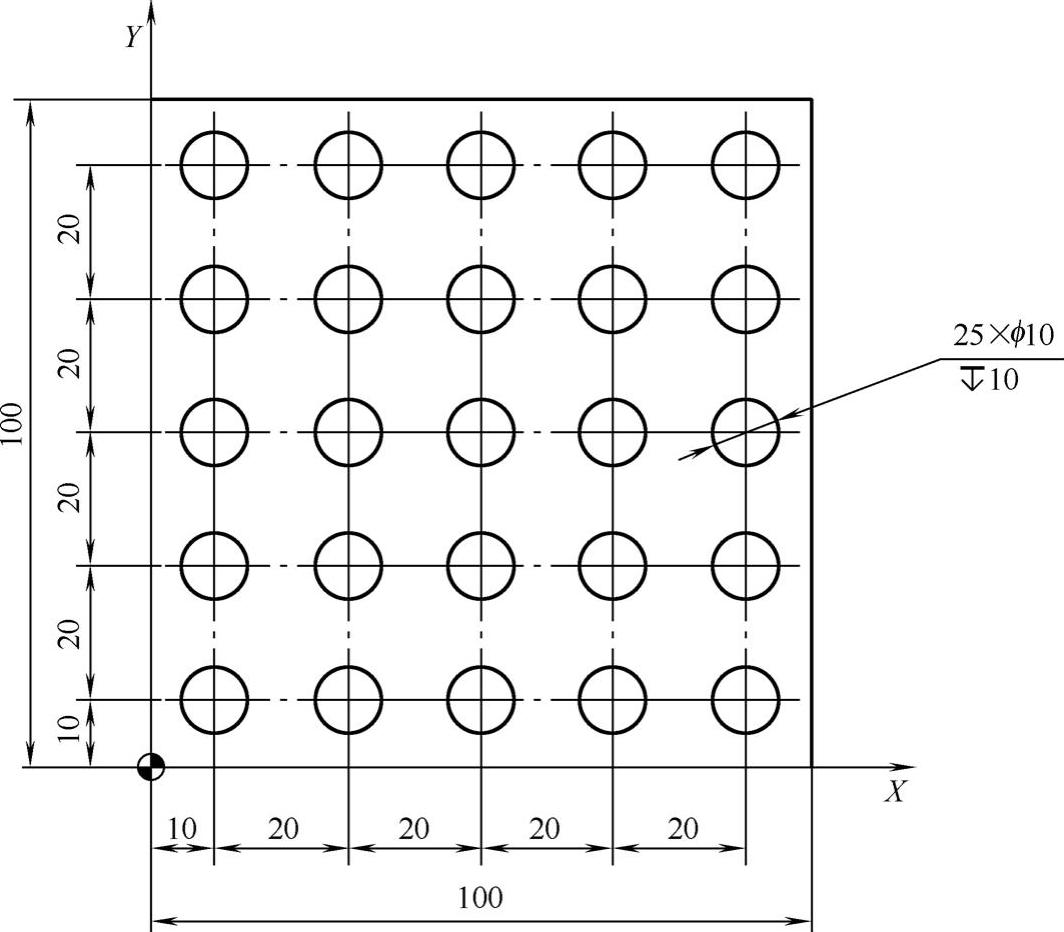
图4-59 零件图
选用3把刀,设T01为中心钻,T02为ϕ9.8mm钻头,T03为ϕ10mm镗刀。
3.程序编制
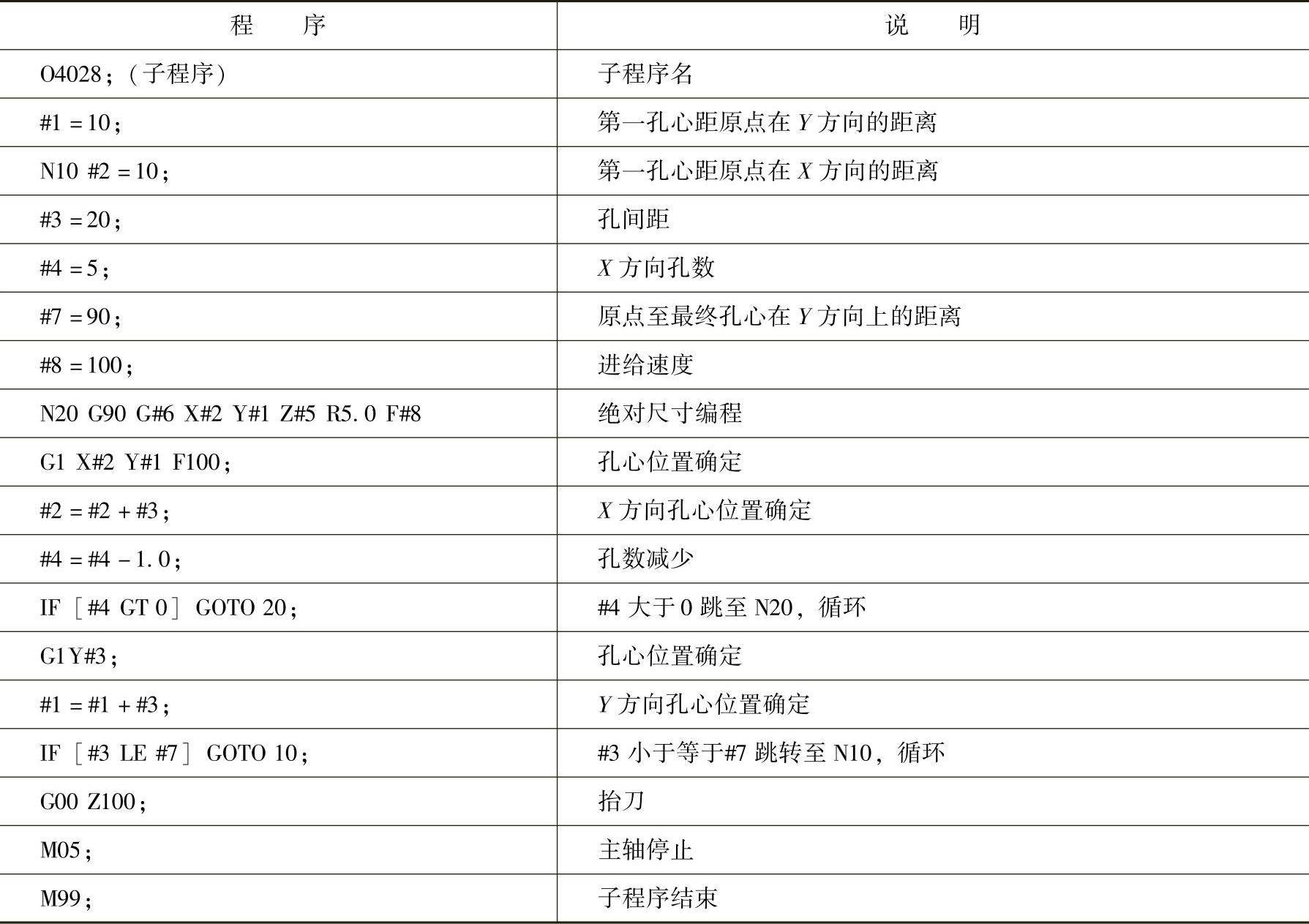
