



【摘要】:图4-36 可编程镜像表4-7 可编程镜像指令格式3.注意事项1)如果指定可编程镜像功能,同时又用CNC外部开关或CNC的设置生成镜像时,则可编程镜像功能首先执行。表4-8 在指定平面内的某个轴镜像时发生的指令变化3)CNC的数据处理顺序是从程序镜像到比例缩放和坐标系旋转,应按该顺序指定指令;取消时,按相反顺序。4)在可编程镜像方式中,与返回参考点和改变坐标系有关的G代码无法指定。
1.功能
用可编程镜像指令可实现图形关于坐标轴的对称加工。对称轴(或镜像轴)可以是X轴、Y轴或原点等,如图4-36所示。其中图像(1)是编程的图像;图像(2)的对称轴与Y轴平行,并与X轴在X=50处相交;图像(3)在点(50,50)处与图像(1)对称;图像(4)的对称轴与X轴平行,并与Y轴在Y=50处相交。
2.指令格式
指令格式如表4-7所示。
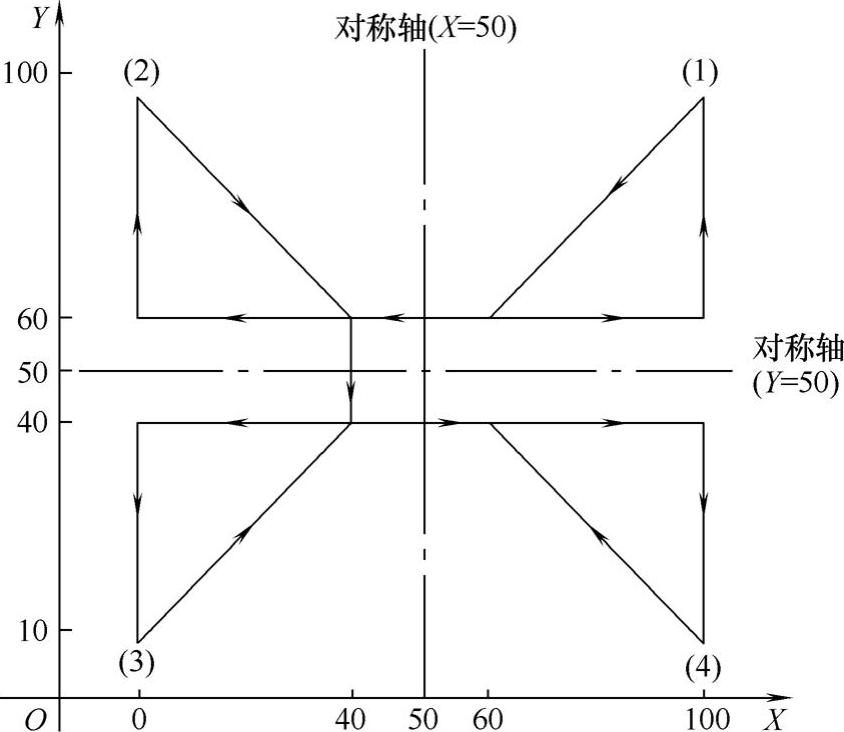
图4-36 可编程镜像
表4-7 可编程镜像指令格式

3.注意事项
1)如果指定可编程镜像功能,同时又用CNC外部开关或CNC的设置生成镜像时,则可编程镜像功能首先执行。(https://www.xing528.com)
2)在指定平面对某个轴镜像时会使表4-8中的指令发生变化。
表4-8 在指定平面内的某个轴镜像时发生的指令变化

