



1.G54~G59指令的用法
用MDI键盘可设定六个工件坐标系G54~G59,在程序中通过指定其中一个G代码可以选择六个中的一个。
1)G54:选择工件坐标系1。
2)G55:选择工件坐标系2。
3)G56:选择工件坐标系3。
4)G57:选择工件坐标系4。
5)G58:选择工件坐标系5。
6)G59:选择工件坐标系6。
开机并返回参考点之后,建立工件坐标系1~6,系统初始默认为G54。
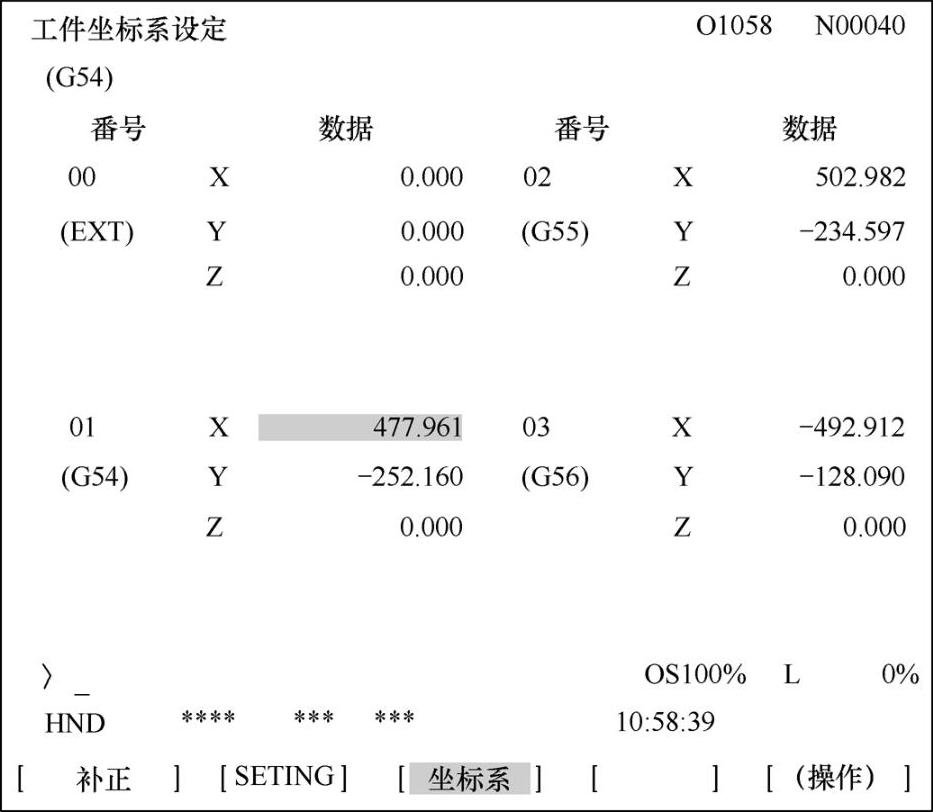
图4-2 G54~G56设置页面
图4-2为G54~G56设置页面。
【例4-1】 对如图4-3所示的零件在坐标原点处加工一个通孔(工件厚13mm)。用G54指令选择工件坐标系。编程如下:
%
O4001; 程序名
M6 T1;换上1号刀
G54 G90 G0 G43 H1 Z50.;选择G54工件坐标系,绝对值编程,快速移动到Z50,在Z方向调入了刀具长度补偿
X80.Y50.; 刀具快速移动到G54工件坐标系设定的点
M3S600; 主轴正转,转速600r/min
X0Y0; 快速定位
Z5.M8; 主轴快速下降,切削液开
G91G1Z-20.F30; 增量值编程,Z下降20mm加工孔
G90G0Z50.M9; 绝对值编程,Z快速上升,切削液关
M30 程序结束
%
在系统中,可以设定六个工件坐标系。在加工比较复杂的零件时,为了编程方便,可以利用G54~G59指令对不同的加工部位设定不同的工件坐标系,但这些工件坐标系原点的机床坐标值,必须要输入到相应的位置中。
【例4-2】 多工件坐标系设定编程举例。加工图4-4所示零件上、下两个水平面中的型腔。加工程序为:
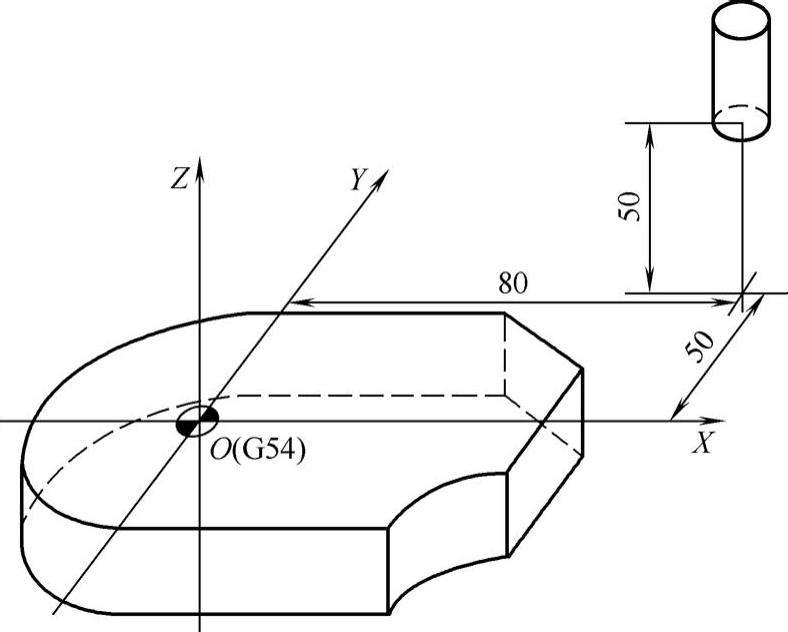
图4-3 选择工件坐标系
%
O3002; 程序名(https://www.xing528.com)
N10M6T1; 换上1号刀
N20G54G90G0G43H1Z35; 选择G54工件坐标系,绝对值编程,快速移动到Z35,在Z方向调入了刀具长度补偿
N30X-30Y50; 刀具快速移动到G54工件坐标系设定的点
N40M3S600; 主轴正转,转速600r/min
N50X0Y0M8; 快速定位,切削液开
N60M98P8001; 调用子程序O8001加工下平面的型腔
N70G0Z100M9; Z轴快速上移,切削液关
N80G53Z0; Z轴快速移动到机床坐标Z0处
N90M5; 主轴停转
N100M6T2; 换上2号刀
N110G55G90G0G43H2Z20; 选择G55工件坐标系,绝对值编程,快速移动到Z20,在Z方向调入了刀具长度补偿
N120X20Y50; 刀具快速移动到G55工件坐标系设定的点
N1130M3S600; 主轴正转,转速600r/min
N140X0Y0M8; 快速定位,切削液开
N150M98P8002; 调用子程序O8002加工上平面的型腔
N160G0Z100M9; Z轴快速上移,切削液关
N170G49G90Z0; 取消刀具长度补偿,Z轴快速移动到机床坐标Z0处
N180M30; 程序结束
%
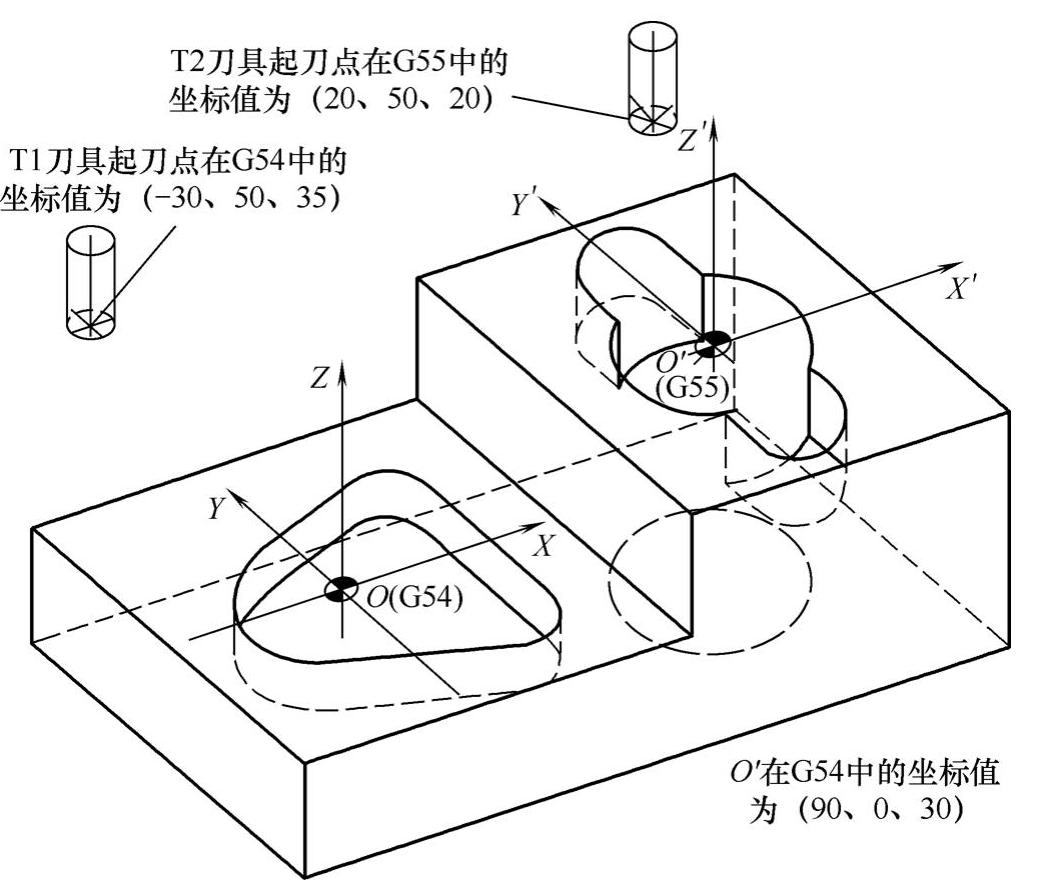
图4-4 多工件坐标系及局部坐标系的应用
2.G92指令与G54~G59指令使用区别
工件坐标系是编程人员为了编程方便人为设定的坐标系。G92指令与G54~G59指令都是用于设定工件坐标系的,两者区别如下:
1)G92指令是通过程序来设定工件坐标系的,其设定的工件原点与当前刀具所在的起始位置有关,这一工件原点在机床坐标系中的位置是随当前刀具位置的不同而改变的。因此,只有通过对刀把刀具刀位点准确移到程序要求的位置上方可执行程序进行加工,否则后果不堪设想。而G54~G59指令是通过CRT/MDI操作面板在参数设置方式下设定工件坐标系的,其设定的工件原点与刀具当前位置无关。
2)G92指令设定的工件原点与当前刀具所在的起始位置有关,而G54~G59设定的工件原点在机床坐标系中的位置是不变的,即使系统断电后也不破坏,再次开机后仍然有效。而且用G54~G59建立工件坐标不像G92那样需要在程序段中给出预置寄存的坐标值,操作者在安装工件后,通过对刀测量出刀具刀位点定位于工件原点时所在机床坐标系中的坐标值即测出刀补值,输入工件坐标偏置存储器中,以后系统在执行程序时,就可以按照工件坐标系中的坐标值来运动了。
3)G92指令程序段只是设定工件坐标系,执行该指令后才建立了工件坐标系,确定了刀具起始点在工件坐标系中的坐标值,并不产生任何移动;而G54~G59指令可以和G00等指令组合,在相应的工件坐标系中进行移动。
3.用G54.1 P1~P48指令选择附加工件坐标系
G54.1 P1~P48指令共有48个附加工件坐标系,其使用方法与G54~G59指令相同。在上面的例4-1中只需把G54更改为G54.1 P1即可。
利用G54~G59、G54.1 P1、G54.1 P2、G54.1 P3、…G54.1 P48指令建立的工件坐标系、附加工件坐标系,在机床系统断电后并不破坏,再次开机后仍然有效,并与刀具的当前位置无关。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。