加工程序及其说明见表4-20、表4-21。
表4-20 加工程序及其说明
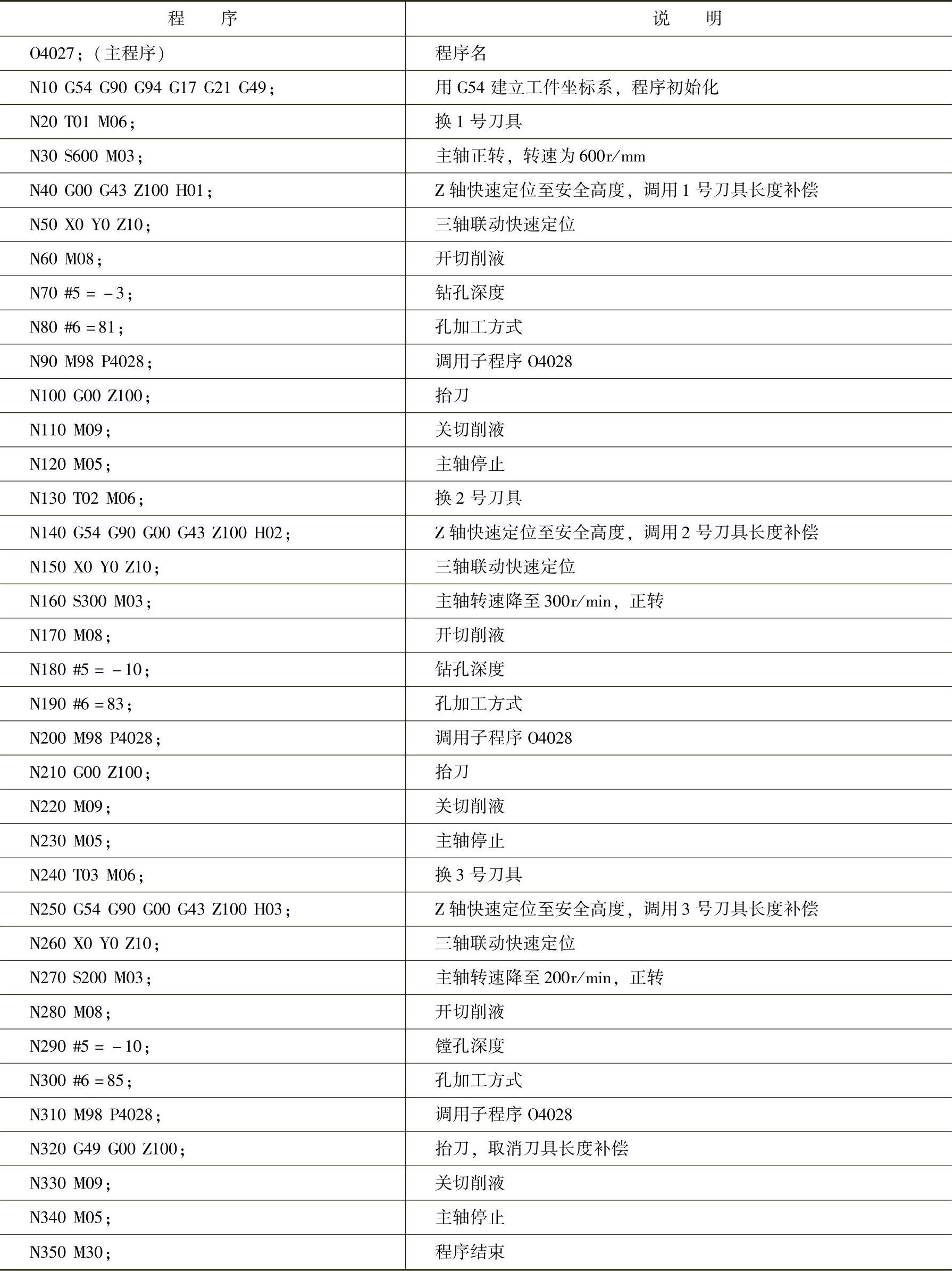
表4-21 加工程序及其说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。