3)CNC的数据处理顺序是从程序镜像到比例缩放和坐标系旋转,应按该顺序指定指令;取消时,按相反顺序。在比例缩放或坐标系旋转方式下,不能指定G50.1或G51.1。
4)在可编程镜像方式中,与返回参考点(G27、G28、G29、G30等)和改变坐标系(G52~G59、G92等)有关的G代码无法指定。如果需要这些G代码的任意一个,必须在取消可编程镜像方式之后再指定。
4.编程举例
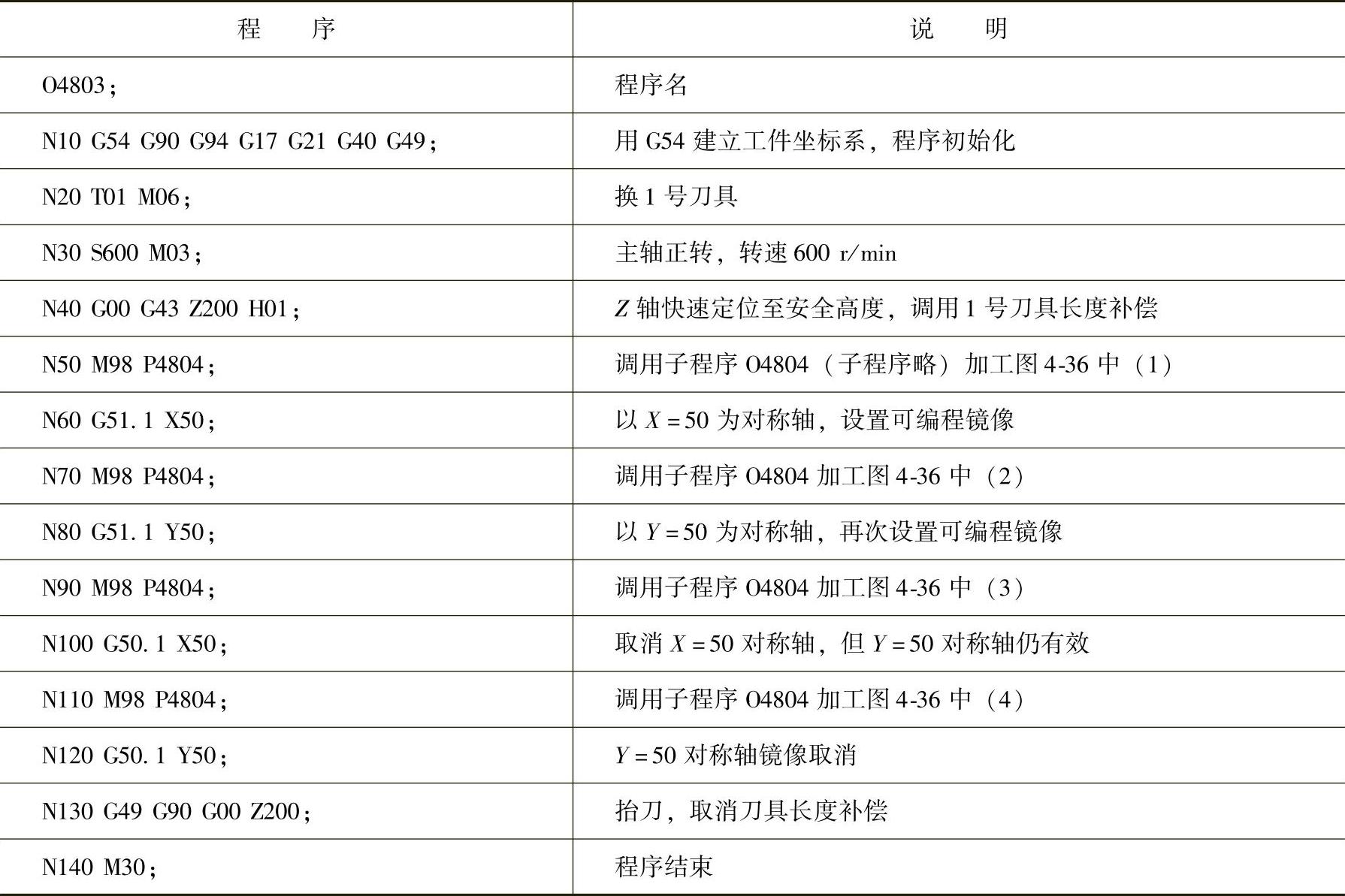
【例4-12】 请用可编程镜像指令编制图4-36所示加工路线的程序。具体程序及说明见表4-9。
表4-9 加工程序及其说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。